Vous aimerez peut-être aussi
- Isobutane (R600A) DanfosDocument12 pagesIsobutane (R600A) Danfosjob_openings4094Pas encore d'évaluation
- R744 and R290Document7 pagesR744 and R290SURAJ NAGPas encore d'évaluation
- Structure Maintainer, Group H (Air Conditioning & Heating): Passbooks Study GuideD'EverandStructure Maintainer, Group H (Air Conditioning & Heating): Passbooks Study GuidePas encore d'évaluation
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AD'EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&APas encore d'évaluation
- Principal Stationary Engineer: Passbooks Study GuideD'EverandPrincipal Stationary Engineer: Passbooks Study GuidePas encore d'évaluation
- Progress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963D'EverandProgress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963Pas encore d'évaluation
- Stationary Engineer I: Passbooks Study GuideD'EverandStationary Engineer I: Passbooks Study GuidePas encore d'évaluation
- Hydrocarbon Refrigerants GuidelinesDocument36 pagesHydrocarbon Refrigerants GuidelinesbarelihbPas encore d'évaluation
- Stationary Engineer II: Passbooks Study GuideD'EverandStationary Engineer II: Passbooks Study GuidePas encore d'évaluation
- Copeland General Product Guide 2019 PDFDocument318 pagesCopeland General Product Guide 2019 PDFMohamad FazliPas encore d'évaluation
- ACCA 6 QR HVAC System Cleanliness RA 2021Document28 pagesACCA 6 QR HVAC System Cleanliness RA 2021ridPas encore d'évaluation
- Sprezarka Embraco Aspera NJ9238GK Karta-Produktu PDFDocument3 pagesSprezarka Embraco Aspera NJ9238GK Karta-Produktu PDFsergirojasPas encore d'évaluation
- Mini Split de 18000 y 24000 PDFDocument63 pagesMini Split de 18000 y 24000 PDFISMAEL ENRIQUE VALENCIA JURADOPas encore d'évaluation
- Compresores CoperlandDocument311 pagesCompresores Coperlandjesus medina100% (2)
- Principles of Refrigeration: MAE 554 Professor H. Ezzat Khalifa Syracuse UniversityDocument47 pagesPrinciples of Refrigeration: MAE 554 Professor H. Ezzat Khalifa Syracuse UniversitySamar Singhal100% (1)
- Parts Coalescer 01Document2 pagesParts Coalescer 01Ranjit PaulPas encore d'évaluation
- Tecumseh Guidelines For Utilization of R134aDocument7 pagesTecumseh Guidelines For Utilization of R134aAnibal RiosPas encore d'évaluation
- 1.0 Chiller UnitDocument12 pages1.0 Chiller UnitfebousPas encore d'évaluation
- Ammonia or R22?: A Design ApproachDocument26 pagesAmmonia or R22?: A Design ApproachSail Vessel J&K Kat100% (1)
- Compressor ProgrammeDocument52 pagesCompressor ProgrammePeter PerezPas encore d'évaluation
- HVAC Fundamental System Design Calculations & System ArchitectureDocument201 pagesHVAC Fundamental System Design Calculations & System ArchitectureAbi PascuaPas encore d'évaluation
- Floor Standing (60Hz, R22)Document102 pagesFloor Standing (60Hz, R22)jose antonioPas encore d'évaluation
- Elite Software - RhvacDocument12 pagesElite Software - Rhvacsyedkaleem55Pas encore d'évaluation
- Refrigeration Cycle SimulationDocument14 pagesRefrigeration Cycle SimulationEduPas encore d'évaluation
- Demand Cooling Copeland 2018Document18 pagesDemand Cooling Copeland 2018Νικόλας ΧιονάςPas encore d'évaluation
- Chromalox - Process Heater Systems PresentationDocument30 pagesChromalox - Process Heater Systems PresentationNicolae Visan100% (1)
- DTRT CatalogDocument2 pagesDTRT Catalogaire caribePas encore d'évaluation
- Hanbook EmbracoDocument98 pagesHanbook EmbracoZETAQ2010Pas encore d'évaluation
- SuperFan Whole House FanDocument3 pagesSuperFan Whole House FanOrganic MechanicPas encore d'évaluation
- RDB ManualDocument160 pagesRDB ManualgamunozdPas encore d'évaluation
- Water Cooled ChillerDocument106 pagesWater Cooled ChillerErwin100% (4)
- Ammonia Compressor Spec. V1.1Document6 pagesAmmonia Compressor Spec. V1.1Daniel FernándezPas encore d'évaluation
- B&G Cooling Tower Pumping and Piping TEH-1209 PDFDocument40 pagesB&G Cooling Tower Pumping and Piping TEH-1209 PDFChowKC03Pas encore d'évaluation
- U.S.A Semi-CompressorDocument202 pagesU.S.A Semi-CompressorMechanical PowerPas encore d'évaluation
- Ref Pipe Sizing Ver 02 21 11Document12 pagesRef Pipe Sizing Ver 02 21 11Ahmef100% (1)
- World Guide To: Low-Charge AmmoniaDocument28 pagesWorld Guide To: Low-Charge AmmoniaCarlos Bravo100% (1)
- HVAC ChillerDocument44 pagesHVAC ChilleratereñonePas encore d'évaluation
- Bristol H2234643DBLADocument10 pagesBristol H2234643DBLAvickersPas encore d'évaluation
- Elitesoft-Bill Smith - CLTD Vs TFM Vs RtsDocument8 pagesElitesoft-Bill Smith - CLTD Vs TFM Vs RtstzisisPas encore d'évaluation
- The World: A Brief Introduction To CO Refrigeration PossibilitiesDocument21 pagesThe World: A Brief Introduction To CO Refrigeration PossibilitiesCarlos YzaguirrePas encore d'évaluation
- Bristol ScrollDocument12 pagesBristol ScrollvickersPas encore d'évaluation
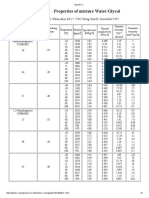
- Table 8 3 1 Properties of Mixture Water/Glycol: Extract From Vdi Warmeatlas DD 17 Vdi Verlag GMBH, Dusseldorf 1991Document2 pagesTable 8 3 1 Properties of Mixture Water/Glycol: Extract From Vdi Warmeatlas DD 17 Vdi Verlag GMBH, Dusseldorf 1991Santiago MolinaPas encore d'évaluation
- NGL1 V1 Sec 7Document203 pagesNGL1 V1 Sec 7varatharajan g rPas encore d'évaluation
- Chvac Software HVAC Load Calculation TutorialDocument47 pagesChvac Software HVAC Load Calculation TutorialYesika Gamarra100% (1)
- Performance Optimization of Low-Temperature Power Generation by Supercritical ORCs Using Low GWP Working FluidsDocument14 pagesPerformance Optimization of Low-Temperature Power Generation by Supercritical ORCs Using Low GWP Working Fluidsmonsterh5Pas encore d'évaluation
- 070.610-Iom Rwfii 2017-04 PDFDocument72 pages070.610-Iom Rwfii 2017-04 PDFyoye1968100% (1)
- Natural Gas PipelinesDocument14 pagesNatural Gas Pipelineskrishna106738Pas encore d'évaluation
- Mini Mate de 1 A 1.5 TR Sl-10530Document72 pagesMini Mate de 1 A 1.5 TR Sl-10530juanmanuel2020100% (1)
- Hvacr: Wholesale CatalogDocument104 pagesHvacr: Wholesale CatalognazeefPas encore d'évaluation
- 1998 Standard For Refrigerant Recovery/ Recycling EquipmentDocument21 pages1998 Standard For Refrigerant Recovery/ Recycling EquipmentMarcio NunesPas encore d'évaluation
- The Pressure - Enthalpy ChartDocument12 pagesThe Pressure - Enthalpy ChartJohnMerrPas encore d'évaluation
- Trane-Comprehensive Chiller & Heater SystemDocument53 pagesTrane-Comprehensive Chiller & Heater SystemHiei ArshavinPas encore d'évaluation
- Psychrometry: Squire Mech Pte LTD - Internal TrainingDocument29 pagesPsychrometry: Squire Mech Pte LTD - Internal Trainingnicky1213aPas encore d'évaluation
- Industrial Refrigeration and Cooling Guide PDFDocument76 pagesIndustrial Refrigeration and Cooling Guide PDFNezlyn D'SouzaPas encore d'évaluation
- Frick Screw CatalogDocument4 pagesFrick Screw Catalogantonette sanjosePas encore d'évaluation
- Mikasa MT 75HSDocument50 pagesMikasa MT 75HSfersigalPas encore d'évaluation
- Diagramas de MollierDocument157 pagesDiagramas de MollierJavier_Ild100% (1)
- Application r290 11-2000 cn60f102Document12 pagesApplication r290 11-2000 cn60f102Giorgio OlianasPas encore d'évaluation
- Practical Application of Refrigerant R 600a Isobutane in Domestic Refrigerator SystemsDocument12 pagesPractical Application of Refrigerant R 600a Isobutane in Domestic Refrigerator SystemsEUROTANK MARITIMEPas encore d'évaluation
- Quarterly Financial MonitoringDocument8 pagesQuarterly Financial Monitoringhermit44535Pas encore d'évaluation
- 14 - Financial Plan 2013 - 14 To 2017 - 18 - Appendices 1 and 2Document87 pages14 - Financial Plan 2013 - 14 To 2017 - 18 - Appendices 1 and 2hermit44535Pas encore d'évaluation
- TC A 102 First Floor Plan A 102Document1 pageTC A 102 First Floor Plan A 102hermit44535Pas encore d'évaluation
- 14 - Financial Plan 2013 - 14 To 2017 - 18 - Appendices 1 and 2Document87 pages14 - Financial Plan 2013 - 14 To 2017 - 18 - Appendices 1 and 2hermit44535Pas encore d'évaluation
- 5 - 333 Bus RouteDocument3 pages5 - 333 Bus Routehermit44535Pas encore d'évaluation
- 06 - Walsall Partnership Programmes and ResourcesDocument5 pages06 - Walsall Partnership Programmes and Resourceshermit44535Pas encore d'évaluation
- Forward Plan of Key Decisions: Civic Centre, Darwall Street, Walsall, WS1 1TP 9 August 2007Document10 pagesForward Plan of Key Decisions: Civic Centre, Darwall Street, Walsall, WS1 1TP 9 August 2007hermit44535Pas encore d'évaluation
- TC A 202 Elevation 2 Layout1Document1 pageTC A 202 Elevation 2 Layout1hermit44535Pas encore d'évaluation
- TC A 201 Elevation 1 Layout1Document1 pageTC A 201 Elevation 1 Layout1hermit44535Pas encore d'évaluation
- TC A 301 Section A Layout1Document1 pageTC A 301 Section A Layout1hermit44535Pas encore d'évaluation
- TC A 101 Ground Floor Plan A 101Document1 pageTC A 101 Ground Floor Plan A 101hermit44535Pas encore d'évaluation
- TC-A-203 Elevation 3 and 4-A-203 PDFDocument1 pageTC-A-203 Elevation 3 and 4-A-203 PDFhermit44535Pas encore d'évaluation
- TC A 103 Roof Plan Layout1Document1 pageTC A 103 Roof Plan Layout1hermit44535Pas encore d'évaluation
- 100 MW CCPP - 6FA - Peace - Costing and LayoutsDocument90 pages100 MW CCPP - 6FA - Peace - Costing and Layoutskrajeev28Pas encore d'évaluation
- R600a CompressorsDocument140 pagesR600a Compressorshermit44535100% (1)
- TC A 302 Section B A 302Document1 pageTC A 302 Section B A 302hermit44535Pas encore d'évaluation
- Rev2 132kV OHL Bab To Asab Plan and Profile Tower 1 To 13Document6 pagesRev2 132kV OHL Bab To Asab Plan and Profile Tower 1 To 13hermit44535Pas encore d'évaluation
- Performance Analysis of A Hermetic Reciprocating CompressorDocument10 pagesPerformance Analysis of A Hermetic Reciprocating Compressorhermit44535Pas encore d'évaluation
- Refrig System RepairDocument32 pagesRefrig System Repairhermit44535Pas encore d'évaluation
- 33 - 99 - 07 - 0602 - C - 132kV Line Routing BabDocument1 page33 - 99 - 07 - 0602 - C - 132kV Line Routing Babhermit44535Pas encore d'évaluation
- Pipeline Booster Pump BrochureDocument16 pagesPipeline Booster Pump Brochurehermit44535Pas encore d'évaluation
- SECOP R600a CompressorsDocument8 pagesSECOP R600a Compressorshermit44535Pas encore d'évaluation
- R600a Catalogue SK53CY (Mine)Document4 pagesR600a Catalogue SK53CY (Mine)hermit44535100% (4)
- Seawater RO Units To 100 m3 Per HDocument2 pagesSeawater RO Units To 100 m3 Per Hhermit44535Pas encore d'évaluation
- MWB A 301 Sections A 102Document1 pageMWB A 301 Sections A 102hermit44535Pas encore d'évaluation
- MWB A 201 Elevations A 201Document1 pageMWB A 201 Elevations A 201hermit44535Pas encore d'évaluation
- Isobutane TwoDocument2 155 pagesIsobutane Twohermit44535Pas encore d'évaluation
- Refrig System ServiceDocument8 pagesRefrig System Servicehermit44535Pas encore d'évaluation
- MWB A 101 Ground Floor Plan A 101Document1 pageMWB A 101 Ground Floor Plan A 101hermit44535Pas encore d'évaluation
- Column Buckling TestDocument8 pagesColumn Buckling TestWiy GuomPas encore d'évaluation
- Hayek - Planning, Science, and Freedom (1941)Document5 pagesHayek - Planning, Science, and Freedom (1941)Robert Wenzel100% (1)
- Watershed Conservation of Benguet VisDocument2 pagesWatershed Conservation of Benguet VisInnah Agito-RamosPas encore d'évaluation
- Non-Emulsifying Agent W54Document12 pagesNon-Emulsifying Agent W54Pranav DubeyPas encore d'évaluation
- AZ 103T00A ENU TrainerHandbook PDFDocument403 pagesAZ 103T00A ENU TrainerHandbook PDFlongvietmt100% (2)
- WallthicknessDocument1 pageWallthicknessGabriela MotaPas encore d'évaluation
- Selecting Appropriate Instructional Materials For Edukasyong Pantahanan at Pangkabuhayan/ Technology and Livelihood EducationDocument35 pagesSelecting Appropriate Instructional Materials For Edukasyong Pantahanan at Pangkabuhayan/ Technology and Livelihood EducationJhenn Mhen Yhon100% (1)
- 05-11 Trainer Interview QuestionsDocument8 pages05-11 Trainer Interview QuestionsqulaityPas encore d'évaluation
- Rules and Fallacies For Categorical SyllogismsDocument5 pagesRules and Fallacies For Categorical SyllogismsFatima Ismael PortacioPas encore d'évaluation
- Anth 09 3 247 07 386 Yadav V S TTDocument3 pagesAnth 09 3 247 07 386 Yadav V S TTShishir NigamPas encore d'évaluation
- DLP - CO#1-for PandemicDocument4 pagesDLP - CO#1-for PandemicEvelyn CanoneraPas encore d'évaluation
- Torrent - WSCC - Windows System Control Center 7.0.5.7 Commercial (x64 x86) - TeamOS - Team OS - Your Only Destination To Custom OS !!Document5 pagesTorrent - WSCC - Windows System Control Center 7.0.5.7 Commercial (x64 x86) - TeamOS - Team OS - Your Only Destination To Custom OS !!moustafaPas encore d'évaluation
- FS-C8025MFP Release NotesDocument22 pagesFS-C8025MFP Release NotesFirmware SM-SHPas encore d'évaluation
- Case Paul Foster Highlights of TarotDocument76 pagesCase Paul Foster Highlights of TarotTraditionaltarot100% (6)
- RV900S - IB - Series 3Document28 pagesRV900S - IB - Series 3GA LewisPas encore d'évaluation
- Thesis StoryboardDocument5 pagesThesis StoryboardJill Brown100% (2)
- Daily Lesson Log (English)Document8 pagesDaily Lesson Log (English)Julius Baldivino88% (8)
- Tools of Persuasion StudentsDocument4 pagesTools of Persuasion StudentsBelén Revilla GonzálesPas encore d'évaluation
- Backward Forward PropogationDocument19 pagesBackward Forward PropogationConrad WaluddePas encore d'évaluation
- BC 672772 RBRS Service TraningDocument385 pagesBC 672772 RBRS Service TraningTeknik Makina100% (2)
- Describe an English lesson you enjoyed.: 多叔逻辑口语,中国雅思口语第一品牌 公共微信: ddielts 新浪微博@雅思钱多多Document7 pagesDescribe an English lesson you enjoyed.: 多叔逻辑口语,中国雅思口语第一品牌 公共微信: ddielts 新浪微博@雅思钱多多Siyeon YeungPas encore d'évaluation
- ECON 401/601, Microeconomic Theory 3/micro 1: Jean Guillaume Forand Fall 2019, WaterlooDocument3 pagesECON 401/601, Microeconomic Theory 3/micro 1: Jean Guillaume Forand Fall 2019, WaterlooTarun SharmaPas encore d'évaluation
- Report Painter GR55Document17 pagesReport Painter GR55Islam EldeebPas encore d'évaluation
- TMS320C67x Reference GuideDocument465 pagesTMS320C67x Reference Guideclenx0% (1)
- Lesson 2 (Probability of An Event)Document4 pagesLesson 2 (Probability of An Event)MarlPas encore d'évaluation
- GoodElearning TOGAF Poster 46 - Adapting The ADMDocument1 pageGoodElearning TOGAF Poster 46 - Adapting The ADMFabian HidalgoPas encore d'évaluation
- Tutorial: MSBA7003 Quantitative Analysis MethodsDocument29 pagesTutorial: MSBA7003 Quantitative Analysis MethodsAmanda WangPas encore d'évaluation
- Bohler Dcms T-MCDocument1 pageBohler Dcms T-MCFlaviu-Andrei AstalisPas encore d'évaluation
- SKF CMSS2200 PDFDocument2 pagesSKF CMSS2200 PDFSANTIAGOPas encore d'évaluation
- Changing Historical Perspectives On The Nazi DictatorshipDocument9 pagesChanging Historical Perspectives On The Nazi Dictatorshipuploadimage666Pas encore d'évaluation