Vous aimerez peut-être aussi
- TIC-Wireline Tools and Equipment Catalog - 部分335Document1 pageTIC-Wireline Tools and Equipment Catalog - 部分335zbhdzpPas encore d'évaluation
- TIC-Wireline Tools and Equipment Catalog - 部分225Document1 pageTIC-Wireline Tools and Equipment Catalog - 部分225zbhdzpPas encore d'évaluation
- TIC-Wireline Tools and Equipment Catalog - 部分177 PDFDocument1 pageTIC-Wireline Tools and Equipment Catalog - 部分177 PDFzbhdzpPas encore d'évaluation
- TIC-Wireline Tools and Equipment Catalog - 部分135 PDFDocument1 pageTIC-Wireline Tools and Equipment Catalog - 部分135 PDFzbhdzpPas encore d'évaluation
- TIC-Wireline Tools and Equipment Catalog - 部分301 PDFDocument1 pageTIC-Wireline Tools and Equipment Catalog - 部分301 PDFzbhdzpPas encore d'évaluation
- TIC-Wireline Tools and Equipment Catalog - 部分301Document1 pageTIC-Wireline Tools and Equipment Catalog - 部分301zbhdzpPas encore d'évaluation
- TIC-Wireline Tools and Equipment - 部分347 PDFDocument1 pageTIC-Wireline Tools and Equipment - 部分347 PDFzbhdzpPas encore d'évaluation
- TIC-Wireline Tools and Equipment Catalog - 部分351 PDFDocument1 pageTIC-Wireline Tools and Equipment Catalog - 部分351 PDFzbhdzpPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- SIEMENS - Ingenieria MecanicaDocument141 pagesSIEMENS - Ingenieria MecanicaDavid Soto SedanoPas encore d'évaluation
- What Defines An Industrial GasDocument2 pagesWhat Defines An Industrial GasYuri YamirnovPas encore d'évaluation
- Power PDFDocument6 pagesPower PDFelrajilPas encore d'évaluation
- V3307Document193 pagesV3307EvGin100% (7)
- 1577e SB PDFDocument14 pages1577e SB PDFJefatura de Planta Invemet PeruPas encore d'évaluation
- ALUFLEX - English (Uk) - Issued.28.11.2005Document3 pagesALUFLEX - English (Uk) - Issued.28.11.2005wey5316Pas encore d'évaluation
- Vap Premium: Rapid Steam GeneratorDocument2 pagesVap Premium: Rapid Steam GeneratorMahmoud AliPas encore d'évaluation
- Jeans Manufacturing Industry-759387 PDFDocument73 pagesJeans Manufacturing Industry-759387 PDFAmaan KhanPas encore d'évaluation
- A Basic Guide of Arc Welding Electrodes: by Bruce BauerleinDocument4 pagesA Basic Guide of Arc Welding Electrodes: by Bruce BauerleinRajeev KhantwalPas encore d'évaluation
- Insulation CoordinationDocument3 pagesInsulation CoordinationsujithmohandasPas encore d'évaluation
- Technical SpecificationsDocument10 pagesTechnical Specificationsxubi_xPas encore d'évaluation
- Дизельные электростанции EMSADocument52 pagesДизельные электростанции EMSABrizmotorsPas encore d'évaluation
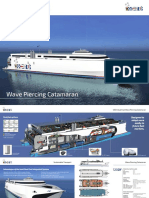
- Incat 120DF Brochure A4Document4 pagesIncat 120DF Brochure A4princePas encore d'évaluation
- MRTS70Document42 pagesMRTS70Indika2323Pas encore d'évaluation
- Depolymerization of Tire and Natural Rubber Using Supercritical FluidsflaDocument8 pagesDepolymerization of Tire and Natural Rubber Using Supercritical FluidsflaAli DuePas encore d'évaluation
- Explosion of An Aqueous Ammonia Scrubber Tank at Yara Italia, FerraraDocument8 pagesExplosion of An Aqueous Ammonia Scrubber Tank at Yara Italia, Ferraravaratharajan g rPas encore d'évaluation
- Techinical Guide ZF 078 Thru 150 R410A Predator Single Packaged Unitr (Generation 6) - 528194-Ytg-M-0813Document68 pagesTechinical Guide ZF 078 Thru 150 R410A Predator Single Packaged Unitr (Generation 6) - 528194-Ytg-M-0813Rolando VenegasPas encore d'évaluation
- ConductorDocument3 pagesConductorRaimon Guitart Garcia 78151008KPas encore d'évaluation
- Septic TanksDocument6 pagesSeptic TanksJustin MusopolePas encore d'évaluation
- h06974 MC Series IcvDocument2 pagesh06974 MC Series IcvLoganBohannonPas encore d'évaluation
- Methanol Recovery SystemDocument17 pagesMethanol Recovery SystemJoao JesusPas encore d'évaluation
- Guide To PavementDocument74 pagesGuide To PavementCristian GiurgeaPas encore d'évaluation
- Penthouse Spring 2001Document2 pagesPenthouse Spring 2001John M. Cavote100% (1)
- Mil STD 889 Dissimilar MetalsDocument28 pagesMil STD 889 Dissimilar Metalsmarc271986Pas encore d'évaluation
- Duo FlexDocument8 pagesDuo FlexIsaac Martínez AlcocerPas encore d'évaluation
- 4327 Corrosive Sulphur Flyer PDFDocument2 pages4327 Corrosive Sulphur Flyer PDFMichael Angelo VidalPas encore d'évaluation
- Safety LeafletDocument2 pagesSafety LeafletGarage 15DPas encore d'évaluation
- Wood Finishes: Catalogue 2017Document36 pagesWood Finishes: Catalogue 2017nanoPas encore d'évaluation
- Acid and Base EnglishDocument38 pagesAcid and Base EnglishdivyaPas encore d'évaluation
- 1 s2.0 S2590048X22001030 MainDocument17 pages1 s2.0 S2590048X22001030 MainJeff DatinguinooPas encore d'évaluation