Vous aimerez peut-être aussi
- API Spec 6A 21st Edition ChangesDocument43 pagesAPI Spec 6A 21st Edition ChangesQuality controller83% (6)
- Bramor User ManualDocument240 pagesBramor User ManualsilivondelaPas encore d'évaluation
- WheelsUpBrochure PDFDocument18 pagesWheelsUpBrochure PDFAnonymous lnrmAXPas encore d'évaluation
- TATA LPT-613 Parts Catalog PDFDocument260 pagesTATA LPT-613 Parts Catalog PDFJörgen Mannberg100% (1)
- Over and Above Hermes 900Document2 pagesOver and Above Hermes 900anon_707480647Pas encore d'évaluation
- 02 GEA MIOne Sampler Manual 2017Document98 pages02 GEA MIOne Sampler Manual 2017Rafael DupontPas encore d'évaluation
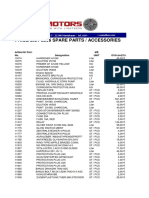
- Price List 2006 Spare Parts / Accessories: Artikel-Nr Part-No. Designation ME Unit OVH Alv22%Document52 pagesPrice List 2006 Spare Parts / Accessories: Artikel-Nr Part-No. Designation ME Unit OVH Alv22%Vesa KemppainenPas encore d'évaluation
- Seepex Manual BN-5-6LS-up-to-35-6LS-ENDocument84 pagesSeepex Manual BN-5-6LS-up-to-35-6LS-ENPrakhar TandonPas encore d'évaluation
- Foaming InstructionDocument25 pagesFoaming InstructionQuang HoangPas encore d'évaluation
- Tattu Plus 22000mah 22.2VDocument3 pagesTattu Plus 22000mah 22.2VkevinluepkePas encore d'évaluation
- DroneDocument167 pagesDronemurad6a9Pas encore d'évaluation
- Conceito de Operações (CONOPS) - Rio de JaneiroDocument82 pagesConceito de Operações (CONOPS) - Rio de JaneiroRenan NunesPas encore d'évaluation
- 15-S76A PWR PlantDocument65 pages15-S76A PWR PlantDom Lenhard100% (1)
- Sesar ConopsDocument214 pagesSesar ConopsDaniel Stanescu100% (1)
- Lilium AnalysisDocument35 pagesLilium AnalysisrmcdoPas encore d'évaluation
- 09 FuelDocument61 pages09 FuelRubens CostaPas encore d'évaluation
- Atomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewDocument52 pagesAtomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewTien Din TranPas encore d'évaluation
- Spray Dryers Drynetics Brochure 2012 05 en Tcm11 29468Document4 pagesSpray Dryers Drynetics Brochure 2012 05 en Tcm11 29468qaiser khanPas encore d'évaluation
- PL Ba 111 2400 00003Document21 pagesPL Ba 111 2400 00003السماني احمدPas encore d'évaluation
- SYMTEC ADMIX AllProdBrochureDocument20 pagesSYMTEC ADMIX AllProdBrochureRodolfo RuaroPas encore d'évaluation
- Hi Shear GranulatorDocument1 pageHi Shear GranulatoreddyteranvacaPas encore d'évaluation
- Process Description of Powdered Orange JuiceDocument18 pagesProcess Description of Powdered Orange JuiceAjith RajapakshaPas encore d'évaluation
- As 2913-2000 Evaporative Air-Conditioning EquipmentDocument7 pagesAs 2913-2000 Evaporative Air-Conditioning EquipmentSAI Global - APACPas encore d'évaluation
- SANOVO Spray Drying - BoxDocument5 pagesSANOVO Spray Drying - BoxCornelius Toni KuswandiPas encore d'évaluation
- Code of Practice FOR Sales and Engineering Process Plants and EquipmentDocument3 pagesCode of Practice FOR Sales and Engineering Process Plants and EquipmentparapencarituhanPas encore d'évaluation
- Technical Spec Equipment Food 23-07-2021Document184 pagesTechnical Spec Equipment Food 23-07-2021Subhra AddisPas encore d'évaluation
- Roadmap FY2013-2038 PDFDocument169 pagesRoadmap FY2013-2038 PDFAlexanderPas encore d'évaluation
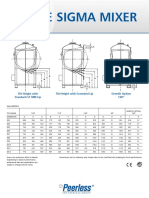
- Sigma MixerDocument2 pagesSigma Mixermmk111Pas encore d'évaluation
- G450 Spec SheetDocument4 pagesG450 Spec SheetNikolayPas encore d'évaluation
- En Sofraden Blades Mixer Mib-MicDocument4 pagesEn Sofraden Blades Mixer Mib-MicreyesdavidPas encore d'évaluation
- NETZSCH Steam Jet Mill S-Jet eDocument20 pagesNETZSCH Steam Jet Mill S-Jet ejojibaPas encore d'évaluation
- 3-A Symbol Holders List - October 20, 2010: 3-A Standard Company Name Auth # City Stateorprovinc CountryDocument29 pages3-A Symbol Holders List - October 20, 2010: 3-A Standard Company Name Auth # City Stateorprovinc Countryhugo737977Pas encore d'évaluation
- Mit 1. Introduction To CFDDocument7 pagesMit 1. Introduction To CFDkulov1592Pas encore d'évaluation
- 11-Auxiliary Power SystemDocument70 pages11-Auxiliary Power SystemRubens Costa100% (1)
- Instructions Design Laboratory Production Animal Vaccine Cell CultureDocument56 pagesInstructions Design Laboratory Production Animal Vaccine Cell CultureRasu KuttyPas encore d'évaluation
- 5l Glass FermenterDocument17 pages5l Glass FermenterRobert Jahirzinho Machaca MamaniPas encore d'évaluation
- No Compromise. Just FlyDocument20 pagesNo Compromise. Just FlySubhasreePas encore d'évaluation
- Models 47G-3B & 47G-3B-1: 1 JUNE 1965Document347 pagesModels 47G-3B & 47G-3B-1: 1 JUNE 1965waowen90Pas encore d'évaluation
- ViscosityDocument7 pagesViscositykiran2381Pas encore d'évaluation
- Spray Dryer Machine Manufacturer - Freeze Dryer Machine Manufacturer and SupplierDocument5 pagesSpray Dryer Machine Manufacturer - Freeze Dryer Machine Manufacturer and SupplierLabultima processPas encore d'évaluation
- Hermes 90 UAV SYSTEMDocument2 pagesHermes 90 UAV SYSTEMJohn FeltPas encore d'évaluation
- 10.1201 9780429055133 Previewpdf PDFDocument102 pages10.1201 9780429055133 Previewpdf PDFPipee AndreesPas encore d'évaluation
- Features: Shanghai Lapar Control Valve Co., Ltd. Page 1 of 3 Shanghai Xianshun Machinery Co., LTDDocument3 pagesFeatures: Shanghai Lapar Control Valve Co., Ltd. Page 1 of 3 Shanghai Xianshun Machinery Co., LTDUmar MuhammadPas encore d'évaluation
- 10 NGSDocument38 pages10 NGSRubens CostaPas encore d'évaluation
- Cessna 208b Grand CaravanDocument2 pagesCessna 208b Grand CaravanMakhou LadoumPas encore d'évaluation
- Whey Protein Nitrogen Index A21aDocument6 pagesWhey Protein Nitrogen Index A21aDinesh Kumar BansalPas encore d'évaluation
- INFORS HT White Paper Continuous CultureDocument6 pagesINFORS HT White Paper Continuous CulturebioclonePas encore d'évaluation
- GEA Atlas Pilot Freeze Drying PlantDocument2 pagesGEA Atlas Pilot Freeze Drying PlantCordero Julio100% (1)
- 7000 Flow Control ValvesDocument51 pages7000 Flow Control Valvesadyro12100% (1)
- 17 Landing GearDocument104 pages17 Landing GearRubens CostaPas encore d'évaluation
- Bilgemaster 200 PDFDocument7 pagesBilgemaster 200 PDFbanerjeeamlanPas encore d'évaluation
- Actuadores Neumáticos e HidraulicosDocument8 pagesActuadores Neumáticos e HidraulicosdavidnpsPas encore d'évaluation
- 2009 Final Report CompressedDocument298 pages2009 Final Report CompressedMammukyPas encore d'évaluation
- Spray Dryer ProblemDocument2 pagesSpray Dryer Problemaravind1997murali0% (2)
- 4.1.6 Technology Report Pulsed Combustion Drying KudraDocument13 pages4.1.6 Technology Report Pulsed Combustion Drying Kudra1mmahoneyPas encore d'évaluation
- Airport Compatibility 737-600Document24 pagesAirport Compatibility 737-600Diaconescu AlexandruPas encore d'évaluation
- Concept of Operations ManagementDocument5 pagesConcept of Operations ManagementSoe LeiPas encore d'évaluation
- HLR Rotary Lobe Pump: Installation, Service and Maintenance InstructionsDocument44 pagesHLR Rotary Lobe Pump: Installation, Service and Maintenance InstructionsabhairulzPas encore d'évaluation
- De-Anti Icing of Aircraft On The Ground-Technical Information FormDocument48 pagesDe-Anti Icing of Aircraft On The Ground-Technical Information FormMurat DemirbaşPas encore d'évaluation
- Bell 407GXi - Product Specifications 2021Document35 pagesBell 407GXi - Product Specifications 2021Sergey FilatovPas encore d'évaluation
- GEA Westfalia Separator HYCONDocument1 pageGEA Westfalia Separator HYCONAbdulAbdulPas encore d'évaluation
- Aircraft General Knowledge: Hydraulics and Landing GearDocument53 pagesAircraft General Knowledge: Hydraulics and Landing GearRizkinsya IlhamPas encore d'évaluation
- Inoxpa Standard Tank Agitator PDFDocument6 pagesInoxpa Standard Tank Agitator PDFsatishPas encore d'évaluation
- Sterilmatic: Digital Electric Sterilizer Installation - Operation - MaintenanceDocument21 pagesSterilmatic: Digital Electric Sterilizer Installation - Operation - MaintenanceNoel GarciaPas encore d'évaluation
- Design of Obround Flange For Pressure Vessel Application by Analytical Method and FEA To Comply With ASME CodeDocument11 pagesDesign of Obround Flange For Pressure Vessel Application by Analytical Method and FEA To Comply With ASME CodeFelip PrietoPas encore d'évaluation
- en Operating Instructions VEGAPULS 62 4 ... 20 MA HART Four Wire (Plics)Document76 pagesen Operating Instructions VEGAPULS 62 4 ... 20 MA HART Four Wire (Plics)Deny SafariPas encore d'évaluation
- Vakve Pressure TestingDocument11 pagesVakve Pressure TestingShubhajit ChakrabortyPas encore d'évaluation
- Chave de N¡vel Vibratoria - Nivoswith - R400-500Document2 pagesChave de N¡vel Vibratoria - Nivoswith - R400-500raphaelpessPas encore d'évaluation
- Siemens Lr560 Hart ManualDocument157 pagesSiemens Lr560 Hart ManualmichaelPas encore d'évaluation
- Platina 125 SPCDocument67 pagesPlatina 125 SPCmuheetPas encore d'évaluation
- TP MP Guide System UpdateDocument18 pagesTP MP Guide System UpdateWangwen ZhaoPas encore d'évaluation
- Senior Flexonics Metal Hose Catalogue PDFDocument40 pagesSenior Flexonics Metal Hose Catalogue PDFAnonymous nw5AXJqjdPas encore d'évaluation
- Figure NC-4427-1 Fillet and Socket Weld Details and DimensionsDocument4 pagesFigure NC-4427-1 Fillet and Socket Weld Details and DimensionsdietersimaPas encore d'évaluation
- BAJAJ Pulsar 150 UG5 BSIVDocument78 pagesBAJAJ Pulsar 150 UG5 BSIVGian Marco ArroyoPas encore d'évaluation
- Messko Product Catalogue Transformer SolutionsDocument28 pagesMessko Product Catalogue Transformer SolutionsVahidPas encore d'évaluation
- FZ150 Vixion NVL Fuel TankDocument3 pagesFZ150 Vixion NVL Fuel TankmuhammadhasanibmtPas encore d'évaluation
- TC 55-57 MaquinaDocument381 pagesTC 55-57 MaquinaAdemir BernardinoPas encore d'évaluation
- Bomba Gorman RuppDocument15 pagesBomba Gorman RuppdenisPas encore d'évaluation
- Packing List - TRANSPORTDocument11 pagesPacking List - TRANSPORTTerluka DalamPas encore d'évaluation
- CHDS Fchmber 141002 PDFDocument4 pagesCHDS Fchmber 141002 PDFVils ArabadzhievaPas encore d'évaluation
- 1151 AP, GP, DP Level Pressure Transmitter PDFDocument26 pages1151 AP, GP, DP Level Pressure Transmitter PDFAndres DeulofeuPas encore d'évaluation
- Yamaha Grizzly 350 1ns1 - 2012Document74 pagesYamaha Grizzly 350 1ns1 - 2012Elizabeth Lopez HernandezPas encore d'évaluation
- FRP GRP GRE StandardsDocument4 pagesFRP GRP GRE StandardsT. LimPas encore d'évaluation
- BIQ EnglishDocument38 pagesBIQ EnglishkiyotakaayaPas encore d'évaluation
- MasterSeries 860 Specification SheetDocument2 pagesMasterSeries 860 Specification SheetFEBCOPas encore d'évaluation
- CCC Round NRD CatalogueDocument3 pagesCCC Round NRD CatalogueNandha KumarPas encore d'évaluation
- Asme b16.36 Orifice FlangesDocument5 pagesAsme b16.36 Orifice FlangesPippozzo Pipini100% (1)
- Ultrasonic Gas FlowmeterDocument6 pagesUltrasonic Gas Flowmeterhk168100% (1)
- Lowara SV BrochureDocument15 pagesLowara SV BrochureBenjamin MillerPas encore d'évaluation
- HC3-HC239 UserManual Rev5Document50 pagesHC3-HC239 UserManual Rev5Serrefriair Garcia Refri100% (1)