Vous aimerez peut-être aussi
- Mikuni VM Roundslide Parts DiagramDocument19 pagesMikuni VM Roundslide Parts DiagramTamil Selvan100% (2)
- Cost Index For ManufacturingDocument6 pagesCost Index For ManufacturingSari OctavianiPas encore d'évaluation
- Toyota Jat-710 Air-jet Reed Profile DetailsDocument1 pageToyota Jat-710 Air-jet Reed Profile DetailsdineshkeswaniPas encore d'évaluation
- Chapter 3 - Secondary Motions of Weaving PDFDocument26 pagesChapter 3 - Secondary Motions of Weaving PDFHugo Eduardo Ipiales MesaPas encore d'évaluation
- Winding Defects PDFDocument279 pagesWinding Defects PDFsonuPas encore d'évaluation
- Electrical Machines and Power-Electronic Systems For High-Power Wind Energy Generation ApplicationsDocument38 pagesElectrical Machines and Power-Electronic Systems For High-Power Wind Energy Generation ApplicationsmmrPas encore d'évaluation
- Winder UnwinderDocument34 pagesWinder UnwinderAbhishek SharmaPas encore d'évaluation
- Lap Former Machine - Features of Lap Former Machine - Textile LearnerDocument1 pageLap Former Machine - Features of Lap Former Machine - Textile LearnerTanmay JagetiaPas encore d'évaluation
- Short Staple Spinning DrawframeDocument61 pagesShort Staple Spinning DrawframeBharani MurugesanPas encore d'évaluation
- Notes For Centre Wind Drive Applications: Speed or Torque ControlDocument10 pagesNotes For Centre Wind Drive Applications: Speed or Torque ControlmeledathPas encore d'évaluation
- Modern Developments in Spinning and Weaving MachineryDocument20 pagesModern Developments in Spinning and Weaving MachinerysuganPas encore d'évaluation
- Alternator Pitch Harmonic EffectsDocument3 pagesAlternator Pitch Harmonic Effectsengkos koswaraPas encore d'évaluation
- Ring Spinning Vs All Technologies Part 2Document29 pagesRing Spinning Vs All Technologies Part 2SOhaib KazmePas encore d'évaluation
- Yarn Numbering System Yarn Count Direct Count System Indirect Count SystemDocument3 pagesYarn Numbering System Yarn Count Direct Count System Indirect Count SystemTanmay JagetiaPas encore d'évaluation
- The Geometry of the Warp Shed: Understanding Shed Formation and MotionDocument7 pagesThe Geometry of the Warp Shed: Understanding Shed Formation and MotionSagar TimanePas encore d'évaluation
- Spin Plan - Synthetic YarnDocument1 pageSpin Plan - Synthetic Yarnardhendu1Pas encore d'évaluation
- Energy Study of A/C (Old Plant)Document2 pagesEnergy Study of A/C (Old Plant)Viplove SinghPas encore d'évaluation
- Blow Room Lab 1Document9 pagesBlow Room Lab 1Partho Kumar Roy100% (1)
- Yarn Preparation For Weaving IDocument18 pagesYarn Preparation For Weaving IKathirrveluSubramainan0% (1)
- Yarn Manufacture - Set of 2 VolsDocument2 pagesYarn Manufacture - Set of 2 VolsAnonymous Pt7NHkat9Pas encore d'évaluation
- Electronic Let Off MotionDocument3 pagesElectronic Let Off MotionWaqar Baloch100% (2)
- Warping - Objects of Warping - Importance of Warping in Weaving - Textile LearneDocument4 pagesWarping - Objects of Warping - Importance of Warping in Weaving - Textile LearneGOWTHAM CHANDRUPas encore d'évaluation
- Double-Head Autoleveler Draw Frame RSB-D 26Document28 pagesDouble-Head Autoleveler Draw Frame RSB-D 26Mubashar ilyas0% (1)
- Example Configuring A Database Connection With VBSDocument2 pagesExample Configuring A Database Connection With VBSRaviPas encore d'évaluation
- PIW CollectionDocument209 pagesPIW Collectionavandetq15100% (1)
- Uster Technologies Regularly Publishes Standards Such As USTERDocument12 pagesUster Technologies Regularly Publishes Standards Such As USTERHeba AlaaPas encore d'évaluation
- Ring Frame Inverter DriveDocument11 pagesRing Frame Inverter Driveakshay Singh100% (2)
- 2.5 Pirn WindersDocument5 pages2.5 Pirn WindersCraig MartinPas encore d'évaluation
- Revised List of Mechanics of Fibrous Structures (TET) 2k19Document35 pagesRevised List of Mechanics of Fibrous Structures (TET) 2k19RAZA Khn100% (1)
- U Z HL400 HairinessDocument16 pagesU Z HL400 HairinessarunmythreyeePas encore d'évaluation
- Study On High Precision Winding of Toroidal Coil and AutomationDocument5 pagesStudy On High Precision Winding of Toroidal Coil and AutomationJaswant Kumar ChaudharyPas encore d'évaluation
- Uster Quantum ClearerDocument27 pagesUster Quantum ClearerMd. Humayun KabirPas encore d'évaluation
- Product Guide: Teraspin Spindle Bearing Units and Complete SpindlesDocument6 pagesProduct Guide: Teraspin Spindle Bearing Units and Complete SpindlesNeelakandan DPas encore d'évaluation
- Rotor SpinningDocument4 pagesRotor SpinningJasmeet SinghPas encore d'évaluation
- Introduction to Spinning Drawframe MachineDocument23 pagesIntroduction to Spinning Drawframe MachineMujahid MehdiPas encore d'évaluation
- ANALYZING YARN IRREGULARITY AND IMPERFECTIONSDocument4 pagesANALYZING YARN IRREGULARITY AND IMPERFECTIONSSabeen JahanzebPas encore d'évaluation
- Uster Statistics-50s CBD Compact ConeDocument6 pagesUster Statistics-50s CBD Compact Coneselvapdm100% (1)
- Compact Yarn: S.M. Farhana Iqbal Associate Prof. ButexDocument22 pagesCompact Yarn: S.M. Farhana Iqbal Associate Prof. ButexSadia TabassumPas encore d'évaluation
- Electromagnetic Force WeavingDocument4 pagesElectromagnetic Force WeavingYogesh BalarPas encore d'évaluation
- Yarn Count (Yarn Numbaring System)Document3 pagesYarn Count (Yarn Numbaring System)Mohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Shedding Mechanism of Sulzer Projectile Loom HP7300: Advance Yarn Fabric ManufacturingDocument7 pagesShedding Mechanism of Sulzer Projectile Loom HP7300: Advance Yarn Fabric ManufacturingFarah SaadPas encore d'évaluation
- Yarn Winding MethodsDocument6 pagesYarn Winding MethodsCNJSWAMIPas encore d'évaluation
- Effect of Licker in SpeedDocument4 pagesEffect of Licker in SpeedMagdi Aboul MagdPas encore d'évaluation
- Chapter 8 Explains Yarn Quality and End Breakage ControlDocument22 pagesChapter 8 Explains Yarn Quality and End Breakage ControlJigneshSaradava100% (1)
- Spinning Maths-1Document12 pagesSpinning Maths-1tsukuyomi03Pas encore d'évaluation
- Rapierloom 161225095053 PDFDocument26 pagesRapierloom 161225095053 PDFAnonymous zycCPVvWj100% (1)
- Characteristics of BJTs and MOSFETs (39Document10 pagesCharacteristics of BJTs and MOSFETs (39Umar AkhtarPas encore d'évaluation
- Automatic Noodle Making Machine: Machine Size: 35x45x50cmDocument3 pagesAutomatic Noodle Making Machine: Machine Size: 35x45x50cmLong TranPas encore d'évaluation
- ACE - Brochure Coil WindingDocument6 pagesACE - Brochure Coil WindingSikasep TeaPas encore d'évaluation
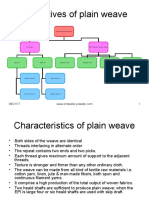
- Plain WeaveDocument8 pagesPlain Weaveghosh7171Pas encore d'évaluation
- Reduce Drum Pitch, Yarn Tension and Cradle LoadDocument16 pagesReduce Drum Pitch, Yarn Tension and Cradle LoadJigneshSaradavaPas encore d'évaluation
- Cardingmachine 140324082245 Phpapp01Document33 pagesCardingmachine 140324082245 Phpapp01SantoshPas encore d'évaluation
- Manufacturing of Needle Punched NonwovenDocument14 pagesManufacturing of Needle Punched NonwovenKareena KallaPas encore d'évaluation
- Jute Presentation (2003 Format)Document20 pagesJute Presentation (2003 Format)Shuvashish ChakmaPas encore d'évaluation
- 5-6 Winding Part 2Document28 pages5-6 Winding Part 2Md. Towfiq ImrozPas encore d'évaluation
- Fibrograph Method PDFDocument4 pagesFibrograph Method PDFMd Amir HossainPas encore d'évaluation
- IndustrialmotorscatalogueDocument86 pagesIndustrialmotorscataloguenavneetPas encore d'évaluation
- Textile - IJTFT - Package Building With PreciFX - Pragnya S.kanadeDocument8 pagesTextile - IJTFT - Package Building With PreciFX - Pragnya S.kanadeTJPRC PublicationsPas encore d'évaluation
- Yarn PDFDocument7 pagesYarn PDFRakhsh KhorvashPas encore d'évaluation
- Experimental study of pitching blade effect with PIVDocument10 pagesExperimental study of pitching blade effect with PIVبلال بن عميرهPas encore d'évaluation
- Drafting Systems Product Brochure ENDocument28 pagesDrafting Systems Product Brochure ENTamil SelvanPas encore d'évaluation
- Manage machine shop maintenance with CBMDocument14 pagesManage machine shop maintenance with CBMTamil SelvanPas encore d'évaluation
- PressFitPressureCalculator-English UnitsDocument5 pagesPressFitPressureCalculator-English UnitsTamil SelvanPas encore d'évaluation
- ExtDocument1 pageExtTamil SelvanPas encore d'évaluation
- Angle Grinding ModelDocument1 pageAngle Grinding ModelTamil SelvanPas encore d'évaluation
- UsimDocument17 pagesUsimTamil SelvanPas encore d'évaluation
- AUEligibilityDocument22 pagesAUEligibilitySadagopan RajaPas encore d'évaluation
- A BEGINNER'S GUIDE TO SELLING ON AMAZON.INDocument17 pagesA BEGINNER'S GUIDE TO SELLING ON AMAZON.INSanthoshini BhaskaranPas encore d'évaluation
- Cut-Offs and The Measurement of Surface Roughness PDFDocument8 pagesCut-Offs and The Measurement of Surface Roughness PDFLOGANATHAN VPas encore d'évaluation
- Home Modl R BroachDocument9 pagesHome Modl R BroachTamil SelvanPas encore d'évaluation
- A Freecad ManualDocument181 pagesA Freecad ManualCleber_Rocha_Santos88% (8)
- How Calculate The Press Fit ForceDocument3 pagesHow Calculate The Press Fit ForceAuloma Holding Industrial AutomationPas encore d'évaluation
- 2012 August EatonCare LEAN SolutionsDocument57 pages2012 August EatonCare LEAN SolutionsTamil SelvanPas encore d'évaluation
- Carborundum Advice On How To Sharpen Wood-Working ToolsDocument40 pagesCarborundum Advice On How To Sharpen Wood-Working ToolsTamil SelvanPas encore d'évaluation
- Non WovenDocument3 pagesNon WovenTamil SelvanPas encore d'évaluation
- Mountainboard Stumdent WB 2011 ENGDocument550 pagesMountainboard Stumdent WB 2011 ENGyoung4912Pas encore d'évaluation
- Wheels and DiscsDocument2 pagesWheels and DiscsTamil SelvanPas encore d'évaluation
- ENGDocument28 pagesENGTamil Selvan100% (1)
- AlgorithmsNotesForProfessionals PDFDocument257 pagesAlgorithmsNotesForProfessionals PDFqwer plmPas encore d'évaluation
- GSG Compacttechnical09Document267 pagesGSG Compacttechnical09Tamil SelvanPas encore d'évaluation
- User Manual, Tesa BPX Twin-Station en de FRDocument1 pageUser Manual, Tesa BPX Twin-Station en de FRTamil SelvanPas encore d'évaluation
- Measurement: Path To PreciseDocument12 pagesMeasurement: Path To PreciseTamil SelvanPas encore d'évaluation
- Chastotnii Preobrazovatel Sunfar E300 Manual enDocument42 pagesChastotnii Preobrazovatel Sunfar E300 Manual enPhan Giang ChâuPas encore d'évaluation
- Arthritis Booklet Vol 1 PDFDocument29 pagesArthritis Booklet Vol 1 PDFTamil SelvanPas encore d'évaluation
- Knife Gate Valve: Product DescriptionDocument2 pagesKnife Gate Valve: Product DescriptionTamil SelvanPas encore d'évaluation
- Catalog ProbeDocument76 pagesCatalog ProbeTamil SelvanPas encore d'évaluation
- Hydralic Noise PDFDocument16 pagesHydralic Noise PDFTamil SelvanPas encore d'évaluation
- Chastotnii Preobrazovatel Sunfar E300 Manual enDocument17 pagesChastotnii Preobrazovatel Sunfar E300 Manual enTamil SelvanPas encore d'évaluation
- Carborundum Advice On How To Sharpen Wood-Working ToolsDocument40 pagesCarborundum Advice On How To Sharpen Wood-Working ToolsTamil SelvanPas encore d'évaluation
- APC Battery Management SystemDocument2 pagesAPC Battery Management SystemGuha ArnabPas encore d'évaluation
- 天准科技-硅片检测分选机技术协议Document16 pages天准科技-硅片检测分选机技术协议自动化工程师DIYPas encore d'évaluation
- Motor Circuit, Controllers Based PEC 1 2000, Annual ConventionDocument105 pagesMotor Circuit, Controllers Based PEC 1 2000, Annual Conventionapi-376901488% (8)
- The Von Neumann ArchitectureDocument27 pagesThe Von Neumann ArchitectureArun SharmaPas encore d'évaluation
- 3GPP Lte OtdoaDocument104 pages3GPP Lte OtdoaJuanann_88Pas encore d'évaluation
- Midac Li-Ion BatteriesDocument8 pagesMidac Li-Ion Batteriescrash2804Pas encore d'évaluation
- Product Cataloge PDFDocument20 pagesProduct Cataloge PDFUmair MughalPas encore d'évaluation
- Service Manual: HXC-158 - HXC-258 - HXC-358 HXC-608 - HXC-608A - HYC-610Document49 pagesService Manual: HXC-158 - HXC-258 - HXC-358 HXC-608 - HXC-608A - HYC-610Zavaronta MarzaPas encore d'évaluation
- Elektron C6 Users Manual 0Document6 pagesElektron C6 Users Manual 0jeanjean33Pas encore d'évaluation
- Speed Control of Three Phase Induction MotorDocument28 pagesSpeed Control of Three Phase Induction MotorRajeev Valunjkar100% (1)
- Vn-541pc Basic Manual MultiDocument136 pagesVn-541pc Basic Manual MultiRD MediaPas encore d'évaluation
- Description Features: Ltc4100 Smart Battery Charger ControllerDocument30 pagesDescription Features: Ltc4100 Smart Battery Charger ControllerAlexander VargasPas encore d'évaluation
- zx80 81 RefcardDocument8 pageszx80 81 RefcardbrooknetPas encore d'évaluation
- KX TC1468LBBDocument64 pagesKX TC1468LBBapi-3702225Pas encore d'évaluation
- Safety and Regulatory Booklet - : © 2020 Sony CorporationDocument32 pagesSafety and Regulatory Booklet - : © 2020 Sony CorporationAbraham LunaPas encore d'évaluation
- Signal InjectorDocument7 pagesSignal Injectornoor3250Pas encore d'évaluation
- Partial Discharge Measurement Coupling MethodsDocument2 pagesPartial Discharge Measurement Coupling MethodskashifPas encore d'évaluation
- Kinetic 5700 Driver ConnectorsDocument144 pagesKinetic 5700 Driver ConnectorsSamuel OliveiraPas encore d'évaluation
- Philips 70fc930 Cassette Deck Service Manual (Indexed)Document55 pagesPhilips 70fc930 Cassette Deck Service Manual (Indexed)Ugo RampazzoPas encore d'évaluation
- User Manual: Tracer-AN SeriesDocument44 pagesUser Manual: Tracer-AN SeriesSarah WoodPas encore d'évaluation
- Wireless Power Transmission Circuit and Its WorkingDocument12 pagesWireless Power Transmission Circuit and Its Workingfiledownload643Pas encore d'évaluation
- Multi-function electrical safety testerDocument4 pagesMulti-function electrical safety testerLaura Daniela GavrilasPas encore d'évaluation
- NMEA 2000 Network Fundamentals: Garmin NMEA 2000 Devices and ComponentsDocument12 pagesNMEA 2000 Network Fundamentals: Garmin NMEA 2000 Devices and ComponentsPhuocTranThienPas encore d'évaluation
- CyberClause 2915 2800Document2 pagesCyberClause 2915 2800RizwanPas encore d'évaluation
- Electric Circuit Armature Windings PDFDocument43 pagesElectric Circuit Armature Windings PDFravineel00975% (8)
- Kendall ECG Electrodes Product Data Sheet: Arbo H124SG Ref. Code: 31.1245.21Document2 pagesKendall ECG Electrodes Product Data Sheet: Arbo H124SG Ref. Code: 31.1245.21maria jose rodriguez lopezPas encore d'évaluation
- Solutions C5Document54 pagesSolutions C5Alam Castillo Herrera100% (8)
- 4730 0013 04bDocument966 pages4730 0013 04bDoron ForshtatPas encore d'évaluation
- RAYTHEON ST60 WIND SpeedDocument53 pagesRAYTHEON ST60 WIND SpeedJay SanchaniyaPas encore d'évaluation
- Parameter Editor Manual V1.1Document10 pagesParameter Editor Manual V1.1MAQUINAX7Pas encore d'évaluation