Vous aimerez peut-être aussi
- Cachalote MobyDocument3 pagesCachalote MobyJoséCalderónPas encore d'évaluation
- Cucaracha sola encuentra amiga tras huaycoDocument1 pageCucaracha sola encuentra amiga tras huaycoJoséCalderónPas encore d'évaluation
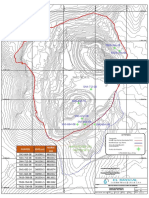
- 1.15 Plano de Ubicación Puntos de Muestras Geoquímicas Del Tajo Norte-A1Document1 page1.15 Plano de Ubicación Puntos de Muestras Geoquímicas Del Tajo Norte-A1JoséCalderónPas encore d'évaluation
- 01 Report 01 2021-07-09Document34 pages01 Report 01 2021-07-09JoséCalderónPas encore d'évaluation
- Informe de Rendimiento KOM930 Vs KOM980 Vs Cat798 Vs LiebherrDocument17 pagesInforme de Rendimiento KOM930 Vs KOM980 Vs Cat798 Vs LiebherrJoséCalderónPas encore d'évaluation
- Listado PlanosDocument6 pagesListado PlanosJoséCalderónPas encore d'évaluation
- MIN265 Revision Casos - Semestre 2021-1Document6 pagesMIN265 Revision Casos - Semestre 2021-1JoséCalderónPas encore d'évaluation
- GCM-1377-21 Carta Politica de Carga 798 AC AntaminaDocument2 pagesGCM-1377-21 Carta Politica de Carga 798 AC AntaminaJoséCalderónPas encore d'évaluation
- Minera Waskaminas-Sobre diluciónDocument3 pagesMinera Waskaminas-Sobre diluciónJoséCalderónPas encore d'évaluation
- Manual de Usuario Software Mine Plan y Mine HaulDocument45 pagesManual de Usuario Software Mine Plan y Mine HaulJoséCalderónPas encore d'évaluation
- Modelo Uso de Tiempos BHPDocument3 pagesModelo Uso de Tiempos BHPJoséCalderónPas encore d'évaluation
- 09PowerView - Diccionario - DatosDocument12 pages09PowerView - Diccionario - DatosFernando Matus JaquePas encore d'évaluation
- Plantilla Tesis FCIDocument1 pagePlantilla Tesis FCIJoséCalderónPas encore d'évaluation
- Informe de Rendimiento KOM930 Vs KOM980 Vs Cat798 Vs LiebherrDocument17 pagesInforme de Rendimiento KOM930 Vs KOM980 Vs Cat798 Vs LiebherrJoséCalderónPas encore d'évaluation
- Plan Minado 2022 Tajo Norte ColquijircaDocument47 pagesPlan Minado 2022 Tajo Norte ColquijircaJoséCalderónPas encore d'évaluation
- Japon Kultura-PeucepeDocument3 pagesJapon Kultura-PeucepeJoséCalderónPas encore d'évaluation
- Informe de Rendimiento de Equipos Mineros: KOM930, KOM980, CAT798 y LIEBHERRDocument17 pagesInforme de Rendimiento de Equipos Mineros: KOM930, KOM980, CAT798 y LIEBHERRJoséCalderónPas encore d'évaluation
- 01 Sesion 5 BDocument21 pages01 Sesion 5 BJoséCalderónPas encore d'évaluation
- Ecosistemas Pucpe ThesisDocument2 pagesEcosistemas Pucpe ThesisJoséCalderónPas encore d'évaluation
- DOCUMENTODocument16 pagesDOCUMENTOJoséCalderónPas encore d'évaluation
- BVN Comunica #236. Corte de Sistemas El Sábado 20 de NoviembreDocument1 pageBVN Comunica #236. Corte de Sistemas El Sábado 20 de NoviembreJoséCalderónPas encore d'évaluation
- 01 Sesion 5 CDocument22 pages01 Sesion 5 CJoséCalderónPas encore d'évaluation
- Satelites Planeatrios THESIS02V1Document3 pagesSatelites Planeatrios THESIS02V1JoséCalderónPas encore d'évaluation
- MA Bosques-TesisDocument2 pagesMA Bosques-TesisJoséCalderónPas encore d'évaluation
- Rock Cosasv022 YyDocument2 pagesRock Cosasv022 YyJoséCalderónPas encore d'évaluation
- LosHelenos Griegos PucpDocument2 pagesLosHelenos Griegos PucpJoséCalderónPas encore d'évaluation
- Mamut biologiaPEUCEPEDocument2 pagesMamut biologiaPEUCEPEJoséCalderónPas encore d'évaluation
- Feniciospucpyupn CosasDocument4 pagesFeniciospucpyupn CosasJoséCalderónPas encore d'évaluation
- Egipcios PUCPe-tezizDocument3 pagesEgipcios PUCPe-tezizJoséCalderónPas encore d'évaluation
- La Escolástica, corriente filosófica medievalDocument4 pagesLa Escolástica, corriente filosófica medievalJoséCalderónPas encore d'évaluation
- Mat Disc - Trabajo Práctico Nº4 2023Document4 pagesMat Disc - Trabajo Práctico Nº4 2023vane1202Pas encore d'évaluation
- Equilibrio de fases y problemas de equilibrio líquido-vaporDocument23 pagesEquilibrio de fases y problemas de equilibrio líquido-vapornicolPas encore d'évaluation
- Identidades NotablesDocument3 pagesIdentidades NotablesWilfredo ReynosoPas encore d'évaluation
- 2 Microcontroladores PICDocument12 pages2 Microcontroladores PICrobertoPas encore d'évaluation
- Proyecto Final TermodinamicaDocument13 pagesProyecto Final TermodinamicaHarry RamosPas encore d'évaluation
- PorcentajesDocument6 pagesPorcentajesObeth DominguezPas encore d'évaluation
- Motor Cummins IsxDocument9 pagesMotor Cummins Isxgerman moreno100% (1)
- Lab 01 - Sistemas de NumeracionDocument12 pagesLab 01 - Sistemas de NumeracionJose Yagua BeltranPas encore d'évaluation
- Matrix de Logros - 2do GradoDocument30 pagesMatrix de Logros - 2do GradoMilagros Eva Morales CamaPas encore d'évaluation
- Nos Preparamos para Enfrentar Los Fenomenos NaturalesDocument23 pagesNos Preparamos para Enfrentar Los Fenomenos Naturalesmilagros kimberly diaz riverosPas encore d'évaluation
- Curso Renault y PeugeotDocument125 pagesCurso Renault y Peugeotprueba1100% (2)
- FALACIASDocument7 pagesFALACIASErika FavelaPas encore d'évaluation
- Determinación de ViscosidadDocument4 pagesDeterminación de ViscosidadJefferson Ivan REPas encore d'évaluation
- 6 Cortes EstacasDocument3 pages6 Cortes EstacasMarciaCasasPas encore d'évaluation
- Aceleración constante y movimiento rectilíneo uniformemente aceleradoDocument2 pagesAceleración constante y movimiento rectilíneo uniformemente aceleradoKaren DazaPas encore d'évaluation
- Cable AAC 50 mm2 18/30 kVDocument1 pageCable AAC 50 mm2 18/30 kVanon_465313230Pas encore d'évaluation
- SEGURIDAD DATOS SISTEMAS INFORMÁTICOSDocument3 pagesSEGURIDAD DATOS SISTEMAS INFORMÁTICOSMichael Jose CastañedaPas encore d'évaluation
- Provincias PetrologicasDocument36 pagesProvincias PetrologicasBryan BalcazarPas encore d'évaluation
- Cuestionario de Electronica de PotenciaDocument4 pagesCuestionario de Electronica de PotenciahbkmarcosPas encore d'évaluation
- Clase 2 - SintaxisDocument6 pagesClase 2 - SintaxisMARIA PAULA GuglielmiPas encore d'évaluation
- Electrones de ValenciaDocument9 pagesElectrones de ValenciaEloxin RodriguezPas encore d'évaluation
- Informe Poligonal AbiertaDocument17 pagesInforme Poligonal AbiertaBrandon H ZuloetaPas encore d'évaluation
- Lectura de Numeros DecimalesDocument9 pagesLectura de Numeros Decimalescarlos torresPas encore d'évaluation
- TEXTO. Arranque de Motores y Armado de Tableros.-1Document25 pagesTEXTO. Arranque de Motores y Armado de Tableros.-1Eddy Terceros PanozoPas encore d'évaluation
- Distribución de PoissonDocument3 pagesDistribución de PoissonRamiro CurcioPas encore d'évaluation
- Estructura de control de selección en JavaDocument9 pagesEstructura de control de selección en JavaRuben Osorio CarcamoPas encore d'évaluation
- El Calor y La Temperatura: IdentificaciónDocument13 pagesEl Calor y La Temperatura: IdentificaciónargaxdPas encore d'évaluation
- Semana 12 - Física IDocument2 pagesSemana 12 - Física IAustin de los BackyardigansPas encore d'évaluation
- Instituto Superior Tecnológico Privado CanchisDocument4 pagesInstituto Superior Tecnológico Privado CanchisAnonymous TxthrOvFmAPas encore d'évaluation
- Taller 1 Simbologia y PIDDocument3 pagesTaller 1 Simbologia y PIDCrispeta YerryPas encore d'évaluation