Vous aimerez peut-être aussi
- Présentation 1Document1 pagePrésentation 1famille_geigerPas encore d'évaluation
- 1ت1Document4 pages1ت1hadidsciencesPas encore d'évaluation
- 3-Principe Du Jeu D'entreprise BilboketDocument6 pages3-Principe Du Jeu D'entreprise BilboketLAMIAE2018Pas encore d'évaluation
- Test Unit 9 HW 31 O5 23Document2 pagesTest Unit 9 HW 31 O5 23Nikita PoroshinPas encore d'évaluation
- Latest Jea Mdms Overview - Ami MDM 21aug07aDocument32 pagesLatest Jea Mdms Overview - Ami MDM 21aug07aRahul PramodPas encore d'évaluation
- Daewoo Matiz - 1Document25 pagesDaewoo Matiz - 1Julio Falcon100% (3)
- Lesson 4 For Tuesday, January 05, 2010 Creating RelationshipsDocument5 pagesLesson 4 For Tuesday, January 05, 2010 Creating RelationshipsmepcomanPas encore d'évaluation
- Vol.18 No.2 5 PDFDocument7 pagesVol.18 No.2 5 PDFadindaPas encore d'évaluation
- Word Formation 02 02 23Document1 pageWord Formation 02 02 23NykytaPas encore d'évaluation
- Armare Nemetschek CAD DocumentDocument1 pageArmare Nemetschek CAD DocumentDan MiroslavPas encore d'évaluation
- Websmp230.sap-Ag - de Sap (bD1lbiZjPTAwMQ ) BC BSP SPN Ne PDFDocument1 pageWebsmp230.sap-Ag - de Sap (bD1lbiZjPTAwMQ ) BC BSP SPN Ne PDFCarlosPas encore d'évaluation
- Section-2 Hvac System Design For Clean Facility: Co CoDocument1 pageSection-2 Hvac System Design For Clean Facility: Co CopremPas encore d'évaluation
- The History and Future of The WTODocument36 pagesThe History and Future of The WTOHamad KalafPas encore d'évaluation
- For Office Only: Co CoDocument1 pageFor Office Only: Co CoPrabath Nilan GunasekaraPas encore d'évaluation
- 5 Training MDocument9 pages5 Training MBastiaan BernartPas encore d'évaluation
- TESCO Financial AnalysisDocument21 pagesTESCO Financial AnalysisIdrees Sheikh100% (1)
- The Basics of Uninterruptible Power Supplies: Electrical Construction and MaintenanceDocument9 pagesThe Basics of Uninterruptible Power Supplies: Electrical Construction and MaintenanceibharPas encore d'évaluation
- Enetic Disorders: Ell StructureDocument3 pagesEnetic Disorders: Ell StructureMaryam Al-KhayatPas encore d'évaluation
- My'Kira Chisley My'Angel Duncan & Michael Duncan: Baptism ofDocument2 pagesMy'Kira Chisley My'Angel Duncan & Michael Duncan: Baptism ofjacobPas encore d'évaluation
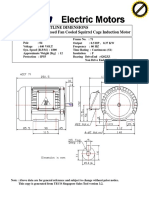
- Aeef 0.5HP 4P 440VDocument1 pageAeef 0.5HP 4P 440Vdee weePas encore d'évaluation
- Aeef 0.5HP 4P 440V PDFDocument1 pageAeef 0.5HP 4P 440V PDFdee weePas encore d'évaluation
- Leting Ad PDFDocument13 pagesLeting Ad PDFsupaidi97Pas encore d'évaluation
- Lesson 7 For Creating Simple Queries: Tuesday, January 05, 2010Document9 pagesLesson 7 For Creating Simple Queries: Tuesday, January 05, 2010mepcomanPas encore d'évaluation
- Educacion Caracter MARINADocument5 pagesEducacion Caracter MARINAlaura jaramilloPas encore d'évaluation
- VARUN MUDRA - Blood ImpuritiesDocument1 pageVARUN MUDRA - Blood Impuritiesadel EmadPas encore d'évaluation
- Co Co: U-Trac U-TracDocument1 pageCo Co: U-Trac U-TracniajaplaniPas encore d'évaluation
- Advance Correction Slip No. 109 Dated - 15-02-2008: para 202. Classification of LinesDocument5 pagesAdvance Correction Slip No. 109 Dated - 15-02-2008: para 202. Classification of LinesBrijesh SinghPas encore d'évaluation
- Ultrasonic Grain Refinement of Die Cast Copper AlloysDocument16 pagesUltrasonic Grain Refinement of Die Cast Copper AlloysmrPas encore d'évaluation
- Baseplate 111113145118 Phpapp01 PDFDocument2 pagesBaseplate 111113145118 Phpapp01 PDFAndita Tri BudiantoPas encore d'évaluation
- Baseplate 111113145118 Phpapp01 PDFDocument2 pagesBaseplate 111113145118 Phpapp01 PDFAndita Tri BudiantoPas encore d'évaluation
- LAMINA 1 Presentación2Document1 pageLAMINA 1 Presentación2diegoPas encore d'évaluation
- Phir Na Khaee MahakalDocument3 pagesPhir Na Khaee Mahakalbanda singhPas encore d'évaluation
- Portal AnalysisDocument1 pagePortal AnalysisConnection Design SpecialistPas encore d'évaluation
- 600 WVertexDocument8 pages600 WVertexLizeth SantillanPas encore d'évaluation
- Ortografia 1Document3 pagesOrtografia 1Bolivar OramasPas encore d'évaluation
- GL1 Chap1 IntroductionDocument67 pagesGL1 Chap1 IntroductionsabrinePas encore d'évaluation
- RC Plat 0307Document1 pageRC Plat 0307RaySabalaPas encore d'évaluation
- Bronco Fusibles To MotorDocument1 pageBronco Fusibles To Motorgrizzo1957Pas encore d'évaluation
- 01c.cloning Towards APZ17.0 AGM318Document17 pages01c.cloning Towards APZ17.0 AGM318Loi Huynh TanPas encore d'évaluation
- Lo IsirDocument2 pagesLo IsirSebastian AlexandruPas encore d'évaluation
- FOS On Materials Strength Factors in HKDocument1 pageFOS On Materials Strength Factors in HKStephen KungPas encore d'évaluation
- Piping and Instrumentation Diagram FOR Gas Plant - I (UNIT NO: 30)Document9 pagesPiping and Instrumentation Diagram FOR Gas Plant - I (UNIT NO: 30)Wă ÎłPas encore d'évaluation
- Reading 17 10 23buhDocument1 pageReading 17 10 23buhОлімпіада На УрокPas encore d'évaluation
- Position Sizing-The Secrets of The Masters Trading GameDocument3 pagesPosition Sizing-The Secrets of The Masters Trading Gameexplorer100833% (3)
- KUSHNER Articulacion Historica de La LiteraturaDocument11 pagesKUSHNER Articulacion Historica de La LiteraturaavanguarPas encore d'évaluation
- Лабораторный практикум по ТНВДDocument79 pagesЛабораторный практикум по ТНВДДенис БуерашевPas encore d'évaluation
- 1Z0 060 Oracle Database 12c NF PDFDocument40 pages1Z0 060 Oracle Database 12c NF PDFTchakalaFissalePas encore d'évaluation
- 29-Retail Clinics Cost Saving or Just ConvenientDocument20 pages29-Retail Clinics Cost Saving or Just Convenientgbra80Pas encore d'évaluation
- ureSineWaveInverter 300 700WDocument2 pagesureSineWaveInverter 300 700WThelast SamauraiPas encore d'évaluation
- AESG Doubler Plate Vs ConnectorDocument2 pagesAESG Doubler Plate Vs ConnectorConnection Design SpecialistPas encore d'évaluation
- Atienza v. SiosonDocument21 pagesAtienza v. SiosonKath OPas encore d'évaluation
- Andrea PDFDocument3 pagesAndrea PDFMarx Lenin Nieto CcallePas encore d'évaluation
- 094135-VP-P-0603.0604-006 - DIESEL ENGINE DRAWING - Rev.0Document2 pages094135-VP-P-0603.0604-006 - DIESEL ENGINE DRAWING - Rev.0hung tran dinhPas encore d'évaluation
- Indexes and Fragmentation in SQL 2000 Part1Document7 pagesIndexes and Fragmentation in SQL 2000 Part1Claudia Sanabria - CargoMasterPas encore d'évaluation
- Fur EliseDocument8 pagesFur EliseNguyễn Khánh Văn0% (3)
- Orca Share Media1649045871607 6916599695465100326Document439 pagesOrca Share Media1649045871607 6916599695465100326Aleksander SiPas encore d'évaluation
- Dachingham NP Hemis NP Kishtwar NP: Ar ArDocument1 pageDachingham NP Hemis NP Kishtwar NP: Ar ArAtul VermaPas encore d'évaluation
- Bea 251138 en 06Document3 pagesBea 251138 en 06ruel mendoza medinaPas encore d'évaluation
- GTX-4 Manual EDocument320 pagesGTX-4 Manual EkicsispermaPas encore d'évaluation
- HP ProOne 400 Manual - enDocument131 pagesHP ProOne 400 Manual - enkicsispermaPas encore d'évaluation
- Logan SchemaDocument99 pagesLogan Schemamithos25678% (60)
- Quanta N83 DA0N83MB6F0 Saipan-C-Sky 1217Document61 pagesQuanta N83 DA0N83MB6F0 Saipan-C-Sky 1217YANISSE BADPas encore d'évaluation
- Cookbook: A Reference Guide For All GTX Series UsersDocument12 pagesCookbook: A Reference Guide For All GTX Series UserskicsispermaPas encore d'évaluation
- GTX Block DiagramDocument1 pageGTX Block DiagramkicsispermaPas encore d'évaluation
- AJ-740 UserDocument128 pagesAJ-740 UserkicsispermaPas encore d'évaluation
- Gt-3 Series: A Reference Guide For All GT-3 Series UsersDocument8 pagesGt-3 Series: A Reference Guide For All GT-3 Series UserskicsispermaPas encore d'évaluation
- Cookbook: A Reference Guide For All GTX Series UsersDocument12 pagesCookbook: A Reference Guide For All GTX Series UserskicsispermaPas encore d'évaluation
- AJ-1000 UserDocument128 pagesAJ-1000 UserkicsispermaPas encore d'évaluation
- Gt-3 Series: A Reference Guide For All GT-3 Series UsersDocument8 pagesGt-3 Series: A Reference Guide For All GT-3 Series UserskicsispermaPas encore d'évaluation
- A12Manual PDFDocument65 pagesA12Manual PDFkicsispermaPas encore d'évaluation
- Documentation Included With The Machine: DWX-50 Setup & Maintenance GuideDocument10 pagesDocumentation Included With The Machine: DWX-50 Setup & Maintenance GuidekicsispermaPas encore d'évaluation
- Items To Prepare Separately: Dust CollectorDocument2 pagesItems To Prepare Separately: Dust CollectorkicsispermaPas encore d'évaluation
- Ncstudio Programming Manual-R5.08Document74 pagesNcstudio Programming Manual-R5.08kubik369100% (2)
- Terms of UseDocument56 pagesTerms of UsekicsispermaPas encore d'évaluation
- CookBook GT3 Maintenance v1.0 - EN Low ResDocument16 pagesCookBook GT3 Maintenance v1.0 - EN Low ReskicsispermaPas encore d'évaluation
- Users' Manual of Three-Axis Engraving Machine V8-R5.03Document114 pagesUsers' Manual of Three-Axis Engraving Machine V8-R5.03kicsisperma0% (1)
- Country Frequency (Hertz) Three-Phase Voltage (Volts) Number of Wires (Not Including The Ground Wire)Document11 pagesCountry Frequency (Hertz) Three-Phase Voltage (Volts) Number of Wires (Not Including The Ground Wire)kicsispermaPas encore d'évaluation
- Beijing Ruizhitianhong S&T Co.,LtdDocument71 pagesBeijing Ruizhitianhong S&T Co.,LtdkicsispermaPas encore d'évaluation
- Beijing Ruizhitianhong S&T Co.,LtdDocument73 pagesBeijing Ruizhitianhong S&T Co.,LtdkicsispermaPas encore d'évaluation
- BLTouch Setup ManualDocument7 pagesBLTouch Setup ManualBobbyPas encore d'évaluation
- X MGR Direct Fastening Technology Manual DFTM 2018 Product Page Technical Information ASSET DOC 2597885Document4 pagesX MGR Direct Fastening Technology Manual DFTM 2018 Product Page Technical Information ASSET DOC 2597885arnoldPas encore d'évaluation
- Evs Unit 3 (2020)Document16 pagesEvs Unit 3 (2020)Testing FunPas encore d'évaluation
- Syed Saddam Kazmi: Career ObjectivesDocument3 pagesSyed Saddam Kazmi: Career Objectiveslike saddamPas encore d'évaluation
- Frequency Analysis Vibration Spectrum Analysis Steve GoldmanDocument9 pagesFrequency Analysis Vibration Spectrum Analysis Steve GoldmantylerdurdanePas encore d'évaluation
- Careers 2Document1 pageCareers 2CityPressPas encore d'évaluation
- Russian Codes: Catalog of Regulations Available To OrderDocument2 pagesRussian Codes: Catalog of Regulations Available To OrderHpafin54Pas encore d'évaluation
- CASE STUDY - Collapsed Wind Tower - A Root Cause Investigation (Element Materials Technology)Document3 pagesCASE STUDY - Collapsed Wind Tower - A Root Cause Investigation (Element Materials Technology)engrrahman3135Pas encore d'évaluation
- 4 Ataxle PDFDocument22 pages4 Ataxle PDFAnonymous XTkln6H100% (1)
- Mals-11, Family Readiness Newsletter, July 2011, The Devilfish TidesDocument9 pagesMals-11, Family Readiness Newsletter, July 2011, The Devilfish TidesDevilfish FROPas encore d'évaluation
- FSP 851Document3 pagesFSP 851RICHIPas encore d'évaluation
- SAS Hot Fix Analysis Download and Deployment ToolDocument11 pagesSAS Hot Fix Analysis Download and Deployment ToolAdrian GallegosPas encore d'évaluation
- Materi 1 - Analisis SinyalDocument17 pagesMateri 1 - Analisis SinyalUsmanPas encore d'évaluation
- Rectangular Tank SizingDocument8 pagesRectangular Tank Sizingvofaith100% (16)
- L1 Differential AmplifiersDocument21 pagesL1 Differential AmplifiersTemesgen ZelekePas encore d'évaluation
- 01-RH124 Red Hat System Administration IIDocument4 pages01-RH124 Red Hat System Administration IIpimentel-diogo2056Pas encore d'évaluation
- Reduced Vertical Separation Minimum - RVSM: IVAO HQ Training DepartmentDocument4 pagesReduced Vertical Separation Minimum - RVSM: IVAO HQ Training DepartmentjesusPas encore d'évaluation
- Cu Ext 2015Document4 pagesCu Ext 2015mohammedzuluPas encore d'évaluation
- English For Information Technology TEST 1 (Time: 90 Minutes)Document30 pagesEnglish For Information Technology TEST 1 (Time: 90 Minutes)Lộc Ngô XuânPas encore d'évaluation
- Notes On Foam From SFPE HandbookDocument10 pagesNotes On Foam From SFPE HandbookkdsessionsPas encore d'évaluation
- Binary Code PowerPoint TemplateDocument36 pagesBinary Code PowerPoint TemplateAbhinand AdhiPas encore d'évaluation
- PLSQL TutorialspointDocument22 pagesPLSQL TutorialspointSatanu MaityPas encore d'évaluation
- Thinker Thought Sara HendrenDocument1 pageThinker Thought Sara HendrenNathaniel RiversPas encore d'évaluation
- Barrett Light 50Document23 pagesBarrett Light 50Zayd Iskandar Dzolkarnain Al-HadramiPas encore d'évaluation
- VDA Volume 6.3 2016 Chapter 9.1 Process Audit Action PlanDocument8 pagesVDA Volume 6.3 2016 Chapter 9.1 Process Audit Action PlanYo GoldPas encore d'évaluation
- Snare Drum: Some Entries From Various Sources (Loosely Cited)Document6 pagesSnare Drum: Some Entries From Various Sources (Loosely Cited)gljebglejebPas encore d'évaluation
- HTTP StreamsDocument8 pagesHTTP StreamsMarcelo Castro MartinoPas encore d'évaluation
- RedBull MediaHouseDocument15 pagesRedBull MediaHousedr989981Pas encore d'évaluation
- Blender 04Document38 pagesBlender 04Ana Maria100% (1)
- Specification For Foamed Concrete: by K C Brady, G R A Watts and Ivi R JonesDocument20 pagesSpecification For Foamed Concrete: by K C Brady, G R A Watts and Ivi R JonesMaria Aiza Maniwang Calumba100% (1)