PT.
ZUG INDUSTRY IND
Pergudangan Miami Jl. Rawa Melati Blok A
Kel. Tegal Alur - Kec. Kalideres Jakarta. Bar
Phone : (62) 21-55952077 Fax : (62) 21-55951
Email : zug@cbn.net.id
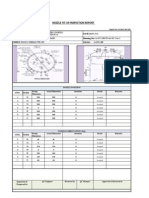
WELDING PERFORMANCE QUALIFICATIONS (WPQ)
(Section IX, ASME Boiler and Pressure Vessel Code)
IC.169/GTAW
Welder's Name Mr. Fefri Identification no. Z 61
Test Description
Identification of WPS followed 002/WPS/GTAW R.0 Test coupon
Specification and type/grade or UNS of base metal(s) SA 192 Thickness 4 mm
Testing Conditions and Qualification Limits
Welding Variables (QW-350) Actual Values R
Welding process(es) GTAW
Type (ie. Manual, semi-automatic) used MANUAL
Backing (with/ without) Without W
Plate Pipe (enter diameter if pipe or tube) O.D 60 mm Min
Base metal P- Number to P- Number P. No.1 to P. No.1 P-No. 1 t
and P
& Unassign
Filler metal or electrode specification(s) (SFA) (info only) SFA 5.18
Filler metal or electrode classification(s) (info only) ER 70S-6
Filler metal F-Number(s) F6
Consumable insert (GTAW or PAW) None
Filler Metal Product Form (solid/metal or flux cored/powder) (GTAW or PAW) Solid
Deposit thickness for each process
Process 1 : GTAW 3 layers minimum Yes No 4 mm
Process 2 : 3 layers minimum Yes No None
Position qualified (2G, 6G, 3F, etc.) 5G Plate & Pipe O
Pipe ≤ 24 in.
Fillet : Plate &
Vertical progression (uphill or downhill) Uphill
Type of fuel gas (OFW) N.A
Inert gas backing (GTAW, PAW, GMAW) None
Transfer mode (spray/globular or pulse to shot circuit-GMAW) N.A
GTAW current type/polarity (AC, DCEP, DCEN) DCEN
RESULTS
Visual Examination of Completed Weld (QW-302.4) ACCEPTED
Transverse face and root bends [QW462.3(a)] Longitudinal bends [QW-462.3(b)] Side bends (QW
Pipe bend specimen, corrosion-resistant weld metal overlay [QW-462.5(c)
Plate bend specimen, corrosion-resistant weld metal overlay [QW-462.5(d)
Pipe specimen, macro test for fusion [QW-462.5(b)] Plate specimen, macro test for fusion [QW-462.5(e)]
Type Result Type Result Type
N/A N/A N/A N/A N/A
Alternative Volumetric Examination Result (QW-191) ACCEPTED RT or UT (c
Fillet weld - fracture test (QW-181.2) N/A Length and percent of defects N/A
Fillet weld in plate [QW-462.4(b)] Fillet weld in plate [QW-462.4(b)]
Macro examination (QW-184) N/A Fillet size(in.) N/A Concavity/convexity(in.)
Other tests N/A
Film or specimens evaluated by Mr. Abdul Djalal Company PT ZUG I.I (15 WQT/III/ZII/QC-RT/14)
Mechanical tests conducted by N/A Laboratory test no. N/A
Welding supervised by Mr. Andika
We certify that the statements in this record are correct and that the test coupons were prepared, welded, and tested in accordance with
requirements of Section IX of ASME BOILER AND PRESSURE VESSEL CODE.
Photo Welder Date : March 27, 2014
Manufacturer : PT. ZUG INDUSTRY INDONESIA
Prepared by, Reviewed by, KEMENAKERTRAN
Photo Welder
Muh. Fitransyah. S.P
Welding Engineer Authorized Inspector
PT. ZUG INDUSTRY INDONESIA
Pergudangan Miami Jl. Rawa Melati Blok A. No.5
Kel. Tegal Alur - Kec. Kalideres Jakarta. Barat 11820
Phone : (62) 21-55952077 Fax : (62) 21-55951873
Email : zug@cbn.net.id
NCE QUALIFICATIONS (WPQ)
ler and Pressure Vessel Code)
IC.169/GTAW/ZUG/ASME
Z 61
t Description
Production weld
4 mm
ns and Qualification Limits
Range Qualified
GTAW
MANUAL
With or Without
Min 1 in. (25 mm) O.D.
P-No. 1 through P-No.15F, P-No.34,
and P-No.41 through P-No. 49
& Unassigned mtls of Smlr chem. Comp
to these mtls.
None
None
All F6
None
Solid
max. 8 mm
None
Plate & Pipe Over 24 in (610 mm) OD = F,V,O
Pipe ≤ 24 in. (610 mm) OD = F,V,O
Fillet : Plate & Pipe = All
Uphill
N.A
None
N.A
DCEN
RESULTS
Side bends (QW-462.2)
Plate specimen, macro test for fusion [QW-462.5(e)]
Result
N/A
UT (check one)
N/A
N/A
N/A
upons were prepared, welded, and tested in accordance with the
KEMENAKERTRANS RI
Vous aimerez peut-être aussi
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)ventas ventasPas encore d'évaluation
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocument3 pagesWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniPas encore d'évaluation
- WELDER QUALIFICATION REPORTDocument2 pagesWELDER QUALIFICATION REPORTAkash Singh TomarPas encore d'évaluation
- 385 2 Internal Gtaw+SmawDocument2 pages385 2 Internal Gtaw+Smawsubash1688Pas encore d'évaluation
- PT Montis Energy Welding Procedure SpecificationDocument4 pagesPT Montis Energy Welding Procedure SpecificationMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Mechanical Test 1Document21 pagesMechanical Test 1Manoranjan sharmaPas encore d'évaluation
- PQR-AFPL-GTAWDocument7 pagesPQR-AFPL-GTAWBala SingamPas encore d'évaluation
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalPas encore d'évaluation
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaPas encore d'évaluation
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02Pas encore d'évaluation
- QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocument2 pagesQW-451 Procedure Qualification Thickness Limits and Test SpecimensmiteshPas encore d'évaluation
- 161 Gmaw Zug Asme (Beni Kantona 3g) WPQDocument2 pages161 Gmaw Zug Asme (Beni Kantona 3g) WPQMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Pwps Asme Gtaw & SmawDocument2 pagesPwps Asme Gtaw & SmawMuhammad Fitransyah Syamsuar Putra100% (1)
- WPS List For Piping: (Asme Section Ix)Document2 pagesWPS List For Piping: (Asme Section Ix)Ali MoosaviPas encore d'évaluation
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoPas encore d'évaluation
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Pas encore d'évaluation
- Saudi Kayan Olefins Project Welding Procedure Qualification RecordDocument13 pagesSaudi Kayan Olefins Project Welding Procedure Qualification RecordMuhammedShafeeq50% (2)
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Pas encore d'évaluation
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkPas encore d'évaluation
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMPas encore d'évaluation
- W-55 PLATE ID CARDDocument6 pagesW-55 PLATE ID CARDKrishnan TnPas encore d'évaluation
- Hardness Test Report: Test Details Machine DetailsDocument1 pageHardness Test Report: Test Details Machine DetailsESHWAR CHARYPas encore d'évaluation
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- 2019 Product Catalog WebDocument104 pages2019 Product Catalog WebIan Niko100% (1)
- CV Mechanical Engineer with Extensive Experience in Oil & Gas ProjectsDocument3 pagesCV Mechanical Engineer with Extensive Experience in Oil & Gas Projectshamza brahmiPas encore d'évaluation
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruPas encore d'évaluation
- Baosteel hot rolled steel plate quality certificateDocument3 pagesBaosteel hot rolled steel plate quality certificateDang TranPas encore d'évaluation
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyPas encore d'évaluation
- Pretest Piping Punch List (Empty)Document1 pagePretest Piping Punch List (Empty)Jorge GarciaPas encore d'évaluation
- Qualification of Welding Procedures and WeldersDocument20 pagesQualification of Welding Procedures and WeldersZanuardi YahyaPas encore d'évaluation
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamPas encore d'évaluation
- WQT Record for Welder QualificationDocument1 pageWQT Record for Welder Qualificationdandiar1100% (1)
- Welding Procedure Qualification Record: Shipyard LogoDocument4 pagesWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- WPS & PQR (E Co Cr-E)Document3 pagesWPS & PQR (E Co Cr-E)HossamSAshourPas encore d'évaluation
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDocument2 pagesWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabPas encore d'évaluation
- WPS PQR-05Document10 pagesWPS PQR-05Ranjan KumarPas encore d'évaluation
- API 577: Tube-to-Tubesheet Welding Procedures and Welder QualificationsDocument1 pageAPI 577: Tube-to-Tubesheet Welding Procedures and Welder Qualificationsramzi5ben5ahmedPas encore d'évaluation
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanPas encore d'évaluation
- July weld repair rate reportDocument2 pagesJuly weld repair rate reportSalahuddin FarooquiPas encore d'évaluation
- GMAWDocument12 pagesGMAWsushant47Pas encore d'évaluation
- Quality control inspection reportDocument1 pageQuality control inspection reportKo Lin Tun0% (1)
- PQR - 152Document3 pagesPQR - 152MAT-LIONPas encore d'évaluation
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothPas encore d'évaluation
- BPV IX-16-3 QW-283 - ButteringDocument1 pageBPV IX-16-3 QW-283 - ButteringyutweldingPas encore d'évaluation
- Cert Piping W54.5Document2 pagesCert Piping W54.5SANU0% (1)
- SAIC-W-2006 Rev 8Document4 pagesSAIC-W-2006 Rev 8saravananmenmathiPas encore d'évaluation
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumPas encore d'évaluation
- WPS Api 1104Document3 pagesWPS Api 1104miguelPas encore d'évaluation
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanPas encore d'évaluation
- Sample WPS 1Document13 pagesSample WPS 1waqas pirachaPas encore d'évaluation
- WPS - 023Document10 pagesWPS - 023MAT-LION0% (1)
- Welder qualification test recordDocument3 pagesWelder qualification test recordTuTuy AnPas encore d'évaluation
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulPas encore d'évaluation
- Welder Performace Qualification Report 2014..Document132 pagesWelder Performace Qualification Report 2014..Kayra Riri ChirulPas encore d'évaluation
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Document12 pagesPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXPas encore d'évaluation
- 164 Gmaw Zug Asme (Eka Riyanto 3g) WPQDocument4 pages164 Gmaw Zug Asme (Eka Riyanto 3g) WPQMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- 165 Gmaw Zug Asme (Imam Mustofa 3g) WPQDocument4 pages165 Gmaw Zug Asme (Imam Mustofa 3g) WPQMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Program K3 2023Document2 pagesProgram K3 2023Muhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Tanda TerimaDocument2 pagesTanda TerimaMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Program K3 2023Document2 pagesProgram K3 2023Muhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Employee Hours Worked Last Three YearsDocument1 pageEmployee Hours Worked Last Three YearsMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Hydrostatic Water Filling Test ProcedureDocument1 pageHydrostatic Water Filling Test ProcedureMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Transmittal FormDocument90 pagesTransmittal FormMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Fit-Up Inspection ReportDocument1 pageFit-Up Inspection ReportMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- III EngineeringDocument1 pageIII EngineeringMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- PT BridonDocument1 pagePT BridonMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Vii CertificateDocument1 pageVii CertificateMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Laporan PiketDocument12 pagesLaporan PiketMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Manufacturing Data Record IndexDocument2 pagesManufacturing Data Record IndexMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- PT BridonDocument1 pagePT BridonMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Transmittal FormDocument90 pagesTransmittal FormMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- PQR PT Bse WPS 07Document2 pagesPQR PT Bse WPS 07Muhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- PT PrysmianDocument1 pagePT PrysmianMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Method Statement For Prediction Weld Shrinkage On StructuralDocument4 pagesMethod Statement For Prediction Weld Shrinkage On StructuralMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- CSDCDocument2 pagesCSDCMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Design Intermittent WeldingDocument5 pagesDesign Intermittent WeldingMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- 7 QC Tools Live ExampleDocument12 pages7 QC Tools Live ExampleKamlesh RanaPas encore d'évaluation
- ASR 2020 J2Prelim H2Chem P4 QP PDFDocument20 pagesASR 2020 J2Prelim H2Chem P4 QP PDFchuasioklengPas encore d'évaluation
- Electrochemical Chloride Extraction Impact on ConcreteDocument10 pagesElectrochemical Chloride Extraction Impact on ConcreteLeonardo Medina RosarioPas encore d'évaluation
- Implantable Drug Delivery SystemDocument25 pagesImplantable Drug Delivery SystemsrikanthgaliPas encore d'évaluation
- Technical Technical Technical Technical Bulletin Bulletin Bulletin BulletinDocument9 pagesTechnical Technical Technical Technical Bulletin Bulletin Bulletin Bulletinprem prakash mishraPas encore d'évaluation
- Lesson 2 - Diversity of Materials in The EnvironmentDocument46 pagesLesson 2 - Diversity of Materials in The EnvironmentGianina De LeonPas encore d'évaluation
- Tarea Semana February 7-13Document4 pagesTarea Semana February 7-13Ezequiel Santiago ColladoPas encore d'évaluation
- SN2651Document20 pagesSN2651phaniraj.kPas encore d'évaluation
- Combustion Numerical: Engr. Ghulam AbbasDocument52 pagesCombustion Numerical: Engr. Ghulam AbbasMuhammad Nasir80% (5)
- Worksheet Grade: X SUBJECT: SCIENCE (Chemistry) Chapter: Chemical Reactions and EquationsDocument2 pagesWorksheet Grade: X SUBJECT: SCIENCE (Chemistry) Chapter: Chemical Reactions and EquationsSoniaPas encore d'évaluation
- MSDS for Powder CoatingDocument5 pagesMSDS for Powder Coatingbheemannadora sappaPas encore d'évaluation
- Cashew Nut Biosorbent For Heavy Metal Ions RemovalNi PDFDocument12 pagesCashew Nut Biosorbent For Heavy Metal Ions RemovalNi PDFAnonymous YagZQlPas encore d'évaluation
- The Determination of Specific Sulfur Compounds by Capillary Gas Chromatography and Sulfur Chemiluminescence DetectionDocument12 pagesThe Determination of Specific Sulfur Compounds by Capillary Gas Chromatography and Sulfur Chemiluminescence DetectionnhanPas encore d'évaluation
- Chem7a BSN-1-J Module4Document5 pagesChem7a BSN-1-J Module4Kiana JezalynPas encore d'évaluation
- Japanese Organic Agriculture Standard for PlantsDocument12 pagesJapanese Organic Agriculture Standard for PlantsNereyda SanchezPas encore d'évaluation
- EF-MF Worksheet #2Document2 pagesEF-MF Worksheet #2Joshua GreenPas encore d'évaluation
- Industrial Regulators Application Guide VI (PROCESS GASES PRODUCTS)Document109 pagesIndustrial Regulators Application Guide VI (PROCESS GASES PRODUCTS)steeven siregarPas encore d'évaluation
- Chapter 15 Acid Base Equilibrium and BuffersDocument9 pagesChapter 15 Acid Base Equilibrium and Buffersmememe123123Pas encore d'évaluation
- Merran A. Daniel - Polyurethane Binder Systems For Polymer Bonded ExplosivesDocument34 pagesMerran A. Daniel - Polyurethane Binder Systems For Polymer Bonded ExplosivesYamveaPas encore d'évaluation
- Aerosol 1Document44 pagesAerosol 1monoj5859Pas encore d'évaluation
- PHD Thesis Samira Telschow PDFDocument179 pagesPHD Thesis Samira Telschow PDFJohn GiannakopoulosPas encore d'évaluation
- Easy-release concrete form oilDocument1 pageEasy-release concrete form oilAxel Mahya AvichenaPas encore d'évaluation
- Unilever Australia MSDSDocument5 pagesUnilever Australia MSDSarditPas encore d'évaluation
- ASTM G112 - 92 (Reapproved 2009)Document7 pagesASTM G112 - 92 (Reapproved 2009)Mohamad ZandiPas encore d'évaluation
- Accepta RO-ChemicalsDocument2 pagesAccepta RO-ChemicalssijilPas encore d'évaluation
- 220VS Compressor Oil p903-2301Document2 pages220VS Compressor Oil p903-2301stevgonPas encore d'évaluation
- Msds KlorinDocument8 pagesMsds KlorinBayu Eldino PutraPas encore d'évaluation
- C3 Hydrocarbons and Major Derivatives: Cumene and Oxo AlcoholsDocument34 pagesC3 Hydrocarbons and Major Derivatives: Cumene and Oxo AlcoholssyaPas encore d'évaluation
- Liquid Metal Embrittlement: Larissa Chiesa M. de Souza COT-736 - Téc. Est. Controle de CorrosãoDocument11 pagesLiquid Metal Embrittlement: Larissa Chiesa M. de Souza COT-736 - Téc. Est. Controle de CorrosãoLarissa Chiesa Mendonça De SouzaPas encore d'évaluation
- HybridisationDocument10 pagesHybridisationSuresh KannanPas encore d'évaluation