Vous aimerez peut-être aussi
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- 17.experimental and Investigation of Spark Plug Using Silicon Foul Release CoatingDocument52 pages17.experimental and Investigation of Spark Plug Using Silicon Foul Release CoatingeshuPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Inconal and Monel WeldDocument49 pagesInconal and Monel Weldeshu100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- 44.al Si MG Pin FinDocument73 pages44.al Si MG Pin FineshuPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Transform Tool India PVT LimitedDocument1 pageTransform Tool India PVT LimitedeshuPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- 14.experimental and Stress Analysis of Pipe Routing at Various Temperature and Pressure by Changing The Various Material and SupportDocument54 pages14.experimental and Stress Analysis of Pipe Routing at Various Temperature and Pressure by Changing The Various Material and Supporteshu100% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
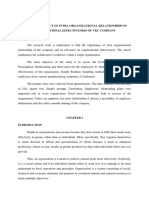
- A Study On Impact of Intra Organizational Relationship On Organizational Effectiveness of VKC Compan1Document92 pagesA Study On Impact of Intra Organizational Relationship On Organizational Effectiveness of VKC Compan1eshu83% (12)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Polyalthia LongifoliaDocument4 pagesPolyalthia LongifoliaeshuPas encore d'évaluation
- Design and Analysis of Various Coated Piston Ring To Improve The Wear ResistanceDocument47 pagesDesign and Analysis of Various Coated Piston Ring To Improve The Wear ResistanceeshuPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- 26.performance and Characteristics Analysis Triangular Shaped Shape Piston CrownDocument44 pages26.performance and Characteristics Analysis Triangular Shaped Shape Piston CrowneshuPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- AL - CR - Ni Disc BrakeDocument56 pagesAL - CR - Ni Disc Brakeeshu50% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Introduction of SbiDocument10 pagesIntroduction of SbieshuPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Optimization of Weld Bead Width in Tungsten Inert Gas Welding of Austenitic Stainless Steel AlloyDocument4 pagesOptimization of Weld Bead Width in Tungsten Inert Gas Welding of Austenitic Stainless Steel AlloyeshuPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- G011384550 PDFDocument6 pagesG011384550 PDFeshuPas encore d'évaluation
- Chapter - II Review of Literature Review of LiteratureDocument24 pagesChapter - II Review of Literature Review of LiteratureeshuPas encore d'évaluation
- A Study On Non Performing Assets of Sbi and Canara BankDocument75 pagesA Study On Non Performing Assets of Sbi and Canara BankeshuPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Company Profile Amman Steel CroproationDocument8 pagesCompany Profile Amman Steel CroproationeshuPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Internet Is Changing The Way Consumers Shop and Buys Goods and ServicesDocument7 pagesInternet Is Changing The Way Consumers Shop and Buys Goods and ServiceseshuPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Ebook Hadzics Textbook of Regional Anesthesia and Acute Pain Management Self Assessment and Review PDF Full Chapter PDFDocument68 pagesEbook Hadzics Textbook of Regional Anesthesia and Acute Pain Management Self Assessment and Review PDF Full Chapter PDFdonald.mortensen170100% (23)
- Lecture 06 What Is Avalanche and Causes of Avalanche CSS PMS General Science and AbilityDocument13 pagesLecture 06 What Is Avalanche and Causes of Avalanche CSS PMS General Science and Abilityabdul samiPas encore d'évaluation
- People in OrganisationsDocument8 pagesPeople in OrganisationsBritney valladares100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- ForwardInvoice ORD660948335Document4 pagesForwardInvoice ORD660948335Nitin GuptaPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- Pharmacist Workup of Drug Therapy in Pharmaceutical Care: Problem Oriented Pharmacist RecordDocument20 pagesPharmacist Workup of Drug Therapy in Pharmaceutical Care: Problem Oriented Pharmacist RecordNurwahidah Moh WahiPas encore d'évaluation
- Central University of Rajasthan: Department of Social WorkDocument4 pagesCentral University of Rajasthan: Department of Social WorkShravan RajPas encore d'évaluation
- MTCP Pamir Sector 2021 OCT07 R1.0Document19 pagesMTCP Pamir Sector 2021 OCT07 R1.0Derya KadikashPas encore d'évaluation
- Business Studies 2012 HSC With AnswerDocument33 pagesBusiness Studies 2012 HSC With AnswerPSiloveyou490% (1)
- Final - Urban and Transportation Engineering - PPT Group 1Document19 pagesFinal - Urban and Transportation Engineering - PPT Group 1JayChristian QuimsonPas encore d'évaluation
- AN5276 Application Note: Antenna Design For ST25R3916Document43 pagesAN5276 Application Note: Antenna Design For ST25R3916RafaelPas encore d'évaluation
- Starbucks - Strategic ManagementDocument31 pagesStarbucks - Strategic ManagementharshmarooPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Levels of The Psyche and Archetypes of JungDocument2 pagesLevels of The Psyche and Archetypes of JungPeperonii100% (1)
- Inspection and Repair: Inspection of Totally Enclosed Lift Bags 1.0Document8 pagesInspection and Repair: Inspection of Totally Enclosed Lift Bags 1.0Ali KuliPas encore d'évaluation
- Eip-Agri Brochure Soil Organic Matter Matters 2016Document8 pagesEip-Agri Brochure Soil Organic Matter Matters 2016Ernesto Alonso Orrillo AguirrePas encore d'évaluation
- Blok-Aid Sewer Overflow Monitoring and Alarm SystemDocument2 pagesBlok-Aid Sewer Overflow Monitoring and Alarm SystemTomas LarsenPas encore d'évaluation
- Comlaws Sales, Agency, Labor and Other Commercial Laws: LABOR LAW (Labor Code of The Philippines)Document7 pagesComlaws Sales, Agency, Labor and Other Commercial Laws: LABOR LAW (Labor Code of The Philippines)alePas encore d'évaluation
- GX200 Operator Service ManualDocument12 pagesGX200 Operator Service ManualKenia Fdez AlvaradoPas encore d'évaluation
- Micro InsuranceDocument27 pagesMicro Insurancedrishya3Pas encore d'évaluation
- 02 Laboratory Experiment 1Document2 pages02 Laboratory Experiment 1J Paradise100% (1)
- Nissan RPX80 Vs Crown PE4500Document13 pagesNissan RPX80 Vs Crown PE4500Forklift Systems IncorporatedPas encore d'évaluation
- George P. Prigatano-Principles of Neuropsychological Rehabilitation PDFDocument375 pagesGeorge P. Prigatano-Principles of Neuropsychological Rehabilitation PDFTlaloc Gonzalez100% (7)
- The Indian Weekender, Friday 15 May 2020 - Volume 12 Issue 09Document20 pagesThe Indian Weekender, Friday 15 May 2020 - Volume 12 Issue 09Indian Weekender ReporterPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Lect. 2 - Silvics - Silviculture and Locaility FactorsDocument14 pagesLect. 2 - Silvics - Silviculture and Locaility FactorsNaga Varshini MeenakshisundaramPas encore d'évaluation
- Sf1 Cinderella JuneDocument60 pagesSf1 Cinderella JuneLaLa FullerPas encore d'évaluation
- Legal Requirements For Starting A SME Business in Pakistan PDFDocument12 pagesLegal Requirements For Starting A SME Business in Pakistan PDFUsman AbbasPas encore d'évaluation
- Intec Controls SPC31195 DatasheetDocument5 pagesIntec Controls SPC31195 DatasheetEduardo CalvaPas encore d'évaluation
- A Strategic Behaviour Guidance Tool in Paediatric Dentistry: 'Reframing' - An ExperienceDocument3 pagesA Strategic Behaviour Guidance Tool in Paediatric Dentistry: 'Reframing' - An Experiencesilky groverPas encore d'évaluation
- Guidance ProgramDocument4 pagesGuidance ProgramShainajoy BoterPas encore d'évaluation
- Latin American Vocabulary BookDocument1 pageLatin American Vocabulary BookWilma AnugrahPas encore d'évaluation
- Transcritical Co2 Refrigeration - PDFDocument11 pagesTranscritical Co2 Refrigeration - PDFHector Fabian Hernandez Algarra100% (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)D'EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Pas encore d'évaluation
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeD'EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeÉvaluation : 4.5 sur 5 étoiles4.5/5 (59)