Vous aimerez peut-être aussi
- Service Manual 2020 Giant E-BikeDocument106 pagesService Manual 2020 Giant E-Bikenfjdjg100% (1)
- Planetary Gear For Mounting To AC MotorDocument48 pagesPlanetary Gear For Mounting To AC MotorPrabish KumarPas encore d'évaluation
- GROB Siemens840D ISO ManualDocument251 pagesGROB Siemens840D ISO Manuallastowl100% (1)
- Rigging Guide 2019Document352 pagesRigging Guide 2019Victor KoshurnikovPas encore d'évaluation
- Vibration IntermediateDocument512 pagesVibration IntermediateSajid Rafique100% (6)
- Sabp G 023Document13 pagesSabp G 023Krishnamoorthy100% (1)
- YAMAHA Rigging Guide 2018Document320 pagesYAMAHA Rigging Guide 2018vd100% (2)
- Co MapDocument67 pagesCo MapShawon Mohammad Shahryiar100% (2)
- ME61 315 R03aDocument445 pagesME61 315 R03aJesus MedinaPas encore d'évaluation
- Wang Xiaomai Wheat Extended EssayDocument33 pagesWang Xiaomai Wheat Extended Essay王小麦Pas encore d'évaluation
- Easy Probing Renishaw PDFDocument29 pagesEasy Probing Renishaw PDFJesus MedinaPas encore d'évaluation
- H-1000-5301-01-A Creating A New Environment, Tools and Calibration of Tools Using UCCserver V4.5Document22 pagesH-1000-5301-01-A Creating A New Environment, Tools and Calibration of Tools Using UCCserver V4.5Jesus MedinaPas encore d'évaluation
- GCP-30 Series Genset ControlDocument169 pagesGCP-30 Series Genset ControlIvo TrankolovPas encore d'évaluation
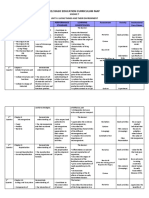
- K12 Basic Education Curriculum MapDocument10 pagesK12 Basic Education Curriculum MapMary Chriszle Domisiw100% (1)
- Mastercam Work Coordinate System TutorialDocument60 pagesMastercam Work Coordinate System TutorialJesus Medina100% (1)
- Manual de Instalaciones de Fuera de BordaDocument316 pagesManual de Instalaciones de Fuera de Bordajorge alonsoPas encore d'évaluation
- 8000a Tape Machine ManualDocument176 pages8000a Tape Machine ManualChiminald PanzeezPas encore d'évaluation
- 828D Servo OptimisationDocument64 pages828D Servo OptimisationMateus Mugnol toigoPas encore d'évaluation
- Transmision Q7 0C8 PDFDocument139 pagesTransmision Q7 0C8 PDFAlberto Morillas PueblaPas encore d'évaluation
- PRO2 09E CommissioningMM420 withStarterSW PDFDocument22 pagesPRO2 09E CommissioningMM420 withStarterSW PDFJUAN ALVAREZPas encore d'évaluation
- Fanuc: Spindle ControlDocument8 pagesFanuc: Spindle ControlTony AntonyPas encore d'évaluation
- Bench Vice AssemblyDocument3 pagesBench Vice Assemblyom_prakash1986100% (1)
- VX400 Instruction Manual - 1 PDFDocument354 pagesVX400 Instruction Manual - 1 PDFДТМ-Інжиніринг. Вестати з ЧПК, Південна Корея0% (1)
- TSG GradientDocument60 pagesTSG GradientNouraldin OwdaPas encore d'évaluation
- Operator Manual ZX200-5GDocument86 pagesOperator Manual ZX200-5Gfirman syahPas encore d'évaluation
- Rotary KnifeDocument26 pagesRotary Kniferodolfo muñoz magaña100% (1)
- Simoreg CMDocument638 pagesSimoreg CMwww.otomasyonegitimi.com100% (1)
- 03 Hoisting GearDocument89 pages03 Hoisting GearpablodcabreraPas encore d'évaluation
- ST-PRO2 Hardware and Software Commission PDFDocument33 pagesST-PRO2 Hardware and Software Commission PDFChihebJmaaPas encore d'évaluation
- Acorn Gcode Smoothing Users ManualDocument7 pagesAcorn Gcode Smoothing Users ManualIfa_BoshePas encore d'évaluation
- Solutions For The Exercises: Training For Automation and DrivesDocument39 pagesSolutions For The Exercises: Training For Automation and DrivesahmedPas encore d'évaluation
- Cam SyllabusDocument28 pagesCam SyllabusRajueswarPas encore d'évaluation
- High Speed Machining InfoDocument4 pagesHigh Speed Machining Inforpanther04Pas encore d'évaluation
- GDB400 4705 ADocument26 pagesGDB400 4705 ARodrigo PolicarpoPas encore d'évaluation
- Dancer Control Slims Down While Gaining Functionality: Success Case: Asda-A2 ServoDocument5 pagesDancer Control Slims Down While Gaining Functionality: Success Case: Asda-A2 ServoQuý Đình Mai MaiPas encore d'évaluation
- GTTZ10EJ-ML10EJ-ML340EJ OM Rev B Mar '22 509002100002 PDFDocument94 pagesGTTZ10EJ-ML10EJ-ML340EJ OM Rev B Mar '22 509002100002 PDFzanati abdelhakPas encore d'évaluation
- Operation Manual 1Document92 pagesOperation Manual 1alexis ivan hernandezPas encore d'évaluation
- Fisa Tehnica SINOBOM 4047EDocument94 pagesFisa Tehnica SINOBOM 4047ECATMAR ELECTRICPas encore d'évaluation
- Manual CSNG PDFDocument15 pagesManual CSNG PDFChristian Leandro Villarraga GonzalezPas encore d'évaluation
- Decreasing The Scrap Level For Broken Thread - Final - UpdateDocument19 pagesDecreasing The Scrap Level For Broken Thread - Final - UpdateIoana AlexandraPas encore d'évaluation
- 2016-09-19 RMHV2.1 PLC Offline Control User ManualDocument75 pages2016-09-19 RMHV2.1 PLC Offline Control User ManualjonPas encore d'évaluation
- Course RUS Graph7 NEW RuDocument140 pagesCourse RUS Graph7 NEW RuhraskoPas encore d'évaluation
- Project CNC Par1Document11 pagesProject CNC Par1Gaurav JogiPas encore d'évaluation
- SolidCAM 2014 IMachining What's NewDocument6 pagesSolidCAM 2014 IMachining What's Newsammy stiltnerPas encore d'évaluation
- SolidCAM 2014 IMachining What's NewDocument6 pagesSolidCAM 2014 IMachining What's NewPetar SavicPas encore d'évaluation
- User Manual: HGM9200/9300/9400 SeriesDocument65 pagesUser Manual: HGM9200/9300/9400 Seriesnhocti007Pas encore d'évaluation
- Lab Part IDocument4 pagesLab Part Istudy materialPas encore d'évaluation
- PRO1 01E SystemFamilyDocument38 pagesPRO1 01E SystemFamilypipikikikiPas encore d'évaluation
- Application Note: Custom Delta Robot Motor TuningDocument34 pagesApplication Note: Custom Delta Robot Motor TuningAlberto EnestrillaPas encore d'évaluation
- 10 CouplingsDocument18 pages10 CouplingsJesus MedinaPas encore d'évaluation
- SmartGen MGC100 User ManualDocument16 pagesSmartGen MGC100 User ManualDennis RobinsonPas encore d'évaluation
- User Manual: HGM7200/HGM7100 SeriesDocument67 pagesUser Manual: HGM7200/HGM7100 Seriesabduallah muhammadPas encore d'évaluation
- Status Report Trans and EngineDocument10 pagesStatus Report Trans and EngineJean Jacques ouandaPas encore d'évaluation
- SolidCAM 2015 IMachining Whats NewDocument16 pagesSolidCAM 2015 IMachining Whats Newhed_panPas encore d'évaluation
- Ev 2Document223 pagesEv 2Анѓелковска МаријаPas encore d'évaluation
- txt3093whx PDFDocument132 pagestxt3093whx PDF6tanksPas encore d'évaluation
- MTH-103D: Microprocessor-Based Tachometer/Hourmeter/TripDocument16 pagesMTH-103D: Microprocessor-Based Tachometer/Hourmeter/Tripyao nestorPas encore d'évaluation
- Operator Manual Num10xx SerieDocument393 pagesOperator Manual Num10xx SeriePius Studer100% (1)
- Greensmaster 3250-D: (Models 04384)Document307 pagesGreensmaster 3250-D: (Models 04384)Joaquim Filipe GanhaoPas encore d'évaluation
- Yamaha Gauges and Gauge KitsDocument20 pagesYamaha Gauges and Gauge KitsFilipe PratasPas encore d'évaluation
- Sinumerik840D Turn en GDocument260 pagesSinumerik840D Turn en GHaris ĆatićPas encore d'évaluation
- PCI 8134+PCI 8134A - 50 11173 1000 - 300 - enDocument175 pagesPCI 8134+PCI 8134A - 50 11173 1000 - 300 - enNg Yau JiaPas encore d'évaluation
- Full Service ManualDocument272 pagesFull Service ManualKate FraserPas encore d'évaluation
- YAKO MS-S3 User Manual-V2.1-190604Document26 pagesYAKO MS-S3 User Manual-V2.1-190604dominant cncPas encore d'évaluation
- DA98BDocument88 pagesDA98BMaría Ale ProañoPas encore d'évaluation
- 6,75$,1 7udlqlqjiru, Qgxvwu/: Course DR-G12-PM Course DR-G12-PMDocument304 pages6,75$,1 7udlqlqjiru, Qgxvwu/: Course DR-G12-PM Course DR-G12-PMFercho OePas encore d'évaluation
- 361 - 810G 820G GA2 SW2 Operating and Programming DifferenceDocument78 pages361 - 810G 820G GA2 SW2 Operating and Programming DifferenceGuillermo RamirezPas encore d'évaluation
- Step #1: KPC 8.984 9.49 8.38 7.52 19.29 5.13 0.45 3.785 3.5 Data 10 Data 11 Data 12Document9 pagesStep #1: KPC 8.984 9.49 8.38 7.52 19.29 5.13 0.45 3.785 3.5 Data 10 Data 11 Data 12Jesus MedinaPas encore d'évaluation
- 10 CouplingsDocument18 pages10 CouplingsJesus MedinaPas encore d'évaluation
- Introduction To Multiaxis Toolpaths PDFDocument52 pagesIntroduction To Multiaxis Toolpaths PDFJesus MedinaPas encore d'évaluation
- Soal Latihan Fisika Kelas 2 SmaDocument10 pagesSoal Latihan Fisika Kelas 2 SmaNisrina Azizah LubisPas encore d'évaluation
- Individual Rep p6Document16 pagesIndividual Rep p6Sedemaiwat demaiwatPas encore d'évaluation
- Motion in A Straight Line PDFDocument32 pagesMotion in A Straight Line PDFRohit SharmaPas encore d'évaluation
- Bubble Size, Gas Holdup and Bubble Velocity Profile of Some Alcohols and Commercial FrothersDocument5 pagesBubble Size, Gas Holdup and Bubble Velocity Profile of Some Alcohols and Commercial FrothersJose Luis Barrientos RiosPas encore d'évaluation
- Class9 Science Unit09 NCERT TextBook EnglishEditionDocument17 pagesClass9 Science Unit09 NCERT TextBook EnglishEditionliyaPas encore d'évaluation
- PhysicsEngg MechanicsStrengthDocument73 pagesPhysicsEngg MechanicsStrengthEunielyn SecretoPas encore d'évaluation
- Labyrinth Weir PaperDocument12 pagesLabyrinth Weir PaperErik Damgaard ChristensenPas encore d'évaluation
- Motion in 1 - D.Document20 pagesMotion in 1 - D.Ipshita PathakPas encore d'évaluation
- Newton's Second Law of MotionDocument19 pagesNewton's Second Law of MotionPauling ChiaPas encore d'évaluation
- UEME 3112 Free Turbulent JetDocument5 pagesUEME 3112 Free Turbulent Jet蒲俊雄Pas encore d'évaluation
- Kinematics Notes and Past PapersDocument38 pagesKinematics Notes and Past PapersSuhaan HussainPas encore d'évaluation
- 12.2 Rectilinear Kinematics Continuous MotionDocument21 pages12.2 Rectilinear Kinematics Continuous MotionFrancis5801100% (5)
- INNOVATIVE New Lesson PlanDocument8 pagesINNOVATIVE New Lesson PlanlekshmipriyarPas encore d'évaluation
- Reference Frames and Relative KinematicsDocument9 pagesReference Frames and Relative KinematicsGiovanni GozziniPas encore d'évaluation
- Motion in Two and Three Dimension IIDocument14 pagesMotion in Two and Three Dimension IISuraj KumarPas encore d'évaluation
- PAF Physics Online Test 1-6-1Document22 pagesPAF Physics Online Test 1-6-1think outside The box100% (2)
- Physics Formulas MaterialDocument89 pagesPhysics Formulas MaterialSathvikaPas encore d'évaluation
- Physics: Final Syllabus For NEET-UGDocument8 pagesPhysics: Final Syllabus For NEET-UGVansh SainiPas encore d'évaluation
- VectorsDocument34 pagesVectorsaryamamanPas encore d'évaluation
- Acceleration: Sunil Kumar SinghDocument6 pagesAcceleration: Sunil Kumar SinghphultushiblsPas encore d'évaluation
- 19EE5803 UNIT-4 Path Planning: Prepared by S.ChithraDocument49 pages19EE5803 UNIT-4 Path Planning: Prepared by S.ChithraTizon Star100% (1)
- Department of Education: General Physics 1Document5 pagesDepartment of Education: General Physics 1Kerwin MarasiganPas encore d'évaluation
- A Brief Description of The PrincipleDocument7 pagesA Brief Description of The Principleandrej rehakPas encore d'évaluation
- CourseworkDocument7 pagesCourseworkPaul SuciuPas encore d'évaluation
- Q1 G.PHYSICS 1 L6 Uniform Accelerated Motion 1Document19 pagesQ1 G.PHYSICS 1 L6 Uniform Accelerated Motion 1Ms.Bangalando, S STEM 11-DPas encore d'évaluation