Vous aimerez peut-être aussi
- Kubota Bx1800 Bx2200 Tractor Workshop Service Manual-SearchableDocument310 pagesKubota Bx1800 Bx2200 Tractor Workshop Service Manual-SearchableCapnmudd86% (63)
- Heat Treatment Report PDFDocument5 pagesHeat Treatment Report PDFميسرة81% (16)
- Strength of Materials Mechanics of Solids R K RAJPUT S CHANDDocument28 pagesStrength of Materials Mechanics of Solids R K RAJPUT S CHANDNitin67% (3)
- UNC, UNF, & UNEF Thread ANSI B1,1 PDFDocument4 pagesUNC, UNF, & UNEF Thread ANSI B1,1 PDFLuRobertPas encore d'évaluation
- AMT115 HardwareDocument182 pagesAMT115 HardwareBanot GasanPas encore d'évaluation
- Final QuantificationDocument21 pagesFinal QuantificationRatnesh PatelPas encore d'évaluation
- Datasheet 4Document2 pagesDatasheet 4zakie wahyuPas encore d'évaluation
- 30 IPM Spal Linear Actuator (6in)Document2 pages30 IPM Spal Linear Actuator (6in)Wai HowPas encore d'évaluation
- Electrical Specifications: Sma Female 2 PlacesDocument1 pageElectrical Specifications: Sma Female 2 PlacesThanh Son NguyenPas encore d'évaluation
- Cold-Formed Steel Design CheckDocument2 pagesCold-Formed Steel Design CheckLuís OliveiraPas encore d'évaluation
- Machine Technology Blank DevelopmentDocument7 pagesMachine Technology Blank DevelopmentrahulPas encore d'évaluation
- Sheet Metal Developed Blanks PDFDocument7 pagesSheet Metal Developed Blanks PDFstallone21Pas encore d'évaluation
- Part Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialDocument5 pagesPart Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialGỗ MộcPas encore d'évaluation
- ABMM2Document1 pageABMM2QAISER IJAZPas encore d'évaluation
- Cantilever Beam ReportDocument5 pagesCantilever Beam ReportJoseph TuzonPas encore d'évaluation
- 7-68-0106 Rev 6Document1 page7-68-0106 Rev 6rajanjisri2259Pas encore d'évaluation
- Asp 134486 01Document4 pagesAsp 134486 01Hassan MahdaviPas encore d'évaluation
- SPC FormatDocument1 pageSPC FormatM.saravanan100% (4)
- Data Sheets ImportantesDocument4 pagesData Sheets ImportantesFabiano Ferreira SaldanhaPas encore d'évaluation
- midas Steel Checking ResultDocument1 pagemidas Steel Checking ResultGooddayBybsPas encore d'évaluation
- Longitudinal SectionDocument1 pageLongitudinal SectionTISHA ANNE DE GRACIAPas encore d'évaluation
- Axis: 1 Storey: 1: Bending (Top Edge) ..Document22 pagesAxis: 1 Storey: 1: Bending (Top Edge) ..Ong George SammyPas encore d'évaluation
- Abutment Well 1Document132 pagesAbutment Well 1amit_saxena_10Pas encore d'évaluation
- Steel Design: Project Job Number EngineerDocument1 pageSteel Design: Project Job Number Engineerchirathip vasuvattakul100% (1)
- Project Job Number Engineer: O/S #33 Beam/Column Capacity Ratio Exceeds LimitDocument1 pageProject Job Number Engineer: O/S #33 Beam/Column Capacity Ratio Exceeds LimitLuh Putu Ida WahyuniPas encore d'évaluation
- 2500 - 380 KVDocument32 pages2500 - 380 KVelsayedPas encore d'évaluation
- TL431A, B Series, NCV431A, B Series, SCV431A: Package DimensionsDocument1 pageTL431A, B Series, NCV431A, B Series, SCV431A: Package DimensionsarturoPas encore d'évaluation
- Ag Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUDocument1 pageAg Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUAnonymous ONsqg3Pas encore d'évaluation
- Calculation Note (R.C Work) ForkliftDocument4 pagesCalculation Note (R.C Work) ForkliftUkuy TaryanaPas encore d'évaluation
- Cerchas Tuberia GRALDocument1 385 pagesCerchas Tuberia GRALDiego Javier Sarmiento DiazPas encore d'évaluation
- Perunding Yaa Sdn. BHD.: Hydraulic Calculation Report (On Site Detention)Document3 pagesPerunding Yaa Sdn. BHD.: Hydraulic Calculation Report (On Site Detention)Fendy Royn100% (2)
- Base Magnetica 6306-1020Document1 pageBase Magnetica 6306-1020Martin Andre AlburquequePas encore d'évaluation
- One Way Slab DesignDocument2 pagesOne Way Slab DesignKenneth CajefePas encore d'évaluation
- Project 2 Hybrid Spindle Design: 4/5/2010 Jason Hopkins ME 360 Section 2Document14 pagesProject 2 Hybrid Spindle Design: 4/5/2010 Jason Hopkins ME 360 Section 2jmh5399Pas encore d'évaluation
- Threaded RodDocument1 pageThreaded RodDhanu goswamiPas encore d'évaluation
- FIS-NZB From ZO-2 (28.12.21)Document627 pagesFIS-NZB From ZO-2 (28.12.21)subramanyam kumarPas encore d'évaluation
- DESIGN CRITERIA FOR ARBOR LANES PHASE 3Document44 pagesDESIGN CRITERIA FOR ARBOR LANES PHASE 3Sharah QuilarioPas encore d'évaluation
- TL431A, B Series, NCV431A, B Series, SCV431A: Package DimensionsDocument1 pageTL431A, B Series, NCV431A, B Series, SCV431A: Package DimensionsarturoPas encore d'évaluation
- 12.down Stream Wing&ReturnDocument6 pages12.down Stream Wing&ReturnMadhu SudhanPas encore d'évaluation
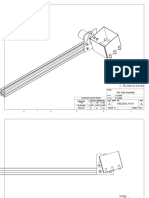
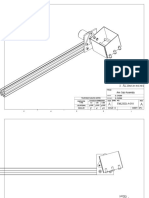
- Arm SubassemblyDocument4 pagesArm Subassemblyapi-541897663Pas encore d'évaluation
- Arm SubassemblyDocument4 pagesArm Subassemblyapi-541897663Pas encore d'évaluation
- Power Transistor E13003: Switching Regulator ApplicationDocument2 pagesPower Transistor E13003: Switching Regulator Applicationblancodaniel00000Pas encore d'évaluation
- Projection tolerances drawing stainless steel partDocument1 pageProjection tolerances drawing stainless steel partCharlie BelangerPas encore d'évaluation
- Calculation Note (R.C Work) Bagging HouseDocument5 pagesCalculation Note (R.C Work) Bagging HouseUkuy TaryanaPas encore d'évaluation
- Model 9123: RevereDocument2 pagesModel 9123: RevereJuan Carlos BallinariPas encore d'évaluation
- 250S15-S28 Solidworks Cad File: Sealed 1/4" Plug Do Not Scale Drawing 1 1Document2 pages250S15-S28 Solidworks Cad File: Sealed 1/4" Plug Do Not Scale Drawing 1 1Marius BudauPas encore d'évaluation
- Tutorial 2 SolutionDocument2 pagesTutorial 2 SolutionKevin TanPas encore d'évaluation
- Description Location (Grid Line) # Length (M) Width (M) Height (M)Document46 pagesDescription Location (Grid Line) # Length (M) Width (M) Height (M)Gani AnosaPas encore d'évaluation
- Measurement sheet for 2nd RA billDocument89 pagesMeasurement sheet for 2nd RA billRajat KoleyPas encore d'évaluation
- Design Sheet for L and T BeamsDocument7 pagesDesign Sheet for L and T Beamssadia lohaniPas encore d'évaluation
- C Abutment Well 2Document138 pagesC Abutment Well 2amit_saxena_10Pas encore d'évaluation
- CBR Test ReportDocument17 pagesCBR Test ReportMuhammad AwaisPas encore d'évaluation
- For Gate EstimateDocument6 pagesFor Gate EstimateMarkko Buaya TalonPas encore d'évaluation
- DB03F13003 - Seat Ring - DBFV - DN 300 - PN 16 Rev 00Document1 pageDB03F13003 - Seat Ring - DBFV - DN 300 - PN 16 Rev 00Indranil SarkarPas encore d'évaluation
- Pipesupport ps28Document5 pagesPipesupport ps28Juragan IwalPas encore d'évaluation
- BJ - Cicada DieselDocument8 pagesBJ - Cicada DieselOlavo PastorePas encore d'évaluation
- Longitudinal Analysis & Design of Box GirderDocument19 pagesLongitudinal Analysis & Design of Box GirderStructural Spreadsheets100% (1)
- Magnet roller design detailsDocument1 pageMagnet roller design detailsAnonymous IQD4PqB876Pas encore d'évaluation
- Ag Group: Unless Otherwise Specified: JSL 03-10-04Document1 pageAg Group: Unless Otherwise Specified: JSL 03-10-04Anonymous IQD4PqB876Pas encore d'évaluation
- Ag Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUDocument1 pageAg Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUAnonymous IQD4PqB876Pas encore d'évaluation
- TL431A, B Series, NCV431A, B Series, SCV431A: Package DimensionsDocument1 pageTL431A, B Series, NCV431A, B Series, SCV431A: Package DimensionsarturoPas encore d'évaluation
- Calculation Total VistaDocument26 pagesCalculation Total VistaOng George SammyPas encore d'évaluation
- Project:-Ato Eyasu Merachew G+2 Residential Date: - 25/12/2007 E.C Description: - Analysis and Design of Solid Slab By: - Abdela MohammedDocument7 pagesProject:-Ato Eyasu Merachew G+2 Residential Date: - 25/12/2007 E.C Description: - Analysis and Design of Solid Slab By: - Abdela MohammedGemechuPas encore d'évaluation
- Classifying Spaces of Degenerating Polarized Hodge Structures. (AM-169)D'EverandClassifying Spaces of Degenerating Polarized Hodge Structures. (AM-169)Pas encore d'évaluation
- Quality Manual As 9100 CDocument62 pagesQuality Manual As 9100 CNitinPas encore d'évaluation
- Heat Treatment Annealing, Hardening, Brazing, Forging, NitridingDocument36 pagesHeat Treatment Annealing, Hardening, Brazing, Forging, NitridingmuradhidmiPas encore d'évaluation
- Solidwork Flow Simulation TutorialDocument298 pagesSolidwork Flow Simulation TutorialMilad Ah100% (8)
- 9200 and 74712 Seismoprobe Velocity Transducers Datasheet - 141626Document14 pages9200 and 74712 Seismoprobe Velocity Transducers Datasheet - 141626JulivanPas encore d'évaluation
- EASA Module 6 - NotesDocument10 pagesEASA Module 6 - NotesSteven J. SelcukPas encore d'évaluation
- UNC Thread SpecificationsDocument2 pagesUNC Thread SpecificationsAtul BedekarPas encore d'évaluation
- Screw Thread - History of StandardizationDocument15 pagesScrew Thread - History of StandardizationAugustaPas encore d'évaluation
- MTC 410S-1Document1 pageMTC 410S-1miguel contrerasPas encore d'évaluation
- Asme B18.2.1 1996Document22 pagesAsme B18.2.1 1996Jesse ChenPas encore d'évaluation
- TelmaDocument8 pagesTelmaEduardo KalbermatterPas encore d'évaluation
- Goodridge Performance Parts CatalogueDocument92 pagesGoodridge Performance Parts CatalogueAnonymous Wyb8Y1Pas encore d'évaluation
- Dimensions of Metric Threads According ISO 724Document12 pagesDimensions of Metric Threads According ISO 724Guillermo GuzmánPas encore d'évaluation
- Bp2076 Cubic Triaxial CCLD Accelerometer Types 4524Document8 pagesBp2076 Cubic Triaxial CCLD Accelerometer Types 4524ategPas encore d'évaluation
- Flareless Hydraulic Fittings - DIN 2353 FittingsDocument44 pagesFlareless Hydraulic Fittings - DIN 2353 Fittingsmjpadia_131980Pas encore d'évaluation
- BKH / Bkhp420 2-Way Ball Valve Stainless Steel: Available Sizes ConnectionsDocument4 pagesBKH / Bkhp420 2-Way Ball Valve Stainless Steel: Available Sizes ConnectionsManikandan MPas encore d'évaluation
- TCI Catalogo de CalibradoresDocument68 pagesTCI Catalogo de CalibradoresWVPPas encore d'évaluation
- Spare Parts List: For Prop. Directional Spool Valves Type PSL, PSV and PSM Size 3Document42 pagesSpare Parts List: For Prop. Directional Spool Valves Type PSL, PSV and PSM Size 3words2zhigang_612545100% (2)
- PLL 1310Document9 pagesPLL 1310cunvip163.comPas encore d'évaluation
- Mini MessDocument39 pagesMini MessSimen EllingsenPas encore d'évaluation
- B1-10M Edtn 2004 PDFDocument26 pagesB1-10M Edtn 2004 PDFCarlitosPas encore d'évaluation
- SS316 Hose FittingsDocument79 pagesSS316 Hose FittingsRasheshPas encore d'évaluation
- 3.125 11ns THread SpecificationDocument4 pages3.125 11ns THread SpecificationvijaygalaxyPas encore d'évaluation
- Standard Specification For Anchor Bolts, Steel 36, 55 and 105ksi Yield StrengthDocument9 pagesStandard Specification For Anchor Bolts, Steel 36, 55 and 105ksi Yield StrengthG.RameshPas encore d'évaluation
- Mach3 ThreadingDocument0 pageMach3 ThreadingferskyPas encore d'évaluation
- CATALOGUE by REMAX INDIA 16029332938234076Document13 pagesCATALOGUE by REMAX INDIA 16029332938234076velu.gPas encore d'évaluation
- Velomitor Piezo-Velocity Sensor Datasheet - 141632Document11 pagesVelomitor Piezo-Velocity Sensor Datasheet - 141632Trong Hung NguyenPas encore d'évaluation
- EN Stauff One B Stauff Test 2014 PDFDocument48 pagesEN Stauff One B Stauff Test 2014 PDFomni_partsPas encore d'évaluation
- Technical Information HANSA-FLEX Hose ConnectionsDocument75 pagesTechnical Information HANSA-FLEX Hose ConnectionshorsanicuPas encore d'évaluation
- Class 2B Internal ThreadsDocument2 pagesClass 2B Internal ThreadsRanjeet DongrePas encore d'évaluation
- Wolouf CatalogueDocument3 pagesWolouf CatalogueJawad AbusamhaPas encore d'évaluation