Vous aimerez peut-être aussi
- Diseño de Reactor para La Producción de EstirenoDocument14 pagesDiseño de Reactor para La Producción de EstirenoCarlos RamírezPas encore d'évaluation
- Síntesis Del Amoniaco Segunda UnidadDocument9 pagesSíntesis Del Amoniaco Segunda Unidadricho_garcia123Pas encore d'évaluation
- PIA Termo Eq.2Document23 pagesPIA Termo Eq.2Gabriel GarciaPas encore d'évaluation
- Producción de Acetato de Butilo y Dimétil ÉterDocument15 pagesProducción de Acetato de Butilo y Dimétil ÉterJohan ACPas encore d'évaluation
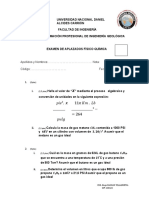
- Evaluación Aplazados Físico QuímicaDocument4 pagesEvaluación Aplazados Físico QuímicaJhan Carlos Alania AldanaPas encore d'évaluation
- Parcial 2 Maquinas Térmicas 2018Document12 pagesParcial 2 Maquinas Térmicas 2018pftnfhcqn6Pas encore d'évaluation
- ControlDocument9 pagesControlDayis ChikisPas encore d'évaluation
- Problemas de Aplicación de Reactores Ideales - Garcia, Rique, Sanchez, Taboada & UrbanoDocument18 pagesProblemas de Aplicación de Reactores Ideales - Garcia, Rique, Sanchez, Taboada & UrbanoTABOADA ESTRADA DANIELA GIMENAPas encore d'évaluation
- Proyecto SMRDocument10 pagesProyecto SMRPaola Brito SierraPas encore d'évaluation
- BMyE 2020-1 Serie 1Document3 pagesBMyE 2020-1 Serie 1Alex RamosPas encore d'évaluation
- Planta MTBE 4 ReactoresDocument9 pagesPlanta MTBE 4 ReactoresJosé GalindoPas encore d'évaluation
- Trabajo N3 de Ingenieria de Las Reacciones II-CAMPOS CARDENAS JULIO CESARDocument8 pagesTrabajo N3 de Ingenieria de Las Reacciones II-CAMPOS CARDENAS JULIO CESARJulio Campos CardenasPas encore d'évaluation
- Proyecto FinalDocument5 pagesProyecto FinalAZALEA LARA GARCIAPas encore d'évaluation
- Guia 3er ParcialDocument7 pagesGuia 3er ParcialRAQUEL CHACÓN JARRO0% (1)
- Produccion de Benceno Equipo 3 PDFDocument4 pagesProduccion de Benceno Equipo 3 PDFPaulo GrajalesPas encore d'évaluation
- TermoDocument6 pagesTermochvnPas encore d'évaluation
- Diseño de Un CSTR No Isotérmico-Entrega I G6Document9 pagesDiseño de Un CSTR No Isotérmico-Entrega I G6MARIA PAULINA MARTINEZ ARROYAVEPas encore d'évaluation
- Cambiador de calor de tubos concéntricosDocument11 pagesCambiador de calor de tubos concéntricosBrandon Alba50% (2)
- Deber 4Document7 pagesDeber 4Jimmy Ocaña MonteroPas encore d'évaluation
- Diseño de Reactores 2Document4 pagesDiseño de Reactores 2Raul Obando Cayllahua MendozaPas encore d'évaluation
- Suspension ConsumopotenciaDocument5 pagesSuspension ConsumopotenciaErick ÁvalosPas encore d'évaluation
- Calcular propiedades termodinámicas de procesos gaseososDocument13 pagesCalcular propiedades termodinámicas de procesos gaseososLuis Blanco PiñellaPas encore d'évaluation
- Reactor BatchDocument12 pagesReactor BatchELIZABETHPas encore d'évaluation
- Aceite AguaDocument9 pagesAceite AguaFrank Macias BravoPas encore d'évaluation
- Base para El Diseño de Un ReactorDocument4 pagesBase para El Diseño de Un ReactorJosu VillalobosPas encore d'évaluation
- PIA - Reporte de Termodinamica de Los Procesos-1Document10 pagesPIA - Reporte de Termodinamica de Los Procesos-1Gilberto PaezPas encore d'évaluation
- Taller 1 - IRHDocument14 pagesTaller 1 - IRHJulián MelladoPas encore d'évaluation
- Guia de Ejercicios 3Document6 pagesGuia de Ejercicios 3Jhoselyn Pijuan ViscarraPas encore d'évaluation
- Informe Reactor Batch AdiabaticoDocument26 pagesInforme Reactor Batch AdiabaticoAntonio Eduardo Manchego ChamorroPas encore d'évaluation
- MOYOPAMPA MonografiaDocument21 pagesMOYOPAMPA Monografiaうえるた れんそPas encore d'évaluation
- Guía10 - PRQ500 - 2PDocument7 pagesGuía10 - PRQ500 - 2PBladimir Alex Quispe RochaPas encore d'évaluation
- Trabajo de - RecuperacionDocument6 pagesTrabajo de - RecuperacionJeancarlos BonillaPas encore d'évaluation
- DISEÑO - REACTOR TubularDocument11 pagesDISEÑO - REACTOR TubularDiana AcostaPas encore d'évaluation
- Salicilato de MetiloDocument10 pagesSalicilato de MetiloGabriela Nohemy Nuñez RodriguezPas encore d'évaluation
- PRACTICA 2 - 4to ParcialDocument5 pagesPRACTICA 2 - 4to ParcialRodriguez MamaniPas encore d'évaluation
- Anexo 4Document15 pagesAnexo 4Miguel Galvez MorenoPas encore d'évaluation
- 3.1 ExperimentacionDocument8 pages3.1 Experimentacionjonathan.garcia2912Pas encore d'évaluation
- Circuitos CA Elementos BásicosDocument16 pagesCircuitos CA Elementos BásicosdanyPas encore d'évaluation
- FMT - Sesión 5a-Ciclo Brayton - ProblemasDocument15 pagesFMT - Sesión 5a-Ciclo Brayton - ProblemasalexisPas encore d'évaluation
- EnunciadosDocument10 pagesEnunciadosJavier Villegas Hidalgo100% (1)
- Semana 3Document30 pagesSemana 3Francisco Javier Cárdenas TorresPas encore d'évaluation
- Solucion de 1er-Set-MN-FERNANDEZ CACERES Miguel AngelDocument13 pagesSolucion de 1er-Set-MN-FERNANDEZ CACERES Miguel AngelAlexis Yairs Romero MunarizPas encore d'évaluation
- Equipos de BombeoDocument28 pagesEquipos de BombeoJhannia Alejandra Blas JimenezPas encore d'évaluation
- 2019-II MN216 Informe 6 Mecánica de Fluidos I FIM - UNIDocument28 pages2019-II MN216 Informe 6 Mecánica de Fluidos I FIM - UNIALEXANDER EMANUEL ISIDRO OLLEROPas encore d'évaluation
- Previo 4 PFRDocument5 pagesPrevio 4 PFRNataliSotoRojasPas encore d'évaluation
- Ejercicio 4-5 - FoglerDocument8 pagesEjercicio 4-5 - FoglerBryan Anthony Aranda Castillo0% (1)
- Laboratorio de ReaccionesDocument33 pagesLaboratorio de ReaccionesMARLONPas encore d'évaluation
- Ejercicio 2.7.4Document9 pagesEjercicio 2.7.4nuaxdPas encore d'évaluation
- Termo Tema 5Document7 pagesTermo Tema 5Carolina CastroPas encore d'évaluation
- Soluciones de problemas de ingeniería estructuralDocument57 pagesSoluciones de problemas de ingeniería estructuralPepe MenPas encore d'évaluation
- PolymatDocument32 pagesPolymatMaria vegaPas encore d'évaluation
- PolyyDocument32 pagesPolyyMaria vegaPas encore d'évaluation
- TermoIQ - Resolución Propuesta de Problemas Seleccionados - Rev. 2023Document20 pagesTermoIQ - Resolución Propuesta de Problemas Seleccionados - Rev. 2023Juegaso GamesPas encore d'évaluation
- Ejemplo de Opex-Capex F - TFI - de Lelis - IacobelliDocument32 pagesEjemplo de Opex-Capex F - TFI - de Lelis - IacobelliLuciano Gastón FleytasPas encore d'évaluation
- Informe Reactor Batch AdiabaticoDocument26 pagesInforme Reactor Batch AdiabaticoAnonymous EzFnUb4Q6UPas encore d'évaluation
- Calculo U Diseño de Sistema de Conduccion AbiertaDocument42 pagesCalculo U Diseño de Sistema de Conduccion AbiertaJoelPas encore d'évaluation
- Termodinámica - Tipo A Examen FinalDocument5 pagesTermodinámica - Tipo A Examen FinalRyuzaki KuroShin クロしんPas encore d'évaluation
- Problemas resueltos de Hidráulica de CanalesD'EverandProblemas resueltos de Hidráulica de CanalesÉvaluation : 4.5 sur 5 étoiles4.5/5 (7)
- Ingeniería química. Soluciones a los problemas del tomo ID'EverandIngeniería química. Soluciones a los problemas del tomo IPas encore d'évaluation
- Casos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSD'EverandCasos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSÉvaluation : 4.5 sur 5 étoiles4.5/5 (7)
- Oi - Manual A1 A2 A3 - 4040 - Es en FR - V1.0Document116 pagesOi - Manual A1 A2 A3 - 4040 - Es en FR - V1.0Mauricio BarrazaPas encore d'évaluation
- Teoria MonetariaDocument17 pagesTeoria MonetariaEsteban RiveraPas encore d'évaluation
- Descripcion de Bases de DisenoDocument14 pagesDescripcion de Bases de DisenoChristian Jesus Malagon ForeroPas encore d'évaluation
- En México y El Mundo Los Biomateriales Son Utilizados Con Distintos PropósitosDocument1 pageEn México y El Mundo Los Biomateriales Son Utilizados Con Distintos PropósitosEsteban RiveraPas encore d'évaluation
- E-5101-Ah-0022 (1 de 5)Document1 pageE-5101-Ah-0022 (1 de 5)Esteban RiveraPas encore d'évaluation
- Propiedadestermodinamicas 14534Document18 pagesPropiedadestermodinamicas 14534MASTER_SANDMANPas encore d'évaluation
- Parámetros Requeridos en El Diseño de Separadores para Manejar Mezclas Gas PDFDocument6 pagesParámetros Requeridos en El Diseño de Separadores para Manejar Mezclas Gas PDFJuanPas encore d'évaluation
- Diseño de Plantas de Compresion de GasDocument11 pagesDiseño de Plantas de Compresion de GasMauro Fernandez100% (1)
- Sistema de 2do OrdenDocument15 pagesSistema de 2do OrdenHERMAN JR.Pas encore d'évaluation
- E-5100-AH-0003 REV.1-ModelDocument1 pageE-5100-AH-0003 REV.1-ModelEsteban RiveraPas encore d'évaluation
- Reducción de Tamaño de Partículas - Tema 3Document35 pagesReducción de Tamaño de Partículas - Tema 3Esteban RiveraPas encore d'évaluation
- Ejercicio L-VDocument3 pagesEjercicio L-VEsteban RiveraPas encore d'évaluation
- Destilacion Metodos RigurososDocument50 pagesDestilacion Metodos RigurososYair Narváez de la Cruz100% (1)
- Reformado CataliticoDocument51 pagesReformado Cataliticopolimero13100% (4)
- Dinámica de Una Partícula - Tema 4Document22 pagesDinámica de Una Partícula - Tema 4Esteban RiveraPas encore d'évaluation
- Borrador LTP Suturas Corregido 2Document112 pagesBorrador LTP Suturas Corregido 2Esteban RiveraPas encore d'évaluation
- Ecuación de conducción térmica UDocument10 pagesEcuación de conducción térmica Uyamicris80% (5)
- OperacionesDocument4 pagesOperacionesEsteban RiveraPas encore d'évaluation
- La Selección Apropiada Del Material de Aislamiento Es Un ArteDocument7 pagesLa Selección Apropiada Del Material de Aislamiento Es Un ArteEsteban RiveraPas encore d'évaluation
- Sistemas de Manantiales Submarinos 2Document7 pagesSistemas de Manantiales Submarinos 2Alexander Escobar MoralesPas encore d'évaluation
- Toma de Muestras de SuelosDocument13 pagesToma de Muestras de SuelosSergio López SantiagoPas encore d'évaluation
- 17.aparatos Sanitarios y AccesoriosDocument16 pages17.aparatos Sanitarios y AccesoriosValeria PinzonPas encore d'évaluation
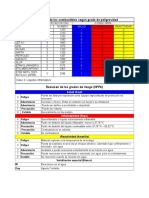
- Codigos Nfpa Onu CombustiblesDocument2 pagesCodigos Nfpa Onu CombustiblesEdson Arica Raymundo100% (1)
- Matriz Identificacion Recursos EnergéticosDocument14 pagesMatriz Identificacion Recursos EnergéticosAle LuceroPas encore d'évaluation
- Copia de DesviacionesDocument33 pagesCopia de DesviacionesAnonymous FMzcBePZUPas encore d'évaluation
- Proyecto de Torno FinalDocument27 pagesProyecto de Torno FinalJuan Carlos Lima PaucarPas encore d'évaluation
- Partes e Equipos de Superficie Cabezal de PozoDocument50 pagesPartes e Equipos de Superficie Cabezal de PozoFranz Gustavo Vargas MamaniPas encore d'évaluation
- Rto 004 Ayaviri-18-01-20Document2 pagesRto 004 Ayaviri-18-01-20EDUARDITO trujilloPas encore d'évaluation
- Limpieza UrbanaDocument34 pagesLimpieza UrbanaEliamny MoralesPas encore d'évaluation
- Curtido de PielesDocument4 pagesCurtido de PielesMarisol Cruz AnayaPas encore d'évaluation
- Gestión integral residuos peligrososDocument1 pageGestión integral residuos peligrososKatherin sierraPas encore d'évaluation
- Construccion II-cap10 EncofradosDocument39 pagesConstruccion II-cap10 Encofradosrujo2011hPas encore d'évaluation
- Marco ConceptualDocument15 pagesMarco ConceptualRicardo CastilloPas encore d'évaluation
- Adquisicion de Maquinaria, Equipos y Herramientas - Equipo MecanicoDocument18 pagesAdquisicion de Maquinaria, Equipos y Herramientas - Equipo MecanicoKarmen BenavidesPas encore d'évaluation
- Hornos de InduccionDocument22 pagesHornos de InduccionAbrahamMoisesMatamorosMinayaPas encore d'évaluation
- Análisis de DesgasteDocument300 pagesAnálisis de DesgasteFernando Pontigo100% (2)
- Explosivos Dyno SamexDocument34 pagesExplosivos Dyno SamexEdwin Quina ValenciaPas encore d'évaluation
- Guia para El Manejo de Aceites UsadosDocument6 pagesGuia para El Manejo de Aceites Usadosjedy44Pas encore d'évaluation
- Catalogoblk - Manguitos de FijacionDocument22 pagesCatalogoblk - Manguitos de FijacionPanchoMiyamotoPas encore d'évaluation
- 3 Proceso UnitarioDocument27 pages3 Proceso UnitarioYuliana Nátaly C'BernalPas encore d'évaluation
- Graco 495Document57 pagesGraco 495Carla Benavides BarriaPas encore d'évaluation
- Practica Procesos en LáminaDocument5 pagesPractica Procesos en LáminaNayda Pérez33% (3)
- Capitulo ViiDocument6 pagesCapitulo ViiVanessa OcapanaPas encore d'évaluation
- Fuerza y - Microestructura de Eco-Hormigón Producido A Partir de Residuos Vidrio Como Reemplazo Parcial y Completo de La Arena - En.esDocument19 pagesFuerza y - Microestructura de Eco-Hormigón Producido A Partir de Residuos Vidrio Como Reemplazo Parcial y Completo de La Arena - En.esCesar Idrogo MontalvoPas encore d'évaluation
- Proceso de MetalizadoDocument35 pagesProceso de MetalizadoClaudio Navarrete LundínPas encore d'évaluation
- Evaluación e Inspeccion de HerramientasDocument10 pagesEvaluación e Inspeccion de HerramientasMarcelo Ruiz CuyulPas encore d'évaluation
- Piso Concreto Pulido y EpoxicoDocument4 pagesPiso Concreto Pulido y EpoxicoDann93Pas encore d'évaluation
- Un Veneno para El Mar y La SaludDocument1 pageUn Veneno para El Mar y La SaludBiblioteca Carmelitas-SecundariaPas encore d'évaluation
- Informe #1 - Modulo de CaudalDocument11 pagesInforme #1 - Modulo de CaudalKevin Yacha RicaldiPas encore d'évaluation