Vous aimerez peut-être aussi
- Tratamientos con ácidos y regulación de pH en frutas y hortalizasDocument17 pagesTratamientos con ácidos y regulación de pH en frutas y hortalizasAmelia Abreu CepínPas encore d'évaluation
- MarinarDocument3 pagesMarinarWilliam Vargas CastroPas encore d'évaluation
- Mortadela pollo ingredientes aditivosDocument3 pagesMortadela pollo ingredientes aditivosAroldo Vega Urriola100% (1)
- Características Físicas de La CarneDocument4 pagesCaracterísticas Físicas de La CarneCel Seb33% (6)
- NTC 1288 Tomates Enteros en ConservaDocument8 pagesNTC 1288 Tomates Enteros en Conservamarvel_11068760Pas encore d'évaluation
- 06 ChorizoDocument5 pages06 ChorizoCassie BooPas encore d'évaluation
- Mapa Mental CarneDocument2 pagesMapa Mental Carnelisbeth yajaira guerrero mestanza0% (1)
- Analisis Bromatologico de Carne de Hamburguesa IndustrialDocument21 pagesAnalisis Bromatologico de Carne de Hamburguesa IndustrialEdwardGuevaraOrtizPas encore d'évaluation
- CURADODocument21 pagesCURADOValeria100% (1)
- Conserva de Piña LaboratorioDocument22 pagesConserva de Piña Laboratorioeyner yuliño diaz marrufoPas encore d'évaluation
- Transporte Inadecuado de La LecheDocument5 pagesTransporte Inadecuado de La LecheLina Mar ArgelPas encore d'évaluation
- Caracterizacion Sensorial de La GenovaDocument9 pagesCaracterizacion Sensorial de La Genovamaghdiel portillaPas encore d'évaluation
- Método de conservación por curadoDocument16 pagesMétodo de conservación por curadofaxomosPas encore d'évaluation
- Practica #2Document12 pagesPractica #2IVÁNPas encore d'évaluation
- Mora InenDocument10 pagesMora InenEvelyn SimbañaPas encore d'évaluation
- Diseño de Planta de Productos CarnicosDocument26 pagesDiseño de Planta de Productos CarnicosCarla Poso Contreras100% (3)
- Ficha técnica harina trigo fortificadaDocument1 pageFicha técnica harina trigo fortificadaAlvaro J. Cuadrado50% (2)
- Aplicación de Buenas Prácticas de Manufactura Borda CristinaDocument16 pagesAplicación de Buenas Prácticas de Manufactura Borda Cristinacristina bordaPas encore d'évaluation
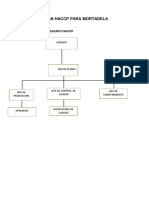
- Plan Haccp para Mortadela: I. Organigrama Y Equipo HaccpDocument9 pagesPlan Haccp para Mortadela: I. Organigrama Y Equipo HaccpSergio Jubert Chicalla FloresPas encore d'évaluation
- Clase 8. QUESOS. COAGULACIÓN DE LA LECHE941Document35 pagesClase 8. QUESOS. COAGULACIÓN DE LA LECHE941DANIELA GONZALEZ RESTREPOPas encore d'évaluation
- Analisis de Riesgos y Puntos Criticos de ControlDocument4 pagesAnalisis de Riesgos y Puntos Criticos de ControlChelito MacíasPas encore d'évaluation
- Taller 1 Aditivos Alimentarios ChorizosDocument10 pagesTaller 1 Aditivos Alimentarios ChorizosLINA KATHERINE VARGAS PEDRAZAPas encore d'évaluation
- Pollo inyectado guíaDocument3 pagesPollo inyectado guíaJazminZambranoBravoPas encore d'évaluation
- Informe Elaboracion Chorrizo PaisaDocument5 pagesInforme Elaboracion Chorrizo PaisaSantiago Espejo100% (1)
- Permeabilidad y ConductividadDocument12 pagesPermeabilidad y ConductividadAmarilisPattyPas encore d'évaluation
- Cuestionario Analisis de AlimentosDocument6 pagesCuestionario Analisis de AlimentosemanuelPas encore d'évaluation
- Equipos industriales de procesamiento y lavado de alimentosDocument5 pagesEquipos industriales de procesamiento y lavado de alimentospaula avellaneda100% (2)
- NMX F 377 1986Document7 pagesNMX F 377 1986crystal liraPas encore d'évaluation
- Informe Analisis Carne de CerdoDocument9 pagesInforme Analisis Carne de CerdoBAIRON ANDREY GALINDO TRIANAPas encore d'évaluation
- FSPCA Entree FSP SpanishDocument20 pagesFSPCA Entree FSP SpanishPablo SalumePas encore d'évaluation
- Cómputo aminoacídico de harinas y su mezclaDocument4 pagesCómputo aminoacídico de harinas y su mezclaKaren LemaPas encore d'évaluation
- Propiedades Fisicas de AlimentosDocument34 pagesPropiedades Fisicas de AlimentosElisvanParilloPas encore d'évaluation
- CargaBacterianaDocument36 pagesCargaBacterianaOswaldo MendozaPas encore d'évaluation
- Ubicacion y Emplazamiento de Los MataderosDocument5 pagesUbicacion y Emplazamiento de Los Mataderosdafne_ramírez_12100% (1)
- EMBUTIDOSDocument60 pagesEMBUTIDOSAnonymous xXdRuG8cmPas encore d'évaluation
- Calidad y PasteurizaciónDocument8 pagesCalidad y PasteurizaciónWendy Núñez BedollaPas encore d'évaluation
- Diferencias entre productos cárnicos cocidos y crudos frescosDocument3 pagesDiferencias entre productos cárnicos cocidos y crudos frescosJuan Diego Becerra Higuera100% (2)
- Objetivos Conclusiones Recomendaciones 1Document3 pagesObjetivos Conclusiones Recomendaciones 1Fernando ToapantaPas encore d'évaluation
- Analisis BromatologicoDocument7 pagesAnalisis Bromatologicoerick callenova mPas encore d'évaluation
- Extensores CarnicosDocument32 pagesExtensores CarnicosEnriqueCarlosPas encore d'évaluation
- Filtro para Leche Ref. 10124Document1 pageFiltro para Leche Ref. 10124Lizeth ForeroPas encore d'évaluation
- Alimentos AcidificadosDocument9 pagesAlimentos AcidificadosTu OsitoPas encore d'évaluation
- ADIME EjemploDocument2 pagesADIME EjemploEsteban FigueroaPas encore d'évaluation
- Práctica 6 Areas de Sala de CataDocument3 pagesPráctica 6 Areas de Sala de CataJoao Jacho100% (2)
- Cecinas PDFDocument3 pagesCecinas PDFDeisy0% (1)
- Ficha Tecnica CutterDocument3 pagesFicha Tecnica CutterLAURA MARIA TORRES ORREGOPas encore d'évaluation
- Informe Salchicha ChorizoDocument18 pagesInforme Salchicha ChorizoChristian LinaresPas encore d'évaluation
- Informe Final de Pescados y MariscosDocument28 pagesInforme Final de Pescados y MariscosNataly Espinoza Salcedo80% (5)
- Valor Productos Carnicos TecnasDocument4 pagesValor Productos Carnicos TecnasKARLA IVÁNNA PALACIO MAHECHAPas encore d'évaluation
- Métodos de conservación en carnes y productos cárnicosDocument19 pagesMétodos de conservación en carnes y productos cárnicosLuis Alberto Astuhuaman PardavePas encore d'évaluation
- Ficha Tecnica SalDocument10 pagesFicha Tecnica SalCarlos TorresPas encore d'évaluation
- Jamon YorkDocument6 pagesJamon YorkAlexito SoteloPas encore d'évaluation
- Equipos Empleados en La Pasteurización de Líquidos Sin EnvasarDocument2 pagesEquipos Empleados en La Pasteurización de Líquidos Sin EnvasarFernanda EstrellaPas encore d'évaluation
- Tocino y JamonesDocument74 pagesTocino y JamonesJorge Alvarado JPas encore d'évaluation
- Viscosidad Del YogurtDocument11 pagesViscosidad Del YogurtRaquel MorenoPas encore d'évaluation
- Alteraciones de La Leche y Productos LàcteosDocument10 pagesAlteraciones de La Leche y Productos LàcteosANA0% (1)
- Mapa Mental NTC 1325 Mafe...Document1 pageMapa Mental NTC 1325 Mafe...Juan Chacon50% (2)
- Taller EmpaquesDocument12 pagesTaller EmpaquesSoFi HidalgoPas encore d'évaluation
- Empaque y AlmacenamientoDocument19 pagesEmpaque y AlmacenamientoMafe GomezPas encore d'évaluation
- Envasado de La CarneDocument5 pagesEnvasado de La CarneYeison LopezPas encore d'évaluation
- General EsDocument14 pagesGeneral EsMariela Vinces CarrilloPas encore d'évaluation
- ProgramaSHS 60hDocument6 pagesProgramaSHS 60hFGPas encore d'évaluation
- Guía Prevención Riesgos Psicosociales en La HosteleríaDocument52 pagesGuía Prevención Riesgos Psicosociales en La HosteleríaFGPas encore d'évaluation
- Inocuidad de Los Alimentos HTTPDocument51 pagesInocuidad de Los Alimentos HTTPFGPas encore d'évaluation
- Cortes Basicos Cocina Hoteleria Turismo 1 PDFDocument20 pagesCortes Basicos Cocina Hoteleria Turismo 1 PDFFGPas encore d'évaluation
- 2006 Guia Sectorial Hosteleria PDFDocument64 pages2006 Guia Sectorial Hosteleria PDFmintaka130% (1)
- 2006 Guia Sectorial Hosteleria PDFDocument64 pages2006 Guia Sectorial Hosteleria PDFmintaka130% (1)
- Curso de Cocina MediterráneaDocument32 pagesCurso de Cocina MediterráneaFGPas encore d'évaluation
- General EsDocument4 pagesGeneral EsFGPas encore d'évaluation
- Historia del ron cubanoDocument6 pagesHistoria del ron cubanoFGPas encore d'évaluation
- Ejercicio de CategorizaciónDocument5 pagesEjercicio de CategorizaciónFGPas encore d'évaluation
- HACCPDocument25 pagesHACCPFGPas encore d'évaluation
- Las Notas Son Ríos Que Acarician La BahíaDocument1 pageLas Notas Son Ríos Que Acarician La BahíaFGPas encore d'évaluation
- Trabajo Final de MicroDocument14 pagesTrabajo Final de MicroFGPas encore d'évaluation
- Inocuidad de Los Alimentos HTTPDocument5 pagesInocuidad de Los Alimentos HTTPFGPas encore d'évaluation
- SimbiosisDocument3 pagesSimbiosisFGPas encore d'évaluation
- Cortes Basicos Cocina Hoteleria Turismo 1 PDFDocument20 pagesCortes Basicos Cocina Hoteleria Turismo 1 PDFFGPas encore d'évaluation
- Nutricion Clinica y DietetiDocument14 pagesNutricion Clinica y DietetiCalBal ZamPas encore d'évaluation
- COCINADocument1 pageCOCINAFGPas encore d'évaluation
- Dieta CetogenicaDocument12 pagesDieta CetogenicaFGPas encore d'évaluation
- Alertas Por Alergias AlimentariashttpDocument4 pagesAlertas Por Alergias AlimentariashttpFGPas encore d'évaluation
- 041212gerente de A y B PDFDocument15 pages041212gerente de A y B PDFFGPas encore d'évaluation
- FiguraDocument5 pagesFiguraFGPas encore d'évaluation
- Alergias e Intolerancias Alimentarias HTTPDocument2 pagesAlergias e Intolerancias Alimentarias HTTPFGPas encore d'évaluation
- Alergias e Intolerancias Alimentarias HTTPDocument5 pagesAlergias e Intolerancias Alimentarias HTTPFGPas encore d'évaluation
- Resumen F y HDocument15 pagesResumen F y HFGPas encore d'évaluation
- FiguraDocument1 pageFiguraFGPas encore d'évaluation
- Resumen TeóricoDocument44 pagesResumen TeóricoFGPas encore d'évaluation
- Resumen F y HDocument2 pagesResumen F y HFGPas encore d'évaluation
- Word TequilaDocument9 pagesWord TequilaFGPas encore d'évaluation
- Fundamento TeóricoDocument3 pagesFundamento TeóricoVictor ManuelPas encore d'évaluation
- Electrode PosicionDocument11 pagesElectrode PosicionMax Pereira RamirezPas encore d'évaluation
- Protectores SolaresDocument20 pagesProtectores SolaresSabrina Gonzalez100% (2)
- Articulo Tecnico Analisis Huella Carbono Planta Tratamiento Tipo Carrusel Tecnoaqua EsDocument6 pagesArticulo Tecnico Analisis Huella Carbono Planta Tratamiento Tipo Carrusel Tecnoaqua EsYuri Inca OrmacheaPas encore d'évaluation
- Taller EstequiometriaDocument3 pagesTaller EstequiometriaMaria BustamantePas encore d'évaluation
- Intelligent Touch Manager - ECPES15-302 - Catalogues - SpanishDocument16 pagesIntelligent Touch Manager - ECPES15-302 - Catalogues - SpanishRinette MarcanoPas encore d'évaluation
- Planeta X1Document2 pagesPlaneta X1Nef Bueno APas encore d'évaluation
- CalorimetriaDocument20 pagesCalorimetriaodalis mallqui riosPas encore d'évaluation
- Bombeo Solar e Inversores Fuera de RedDocument4 pagesBombeo Solar e Inversores Fuera de RedDiana NietoPas encore d'évaluation
- Practica N°03 Fluidos RealesDocument1 pagePractica N°03 Fluidos RealesLeidy HuamanPas encore d'évaluation
- Repuestos Caldera Roca RS 20-20 Version 00 PDFDocument6 pagesRepuestos Caldera Roca RS 20-20 Version 00 PDFemuno008Pas encore d'évaluation
- Correos ActualizadosDocument4 pagesCorreos ActualizadosGabriela BeltranPas encore d'évaluation
- Deformacion de Vigas Metodo de La Doble IntegracionDocument6 pagesDeformacion de Vigas Metodo de La Doble IntegracionraquePas encore d'évaluation
- Práctica 1 Introducción Al Laboratorio de Alta Tensión: Laboratorio de Técnicas de Las Altas Tensiones IDocument3 pagesPráctica 1 Introducción Al Laboratorio de Alta Tensión: Laboratorio de Técnicas de Las Altas Tensiones IMiguel Angel Gutierrez GonzalezPas encore d'évaluation
- Producción de 1-Bromobutano A Partir Del Alcohol N ButanolDocument6 pagesProducción de 1-Bromobutano A Partir Del Alcohol N ButanolSebastian Barbosa AvellanedaPas encore d'évaluation
- LABORATORIO No 2. Fuerzas Sobre Superficies Planas.Document18 pagesLABORATORIO No 2. Fuerzas Sobre Superficies Planas.YOHANIS LEONOR ESTRADA VIDAL (:-)Pas encore d'évaluation
- Informe Cubicacion de ProyectosDocument22 pagesInforme Cubicacion de Proyectosfernando pizarroPas encore d'évaluation
- Intervenir tableros eléctricosDocument8 pagesIntervenir tableros eléctricosMadelin FernandezPas encore d'évaluation
- Temas para La Exposición de Construcción de EdificacionesDocument2 pagesTemas para La Exposición de Construcción de EdificacionesJUANPas encore d'évaluation
- Ensayo de Hierro FundidoDocument8 pagesEnsayo de Hierro FundidoIlse SolisPas encore d'évaluation
- La Energía de ActivaciónDocument9 pagesLa Energía de ActivaciónAngely Adriana Chacon Blanco100% (2)
- Organizador GraficoDocument7 pagesOrganizador GraficokevinPas encore d'évaluation
- Alcohol BencilicoDocument18 pagesAlcohol BencilicoJefferson F. CastroPas encore d'évaluation
- Riesgos Laborales IDocument301 pagesRiesgos Laborales IJulieth JimenezPas encore d'évaluation
- Clave de Respuestas Trimestral Sexto Grado Bloque3 2018-2019Document18 pagesClave de Respuestas Trimestral Sexto Grado Bloque3 2018-2019Rrb Resber100% (1)
- Rectificación trifásica de onda completaDocument12 pagesRectificación trifásica de onda completaFredy AlarcnPas encore d'évaluation
- Work Studio 50A 50A ManualDocument4 pagesWork Studio 50A 50A ManualBodaPas encore d'évaluation
- Liebert Gxt3 Ups Quick Start Guide 5kva 6kva Rt208Document6 pagesLiebert Gxt3 Ups Quick Start Guide 5kva 6kva Rt208J-e ChucPas encore d'évaluation
- 7 1redesporsatliteDocument44 pages7 1redesporsatliteJosue Padilla100% (1)