Vous aimerez peut-être aussi
- 02 (1) .2.5Document21 pages02 (1) .2.5mohamad azipPas encore d'évaluation
- WaterCAD TrainingDocument74 pagesWaterCAD Trainingmohamad azip100% (2)
- 01 PDFDocument6 pages01 PDFSherif AdelPas encore d'évaluation
- Bill Quantities For T1 & T2 West of Madina Almwnawra Carbon Steel PipeDocument1 pageBill Quantities For T1 & T2 West of Madina Almwnawra Carbon Steel Pipemohamad azipPas encore d'évaluation
- Aluminum Removal From Drinking WaterDocument5 pagesAluminum Removal From Drinking Watermohamad azipPas encore d'évaluation
- Suction Head Calculation: Local Factors of FittingsDocument1 pageSuction Head Calculation: Local Factors of Fittingsmohamad azipPas encore d'évaluation
- Sludge DisposalDocument62 pagesSludge Disposalblumunchie100% (2)
- Sludge DisposalDocument62 pagesSludge Disposalblumunchie100% (2)
- Om Manual PulsionDocument106 pagesOm Manual Pulsionmohamad azip100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Paint & VarnishesDocument11 pagesPaint & VarnishesTaanaya100% (4)
- Tinta SprayDocument9 pagesTinta SprayManuel F O MouraPas encore d'évaluation
- Rev004Document3 pagesRev004Issam LahlouPas encore d'évaluation
- Fasteners For Use With PC Boards: Types Kfe and Kfse Broaching StandoffsDocument4 pagesFasteners For Use With PC Boards: Types Kfe and Kfse Broaching StandoffsJosé Ignacio CandelaPas encore d'évaluation
- Intumescent Paint - W.BDocument3 pagesIntumescent Paint - W.Bmuhdrafi100% (1)
- Plasma-Assisted Surface Treatment: Verlag Moderne IndustrieDocument36 pagesPlasma-Assisted Surface Treatment: Verlag Moderne IndustriepondokPas encore d'évaluation
- Thread Cutting Tools For WoodDocument23 pagesThread Cutting Tools For WoodGermanHundPas encore d'évaluation
- Nitoseal Pu280 (Sealant)Document2 pagesNitoseal Pu280 (Sealant)Kris SiregarPas encore d'évaluation
- Datasheet-Sandvik-13rm19-En-V2020-12-10 07 - 47 Version 1Document6 pagesDatasheet-Sandvik-13rm19-En-V2020-12-10 07 - 47 Version 1aceinsteinPas encore d'évaluation
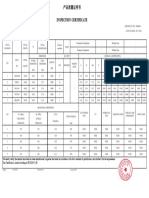
- Inspection Certificate: Hunan Standard Steel Co.,LtdDocument1 pageInspection Certificate: Hunan Standard Steel Co.,LtdHector CachayaPas encore d'évaluation
- Design and Simulation of Petcoke Steam GasificationDocument18 pagesDesign and Simulation of Petcoke Steam Gasificationsaahikrishna8100% (1)
- On The Issue of Heat Balance of Molds For InjectioDocument6 pagesOn The Issue of Heat Balance of Molds For Injectiolinh ngoPas encore d'évaluation
- CRA Weld Overlay - Influence of Welding Process and Parameters On Dilution and Corrosion ResistanceDocument6 pagesCRA Weld Overlay - Influence of Welding Process and Parameters On Dilution and Corrosion ResistanceMichael TayactacPas encore d'évaluation
- VGO HydrocrackingDocument14 pagesVGO HydrocrackingAndy DolmanPas encore d'évaluation
- (1mj16me027) InternshipDocument26 pages(1mj16me027) InternshipHarsh GamingPas encore d'évaluation
- REPORT Eng TrainingDocument11 pagesREPORT Eng TrainingTareq Al HasanPas encore d'évaluation
- TDS 32222 Jotatemp 250 Euk GBDocument5 pagesTDS 32222 Jotatemp 250 Euk GBrinaldo KurniawanPas encore d'évaluation
- Multi-Stage Cementing Collar: Specification GuideDocument2 pagesMulti-Stage Cementing Collar: Specification GuideOdesya SatyaPas encore d'évaluation
- Easel Plans de 1Document9 pagesEasel Plans de 1JuanRodriguezPas encore d'évaluation
- Comparison Between Countersink vs. Counterbore For PCBDocument12 pagesComparison Between Countersink vs. Counterbore For PCBjackPas encore d'évaluation
- Krar Unit 41Document14 pagesKrar Unit 41Amir AmiriPas encore d'évaluation
- Mass Balance CalculationDocument16 pagesMass Balance Calculationmirdza94100% (3)
- Brochure AtritorDocument2 pagesBrochure AtritorCosmina IoanaPas encore d'évaluation
- Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping FittingsDocument7 pagesWrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittingsiron manPas encore d'évaluation
- X MGR Data Sheet Technical Information ASSET DOC 2597885Document5 pagesX MGR Data Sheet Technical Information ASSET DOC 2597885Amirul AfiqPas encore d'évaluation
- 2 Basic Working Principle, ConfigurationDocument17 pages2 Basic Working Principle, Configurationrichardcaroncstj100% (1)
- Structural Coils (SS) : International StandardsDocument2 pagesStructural Coils (SS) : International StandardsVengatesh HariPas encore d'évaluation
- A389 CuNiDocument1 pageA389 CuNiPrathamesh OmtechPas encore d'évaluation
- GroutingDocument15 pagesGroutingDev Thakkar100% (1)
- Std. O-Ring TolerancesDocument5 pagesStd. O-Ring TolerancesBharatPas encore d'évaluation