Vous aimerez peut-être aussi
- TM1 WDDocument124 pagesTM1 WDJohn Wilner DirectoPas encore d'évaluation
- CBLM PipeDocument44 pagesCBLM PipeAko Lang Poh100% (5)
- 3 Perform Industry CalculationsDocument90 pages3 Perform Industry CalculationsRobinson ConcordiaPas encore d'évaluation
- Training Activity Matrix SMAW NC I-COREDocument52 pagesTraining Activity Matrix SMAW NC I-COREEugenio Mates Jr.Pas encore d'évaluation
- Institutional Assessment (SMAW NC II)Document11 pagesInstitutional Assessment (SMAW NC II)greatcenter registrarPas encore d'évaluation
- CBLM Set Up Welding Equipment NC 2 OCT. 2022Document43 pagesCBLM Set Up Welding Equipment NC 2 OCT. 2022Mark KimhitaPas encore d'évaluation
- Parts of A Competency-Based Learning Material PackageDocument19 pagesParts of A Competency-Based Learning Material PackageRoedfrey OrtizPas encore d'évaluation
- Shielded Metal Arc Welding (Smaw) NC Ii: Nunilon D.CabugwangDocument24 pagesShielded Metal Arc Welding (Smaw) NC Ii: Nunilon D.CabugwangLudivino Toto Ledesma CondalorPas encore d'évaluation
- 1 Perform Pre Delivery InspectionDocument48 pages1 Perform Pre Delivery InspectionjovenalPas encore d'évaluation
- Form 4.2 Evidence of Current CompetenciesDocument5 pagesForm 4.2 Evidence of Current CompetenciesvayaPas encore d'évaluation
- Smaw NC IiDocument62 pagesSmaw NC IiMark Marasigan0% (1)
- Plan-Training Session-zabala-V1 1Document93 pagesPlan-Training Session-zabala-V1 1Reymar PalamiPas encore d'évaluation
- Supervise EditononDocument37 pagesSupervise EditononDALISAY GINGCO67% (3)
- CHIENNADocument115 pagesCHIENNAchienna omolonPas encore d'évaluation
- Conduct Competency Assessment Written Test AnswerDocument1 pageConduct Competency Assessment Written Test AnswerHarris MalakiPas encore d'évaluation
- Blank Template TMC 1 Portfolio GuidesDocument88 pagesBlank Template TMC 1 Portfolio GuidesKris LopezPas encore d'évaluation
- COMMON 4 Contribute To Quality System FINALDocument92 pagesCOMMON 4 Contribute To Quality System FINALJoyLyn Sarmiento AmitPas encore d'évaluation
- CBC Driving NC II - N. BantigueDocument70 pagesCBC Driving NC II - N. BantigueLeigh AfablePas encore d'évaluation
- Qualification: Driving NC II Unit of Competency: Drive Light VehicleDocument6 pagesQualification: Driving NC II Unit of Competency: Drive Light VehicleByron Abelita100% (1)
- Tm1 PresentationDocument27 pagesTm1 PresentationSam Louis LepitenPas encore d'évaluation
- Training Matrix Smaw NC IDocument10 pagesTraining Matrix Smaw NC IEdward LylePas encore d'évaluation
- Specific Instruction SmawDocument1 pageSpecific Instruction SmawMay Esban100% (1)
- CBLM Apply Appropriate Sealant or AdhesiveDocument33 pagesCBLM Apply Appropriate Sealant or AdhesiveMark Kevin DaitolPas encore d'évaluation
- Sto. Niño 3 Skills Training and Assessment CenterDocument19 pagesSto. Niño 3 Skills Training and Assessment CenterEmmerPas encore d'évaluation
- BARDocument2 pagesBARShallimar AlcarionPas encore d'évaluation
- 2 Housekeeping ScheduleDocument3 pages2 Housekeeping ScheduleCeloSakiPas encore d'évaluation
- MTF Template TM1Document13 pagesMTF Template TM1Gina LimPas encore d'évaluation
- Cbt-Driving NC IiDocument28 pagesCbt-Driving NC Iimary jane garcines100% (1)
- TESDA-OP-CO-05-F37 Rev - No.00-03/08/17 Computer Systems Servicing NC IiDocument1 pageTESDA-OP-CO-05-F37 Rev - No.00-03/08/17 Computer Systems Servicing NC Ii뎅라빈Pas encore d'évaluation
- Self - Assessment Guide: CONROC205-0609 Carpentry NC IIDocument1 pageSelf - Assessment Guide: CONROC205-0609 Carpentry NC IIandi2akoPas encore d'évaluation
- Lolomboy National High School Budget of Works in Automotive Servicing I (Grade 11)Document3 pagesLolomboy National High School Budget of Works in Automotive Servicing I (Grade 11)Ellaine Jill Caluag0% (1)
- Maintain Training FacilitiesDocument15 pagesMaintain Training FacilitiesrobPas encore d'évaluation
- Maintain Training Facilities: Template #1Document22 pagesMaintain Training Facilities: Template #1DALISAY GINGCO100% (1)
- Module Title: Learning Outcomes:: Unit of Competency: Practice Occupational Health and Safety ProceduresDocument2 pagesModule Title: Learning Outcomes:: Unit of Competency: Practice Occupational Health and Safety ProceduresArman SantiagoPas encore d'évaluation
- Facilitate Learning Session ScriptDocument6 pagesFacilitate Learning Session ScriptJm GajePas encore d'évaluation
- Trainers Methodology 1 PortfolioDocument120 pagesTrainers Methodology 1 PortfolioCristy Lansangan MejiaPas encore d'évaluation
- Template - Institutional AssessmentDocument13 pagesTemplate - Institutional AssessmentrobPas encore d'évaluation
- Evidence Plan: Machining NCII Turn Work Piece (Intermediate)Document12 pagesEvidence Plan: Machining NCII Turn Work Piece (Intermediate)alice jane lagsa100% (1)
- Shop LayoutDocument1 pageShop LayoutLeo Loven LumacangPas encore d'évaluation
- Evidence Plan 1Document28 pagesEvidence Plan 1cheenee dela cruzPas encore d'évaluation
- Smaw NC IiDocument61 pagesSmaw NC IiEvan James BeldadPas encore d'évaluation
- Carry Out Minor Vehicle RpasirhoviaDocument81 pagesCarry Out Minor Vehicle Rpasirhoviastoney1986Pas encore d'évaluation
- RATING SHEET FOR DEMONSTRATION SmawDocument3 pagesRATING SHEET FOR DEMONSTRATION SmawLudivino Toto Ledesma Condalor100% (2)
- Self - Assessment Guide: Shielded Metal Arc Welding (Smaw) NC Ii Weld Carbon Steel Plates and Pipes Using SMAWDocument1 pageSelf - Assessment Guide: Shielded Metal Arc Welding (Smaw) NC Ii Weld Carbon Steel Plates and Pipes Using SMAWJuliusOuanoPas encore d'évaluation
- Allowable Adjustments": Coc2 Answers To Oral QuestionsDocument3 pagesAllowable Adjustments": Coc2 Answers To Oral QuestionsOFFSHORE-ONSHORE INSTITUTE OF TECHNOLOGY INCPas encore d'évaluation
- Maintain Training FacilitiesDocument10 pagesMaintain Training FacilitiesAngelica CablinanPas encore d'évaluation
- 4 Read Interpret Apply Spec. ManualsDocument66 pages4 Read Interpret Apply Spec. ManualsCharis AbadPas encore d'évaluation
- Study Guide - Lowie GerasmiaDocument3 pagesStudy Guide - Lowie GerasmiaSeniorito LouiesitoPas encore d'évaluation
- Grade 10: GOP - Textbook FundsDocument46 pagesGrade 10: GOP - Textbook FundsCristy Gallardo100% (1)
- TLE TVL SHIELDED METAL ARC WELDING NCI ACTIVITY SHEET NO. 1 2nd QuarterDocument5 pagesTLE TVL SHIELDED METAL ARC WELDING NCI ACTIVITY SHEET NO. 1 2nd QuarterMaricar CarandangPas encore d'évaluation
- Competency Assessors' Accreditation Checklist of Requirements RequirementsDocument3 pagesCompetency Assessors' Accreditation Checklist of Requirements RequirementsEfigenia Macadaan Fontillas100% (1)
- Conduct Competency Assessment ScriptDocument4 pagesConduct Competency Assessment ScriptJm GajePas encore d'évaluation
- Automotive Servicing NC I CG - Spideylab - Com - 2017Document45 pagesAutomotive Servicing NC I CG - Spideylab - Com - 2017Cristy Pearl S. GarciaPas encore d'évaluation
- Automotive Mechanical Assembly NC IIDocument92 pagesAutomotive Mechanical Assembly NC IISkill-Power Institute, Inc Cabanatuan CityPas encore d'évaluation
- Competency Assessment Summary ResultsDocument1 pageCompetency Assessment Summary ResultsLloydie Lopez100% (1)
- Bellan BravoDocument91 pagesBellan BravoRoland Ibarra Rodriguez100% (1)
- Cblm-SmawDocument43 pagesCblm-Smawrezhablo33% (3)
- Competency-Based Learning MaterialsDocument59 pagesCompetency-Based Learning MaterialsMackreenz YumangPas encore d'évaluation
- Cblm-Smaw-Nc IDocument44 pagesCblm-Smaw-Nc IERIC NARAGAPas encore d'évaluation
- CBLM SmawDocument52 pagesCBLM SmawCE Einosas82% (60)
- SLM - Imaging and Design - Visual-Message-Using-InfographicsDocument34 pagesSLM - Imaging and Design - Visual-Message-Using-InfographicsGiovanne P LapayPas encore d'évaluation
- Module 9 and 10 Answer KeyDocument2 pagesModule 9 and 10 Answer KeyGiovanne P LapayPas encore d'évaluation
- Module 9 PretestDocument2 pagesModule 9 PretestGiovanne P Lapay100% (5)
- Module 10Document2 pagesModule 10Giovanne P Lapay100% (1)
- Good MoralDocument8 pagesGood MoralGiovanne P LapayPas encore d'évaluation
- SIP Annex 2B - Child Protection Policy Implementation ChecklistDocument2 pagesSIP Annex 2B - Child Protection Policy Implementation ChecklistJohnArgielLaurenteVictor97% (36)
- SMEA TEMPLATE 2019 - ASNHS 4thDocument44 pagesSMEA TEMPLATE 2019 - ASNHS 4thGiovanne P LapayPas encore d'évaluation
- SIP Annex 2B - Child Protection Policy Implementation ChecklistDocument2 pagesSIP Annex 2B - Child Protection Policy Implementation ChecklistJohnArgielLaurenteVictor97% (36)
- All SectionsDocument2 pagesAll SectionsGiovanne P LapayPas encore d'évaluation
- Sag-Electrical Installation and Maintenance NciiDocument3 pagesSag-Electrical Installation and Maintenance NciiCris Licsi Mantes75% (4)
- SIP Annex 2B - Child Protection Policy Implementation ChecklistDocument2 pagesSIP Annex 2B - Child Protection Policy Implementation ChecklistJohnArgielLaurenteVictor97% (36)
- SIP Annex 2B - Child Protection Policy Implementation ChecklistDocument2 pagesSIP Annex 2B - Child Protection Policy Implementation ChecklistJohnArgielLaurenteVictor97% (36)
- Sag-Electrical Installation and Maintenance NciiDocument3 pagesSag-Electrical Installation and Maintenance NciiCris Licsi Mantes75% (4)
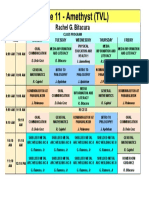
- Rachel G. Bitacura: Time Monday Tuesday Wednesday Thursday FridayDocument1 pageRachel G. Bitacura: Time Monday Tuesday Wednesday Thursday FridayGiovanne P LapayPas encore d'évaluation
- BERFDocument31 pagesBERFGiovanne P LapayPas encore d'évaluation
- Sag-Electrical Installation and Maintenance NciiDocument3 pagesSag-Electrical Installation and Maintenance NciiCris Licsi Mantes75% (4)
- Sag-Electrical Installation and Maintenance NciiDocument3 pagesSag-Electrical Installation and Maintenance NciiCris Licsi Mantes75% (4)
- TR-Electrical Installation and Maintenance NC IIDocument79 pagesTR-Electrical Installation and Maintenance NC IInhizza dawn DaligdigPas encore d'évaluation
- Fma 3: Designing Cs Application: Figure 1: Shows Where HTTP Protocol Fits in CommunicationDocument10 pagesFma 3: Designing Cs Application: Figure 1: Shows Where HTTP Protocol Fits in CommunicationGiovanne P LapayPas encore d'évaluation
- TRAINERS METHODOLOGY Plan Training SessionsDocument301 pagesTRAINERS METHODOLOGY Plan Training SessionsTesda Bcat100% (2)
- The Great InvocationDocument1 pageThe Great InvocationGiovanne P LapayPas encore d'évaluation
- Saln 2013 FormDocument4 pagesSaln 2013 FormReyden_DepEd100% (1)
- Tech Uddeholm Die Casting ENDocument24 pagesTech Uddeholm Die Casting ENSajal GoelPas encore d'évaluation
- ME3382-MT Lab Manual Part-1Document112 pagesME3382-MT Lab Manual Part-1KIRTHIVASAN K V D 905250% (2)
- Side Pocket Mandral PDFDocument27 pagesSide Pocket Mandral PDFwajihhasnainPas encore d'évaluation
- Common Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsDocument9 pagesCommon Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsradziPas encore d'évaluation
- Application Form For CSWIP 5 Year Renewal (Overseas) - v6Document7 pagesApplication Form For CSWIP 5 Year Renewal (Overseas) - v6Sheik MohamedPas encore d'évaluation
- Welding Procedure For BOXNR Wagon (WPS)Document8 pagesWelding Procedure For BOXNR Wagon (WPS)Shekher NikhilPas encore d'évaluation
- Mig Welding - Setting InductanceDocument7 pagesMig Welding - Setting InductanceahmedPas encore d'évaluation
- Titanium Alloys For Marine Application: I.V. GoryninDocument5 pagesTitanium Alloys For Marine Application: I.V. GorynindingdongPas encore d'évaluation
- SP2552-2-15-1 IOM 12 T CraneDocument246 pagesSP2552-2-15-1 IOM 12 T CranekodrysPas encore d'évaluation
- Socket Weld Fittings General - Definition and DetailsDocument8 pagesSocket Weld Fittings General - Definition and DetailsdavePas encore d'évaluation
- WeldingDocument15 pagesWeldingTone Ratanalert100% (1)
- Spot Welding Rev0.0Document44 pagesSpot Welding Rev0.0santhoshPas encore d'évaluation
- Asp-012-01 Rev.1-BhtDocument7 pagesAsp-012-01 Rev.1-BhtbanglvhPas encore d'évaluation
- Smaw NC IiDocument62 pagesSmaw NC IiMark Marasigan0% (1)
- Detailed Information On Acetylene GeneratorsDocument2 pagesDetailed Information On Acetylene GeneratorspaulitagomezPas encore d'évaluation
- SHS-WWW Polsteel Co - Uk-Nr-Str PDFDocument5 pagesSHS-WWW Polsteel Co - Uk-Nr-Str PDFMuhammad ArslanPas encore d'évaluation
- E164 PDFDocument23 pagesE164 PDFALEXIS MARTINEZ100% (1)
- ABS - Guide For Certification of Offshore Mooring Chain PDFDocument55 pagesABS - Guide For Certification of Offshore Mooring Chain PDFIbrahim RahmatullahPas encore d'évaluation
- Carta Maestra de Soldadura y CortDocument7 pagesCarta Maestra de Soldadura y CortAlejandro Del Valle TovarPas encore d'évaluation
- 3.HDPE Pipes CatalogueDocument30 pages3.HDPE Pipes CatalogueZain ZulfiqarPas encore d'évaluation
- ASTM A403-A403M-07aDocument8 pagesASTM A403-A403M-07aNadhiraPas encore d'évaluation
- MTK 1032 Mechanical CuttingDocument17 pagesMTK 1032 Mechanical CuttingMR FIKRIPas encore d'évaluation
- p01 Dyopox Shop Primer Kaynak Tip Onay SertifikasiDocument2 pagesp01 Dyopox Shop Primer Kaynak Tip Onay SertifikasiNuman BademPas encore d'évaluation
- Vinoth CVDocument5 pagesVinoth CVNikhatRizaviPas encore d'évaluation
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- GSE Data SheetsDocument76 pagesGSE Data SheetsKelly BatesPas encore d'évaluation
- Finite Element Model For Welding Heat SourcesDocument7 pagesFinite Element Model For Welding Heat SourcesMukesh JindalPas encore d'évaluation
- E1208 720Document7 pagesE1208 720gerardomediavillaepnPas encore d'évaluation
- Electric Resistance WeldingDocument8 pagesElectric Resistance WeldingCrystal ElliottPas encore d'évaluation
- Leak Testing ASNT - Questions - and - Answers - Levels - Book PDFDocument37 pagesLeak Testing ASNT - Questions - and - Answers - Levels - Book PDFJohn D100% (5)