Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Machinists Handbook GcodetutorDocument64 pagesMachinists Handbook GcodetutortataPas encore d'évaluation
- Harley Davidson Service Manual Softail 00 To 05 TC-88Document631 pagesHarley Davidson Service Manual Softail 00 To 05 TC-88Dotzlaw100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Service Manual 2004 - SR230 PDFDocument354 pagesService Manual 2004 - SR230 PDFDemetriPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- PC25R 8Document473 pagesPC25R 8PooPas encore d'évaluation
- BIWDocument62 pagesBIWingpochoPas encore d'évaluation
- Jis 1196Document19 pagesJis 1196VISHAL kUMARPas encore d'évaluation
- Shop Manual: 97SF11205 Backhoe Loader WB97S-2Document582 pagesShop Manual: 97SF11205 Backhoe Loader WB97S-2Teknik Makina100% (4)
- 1007 DISQ 0 M SS 42005 Air Cooled Heat Exchangers SpecificationDocument18 pages1007 DISQ 0 M SS 42005 Air Cooled Heat Exchangers Specificationeng20072007Pas encore d'évaluation
- Diesel Engine v1903 v2203Document74 pagesDiesel Engine v1903 v2203Rodrigo HernandezPas encore d'évaluation
- Research PaperDocument11 pagesResearch PaperIshan BhargavePas encore d'évaluation
- Water Systems Report - Part2Document14 pagesWater Systems Report - Part2alang_businessPas encore d'évaluation
- Water Systems Report - Part3Document14 pagesWater Systems Report - Part3alang_businessPas encore d'évaluation
- Safety Data Sheet: Magnafloc LT25Document9 pagesSafety Data Sheet: Magnafloc LT25alang_businessPas encore d'évaluation
- Water Systems Report - Part5Document14 pagesWater Systems Report - Part5alang_businessPas encore d'évaluation
- Water Systems Report - Part1Document14 pagesWater Systems Report - Part1alang_businessPas encore d'évaluation
- Mixing Science and Practice A Reflective View FinalDocument62 pagesMixing Science and Practice A Reflective View Finalalang_businessPas encore d'évaluation
- Water Systems Report - Part4Document14 pagesWater Systems Report - Part4alang_businessPas encore d'évaluation
- Biosand Filter CAWST Part6Document10 pagesBiosand Filter CAWST Part6alang_businessPas encore d'évaluation
- Biosand Filter CAWST Part2 PDFDocument10 pagesBiosand Filter CAWST Part2 PDFalang_businessPas encore d'évaluation
- Subramani - Numerical Analysis On Horizontal Jet FlocculatesDocument6 pagesSubramani - Numerical Analysis On Horizontal Jet Flocculatesalang_businessPas encore d'évaluation
- Biosand Filter Manual: Design, Construction, Installation, Operation and MaintenanceDocument94 pagesBiosand Filter Manual: Design, Construction, Installation, Operation and Maintenancealang_businessPas encore d'évaluation
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarDocument20 pagesBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydPas encore d'évaluation
- Ghaneeizad (2013)Document25 pagesGhaneeizad (2013)alang_businessPas encore d'évaluation
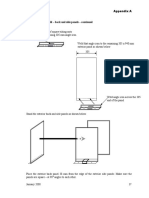
- Step 11: Exterior Mold - Back and Side Panels - Continued: Appendix ADocument10 pagesStep 11: Exterior Mold - Back and Side Panels - Continued: Appendix Aalang_businessPas encore d'évaluation
- Biosand Filter CAWST Part7Document10 pagesBiosand Filter CAWST Part7alang_businessPas encore d'évaluation
- Appendix G: Filter Construction ChecklistDocument10 pagesAppendix G: Filter Construction Checklistalang_businessPas encore d'évaluation
- Interior Side Pieces, Bottom (4 Pieces) : Step 2: Layout and Cut 6.4 MM ( ") Steel PlateDocument10 pagesInterior Side Pieces, Bottom (4 Pieces) : Step 2: Layout and Cut 6.4 MM ( ") Steel Platealang_businessPas encore d'évaluation
- Appendix O: Sand Sieve AnalysisDocument4 pagesAppendix O: Sand Sieve Analysisalang_businessPas encore d'évaluation
- Biosand Filter CAWST Part3 PDFDocument10 pagesBiosand Filter CAWST Part3 PDFalang_businessPas encore d'évaluation
- Bio-Sand Filter Construction Guidelines Page 9 of 10Document2 pagesBio-Sand Filter Construction Guidelines Page 9 of 10alang_businessPas encore d'évaluation
- Biosand Filter Manual: Design, Construction, Installation, Operation and MaintenanceDocument10 pagesBiosand Filter Manual: Design, Construction, Installation, Operation and Maintenancealang_businessPas encore d'évaluation
- Place The Media: Appendix FDocument10 pagesPlace The Media: Appendix Falang_businessPas encore d'évaluation
- Step 2 - Greasing and Assembling The Mould:: Bio-Sand Filter Construction Guidelines Page 5 of 10Document4 pagesStep 2 - Greasing and Assembling The Mould:: Bio-Sand Filter Construction Guidelines Page 5 of 10alang_businessPas encore d'évaluation
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarDocument20 pagesBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydPas encore d'évaluation
- Design Procedures of Improved HafirsDocument8 pagesDesign Procedures of Improved Hafirsalang_businessPas encore d'évaluation
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarDocument20 pagesBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydPas encore d'évaluation
- Bio-Sand Filtration Filter Casting Instructions: United Kingdom MadagascarDocument4 pagesBio-Sand Filtration Filter Casting Instructions: United Kingdom Madagascaralang_businessPas encore d'évaluation
- Construction Guidelines, Also Available On: Additional InformationDocument10 pagesConstruction Guidelines, Also Available On: Additional Informationalang_businessPas encore d'évaluation
- Construction Guidelines, Also Available On: Additional InformationDocument10 pagesConstruction Guidelines, Also Available On: Additional Informationalang_businessPas encore d'évaluation
- Technical Guidelines For The Construction and Management of Improved HafirsDocument8 pagesTechnical Guidelines For The Construction and Management of Improved Hafirsalang_businessPas encore d'évaluation
- Pipe Production CatalogueDocument35 pagesPipe Production CatalogueAlp ÖzleyenPas encore d'évaluation
- Specification Super High Tension Bolt PDFDocument10 pagesSpecification Super High Tension Bolt PDFPendeta MudaPas encore d'évaluation
- Astm D2467 (2001)Document8 pagesAstm D2467 (2001)moustafaPas encore d'évaluation
- Acme Screws Nuts CatalogDocument18 pagesAcme Screws Nuts CatalogparantapkayalPas encore d'évaluation
- F20/F30 Ferra Series Hydraulic Pumps: Concentric ABDocument44 pagesF20/F30 Ferra Series Hydraulic Pumps: Concentric ABhoiPas encore d'évaluation
- Boiler Attendant PDFDocument41 pagesBoiler Attendant PDFShambhu MehtaPas encore d'évaluation
- Xtreme Lowers: Instructions - Parts ListDocument36 pagesXtreme Lowers: Instructions - Parts ListDavid Fernando Quiñones MedinaPas encore d'évaluation
- Wood Screws BoltsDocument29 pagesWood Screws Boltstristan1551Pas encore d'évaluation
- EAD-330008-05-0601-Anchor ChannelDocument116 pagesEAD-330008-05-0601-Anchor ChannelLe site de thierry thierryPas encore d'évaluation
- TDS 011 Metric Products PDFDocument2 pagesTDS 011 Metric Products PDFmuathPas encore d'évaluation
- Maj IA202 MODULE MidtermDocument54 pagesMaj IA202 MODULE Midtermbalanemaryjoy4Pas encore d'évaluation
- Southbend Lathe NewDocument132 pagesSouthbend Lathe NewbackyardcncPas encore d'évaluation
- Iso 9974-2 - Metric - Stud Ends With Elastomeric Sealing (Type E)Document14 pagesIso 9974-2 - Metric - Stud Ends With Elastomeric Sealing (Type E)Gowtham KbPas encore d'évaluation
- Differential Pressure Valve: Model 4143ADocument7 pagesDifferential Pressure Valve: Model 4143Ashahrol effendy rodziPas encore d'évaluation
- Metalwork Notes NEWDocument49 pagesMetalwork Notes NEWJudePas encore d'évaluation
- Bypass and Drain Connections: MSS SP-454998Document12 pagesBypass and Drain Connections: MSS SP-454998Kaan TekinturhanPas encore d'évaluation
- Use With 787TC, 797TC Hoses. Visual Index: Catalog 4400 USDocument20 pagesUse With 787TC, 797TC Hoses. Visual Index: Catalog 4400 USPartsGopher.comPas encore d'évaluation
- Valvula GasDocument16 pagesValvula Gasmichael jossef prada burgosPas encore d'évaluation
- Cotco - 1 PDFDocument2 pagesCotco - 1 PDFAung ZinPas encore d'évaluation
- CLS M4 2 Self ClinchingNuts TypesS SS CLS CLSS SP MetricDocument2 pagesCLS M4 2 Self ClinchingNuts TypesS SS CLS CLSS SP MetricAdriana AddaPas encore d'évaluation