Vous aimerez peut-être aussi
- Manufacturing Technology Lab IDocument41 pagesManufacturing Technology Lab ISudhir KumarPas encore d'évaluation
- ImdcDocument2 pagesImdcSudhir KumarPas encore d'évaluation
- Material Engineering NotesDocument117 pagesMaterial Engineering NotesSudhir KumarPas encore d'évaluation
- Elements of Materials Science and Engineering 6th Edition by L H Van Vlack PDFDocument9 pagesElements of Materials Science and Engineering 6th Edition by L H Van Vlack PDFAbhijeet BhagatPas encore d'évaluation
- Companies For Six Month TrainingDocument24 pagesCompanies For Six Month TrainingDustin McguirePas encore d'évaluation
- Casting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantDocument7 pagesCasting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantSudhir KumarPas encore d'évaluation
- Machine ToolsDocument79 pagesMachine ToolsSudhir Kumar100% (1)
- Automatic Generation Control of An Interconnected Power SystemDocument6 pagesAutomatic Generation Control of An Interconnected Power SystemSudhir KumarPas encore d'évaluation
- Load Frequency Control of Hydro-Thermal System With Fuzzy Logic Controller Considering Boiler DynamicsDocument5 pagesLoad Frequency Control of Hydro-Thermal System With Fuzzy Logic Controller Considering Boiler DynamicsSudhir KumarPas encore d'évaluation
- Megawatt-Frequency: ProblemDocument15 pagesMegawatt-Frequency: ProblemSudhir KumarPas encore d'évaluation
- Decision Tree ProblemDocument2 pagesDecision Tree ProblemSudhir KumarPas encore d'évaluation
- Markov AnalysisDocument7 pagesMarkov AnalysisSudhir KumarPas encore d'évaluation
- International Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingDocument9 pagesInternational Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingSudhir KumarPas encore d'évaluation
- Load Frequency Control For A Two-Area HVAC/HVDC Power System Using Hybrid Genetic Algorithm ControllerDocument4 pagesLoad Frequency Control For A Two-Area HVAC/HVDC Power System Using Hybrid Genetic Algorithm ControllerSudhir KumarPas encore d'évaluation
- Load Frequency Control in Two Area Power System Using ANFISDocument10 pagesLoad Frequency Control in Two Area Power System Using ANFISSudhir KumarPas encore d'évaluation
- Physics - Campus Test Paper-1 NEWDocument5 pagesPhysics - Campus Test Paper-1 NEWSudhir Kumar100% (2)
- Operations Research P Rama Murthy PDFDocument716 pagesOperations Research P Rama Murthy PDFPaban Raj LohaniPas encore d'évaluation
- JMP-Molding Composition OptimizationDocument8 pagesJMP-Molding Composition OptimizationSudhir KumarPas encore d'évaluation
- 2 02-ArrayparDocument20 pages2 02-ArrayparSudhir KumarPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Laboratorio de Microondas - Medicion en Lineas de TX Usando Lineas RanuradasDocument5 pagesLaboratorio de Microondas - Medicion en Lineas de TX Usando Lineas RanuradasacajahuaringaPas encore d'évaluation
- Omni PageDocument98 pagesOmni Pageterracotta2014Pas encore d'évaluation
- Helukabel F-Cy-JzDocument2 pagesHelukabel F-Cy-JzMikko MagtibayPas encore d'évaluation
- iJARS1266AUTH PDFDocument17 pagesiJARS1266AUTH PDFAarti GoutamPas encore d'évaluation
- FGRU URAN 08.12.2015 Rev.02Document3 pagesFGRU URAN 08.12.2015 Rev.02Hitendra PanchalPas encore d'évaluation
- Refrence List Middle EastDocument7 pagesRefrence List Middle EastazeemPas encore d'évaluation
- TELEC-Dwg-Al Khater Plastic FactoryDocument8 pagesTELEC-Dwg-Al Khater Plastic FactoryRENJITH K NAIRPas encore d'évaluation
- Edited - Meenakshi Kumari RaiDocument1 pageEdited - Meenakshi Kumari RaiThunderBird GamerPas encore d'évaluation
- Hyperloop 170201003657Document29 pagesHyperloop 170201003657RafaelLazoPomaPas encore d'évaluation
- Service Manual MIH Series Condensing Units Heat Pump: 1.5 Tons To 5 TonsDocument30 pagesService Manual MIH Series Condensing Units Heat Pump: 1.5 Tons To 5 TonsHenry Javier RíosPas encore d'évaluation
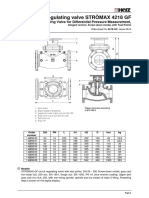
- Circuit Regulating Valve STRÖMAX 4218 GFDocument14 pagesCircuit Regulating Valve STRÖMAX 4218 GFMario Mô Ri APas encore d'évaluation
- 1.yes Bank: Human Capital Initiatives of A Startup in The Indian Banking IndustryDocument10 pages1.yes Bank: Human Capital Initiatives of A Startup in The Indian Banking IndustryManvi JainPas encore d'évaluation
- Yaesu VR 120Document44 pagesYaesu VR 120Chema MelidaPas encore d'évaluation
- Tech Datasheet AXTT 2VDocument2 pagesTech Datasheet AXTT 2VALEX MATHEUS DA SILVA FERRAZPas encore d'évaluation
- Astm C-743Document4 pagesAstm C-743IyaadanPas encore d'évaluation
- For Calibration List - OrginalDocument62 pagesFor Calibration List - Orginaluttam khatriPas encore d'évaluation
- HARTING Industrial Connectors Han: Short Form CatalogueDocument40 pagesHARTING Industrial Connectors Han: Short Form CatalogueFabrizio AugustoPas encore d'évaluation
- Scania TruckAndBus 2023Document403 pagesScania TruckAndBus 2023Piotr ZiąbkowskiPas encore d'évaluation
- Sanghvi: Protein Self TestDocument11 pagesSanghvi: Protein Self TestNewborn2013Pas encore d'évaluation
- JFo 2 1 PDFDocument45 pagesJFo 2 1 PDFAkbar WisnuPas encore d'évaluation
- Copyright Green PaperDocument122 pagesCopyright Green Papertorrentfreak100% (1)
- 01 Getting StartedDocument44 pages01 Getting StartedAsbokid SeniorPas encore d'évaluation
- Polyvalve Poly-Gas Polyvalve For Gas ApplicationsDocument4 pagesPolyvalve Poly-Gas Polyvalve For Gas ApplicationsVasco FerreiraPas encore d'évaluation
- 01-25 OB Bbs 3 Year Preboard 2076Document1 page01-25 OB Bbs 3 Year Preboard 2076Reestam SD100% (1)
- G1 Group 1CDocument72 pagesG1 Group 1CNH SyzlnPas encore d'évaluation
- Swifty Loudspeaker KitDocument5 pagesSwifty Loudspeaker KitTNPas encore d'évaluation
- CE ThesisDocument210 pagesCE ThesisKristin ArgosinoPas encore d'évaluation
- LogDocument2 pagesLogFerdian SumbaPas encore d'évaluation
- RX-78GP03S Gundam - Dendrobium Stamen - Gundam WikiDocument5 pagesRX-78GP03S Gundam - Dendrobium Stamen - Gundam WikiMark AbPas encore d'évaluation
- NEF 50006 BSI WidescreenDocument13 pagesNEF 50006 BSI Widescreenmiguelq_scribdPas encore d'évaluation