Vous aimerez peut-être aussi
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- Materials Data for Cyclic Loading: Low-Alloy SteelsD'EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsÉvaluation : 5 sur 5 étoiles5/5 (2)
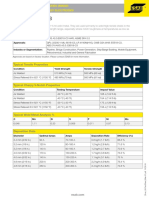
- Dual Shield T-75: Typical Tensile PropertiesDocument2 pagesDual Shield T-75: Typical Tensile PropertiescfloresPas encore d'évaluation
- Esab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)Document2 pagesEsab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)RodrigoPas encore d'évaluation
- Dual Shield 7100 Ultra: Typical Tensile PropertiesDocument3 pagesDual Shield 7100 Ultra: Typical Tensile PropertiesDino Paul Castro HidalgoPas encore d'évaluation
- Dual Shiel Ii 101Document2 pagesDual Shiel Ii 101Robin carcamoPas encore d'évaluation
- Dual Shield T-115: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresDocument2 pagesDual Shield T-115: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresPEPITO GRILLO2Pas encore d'évaluation
- Tech Data Sheet: Dual Shield T-115Document3 pagesTech Data Sheet: Dual Shield T-115carlosPas encore d'évaluation
- Metalshield MC - 110 SUITEDocument1 pageMetalshield MC - 110 SUITEH_DEBIANEPas encore d'évaluation
- 278 en US FactSheet Main 01Document1 page278 en US FactSheet Main 01Jorge Manuel GuillermoPas encore d'évaluation
- Metalshield MC - 90 SuiteDocument1 pageMetalshield MC - 90 SuiteH_DEBIANEPas encore d'évaluation
- Superarc La-75: Diameters / PackagingDocument1 pageSuperarc La-75: Diameters / PackagingH_DEBIANEPas encore d'évaluation
- Esab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)Document2 pagesEsab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)RodrigoPas encore d'évaluation
- Dual Shield II 80-Ni1 h4 Data SheetDocument3 pagesDual Shield II 80-Ni1 h4 Data SheetNicolas MaximilianoPas encore d'évaluation
- Metal-Cored: Gmaw-CDocument16 pagesMetal-Cored: Gmaw-CChandrajeet ShelkePas encore d'évaluation
- FabCO 811N1Document2 pagesFabCO 811N1Sleyda MunozPas encore d'évaluation
- Dual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument2 pagesDual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelPas encore d'évaluation
- Dual Shield II 101 1.6 MMDocument2 pagesDual Shield II 101 1.6 MMadanmeneses1Pas encore d'évaluation
- Fabcor 86 RDocument2 pagesFabcor 86 RAnonymous fj4iRr1Pas encore d'évaluation
- Esab, Atom Arc 8018 (26-En - US-FactSheet - Main-01, 2016.10.26)Document1 pageEsab, Atom Arc 8018 (26-En - US-FactSheet - Main-01, 2016.10.26)RodrigoPas encore d'évaluation
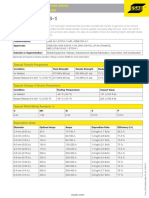
- Shield Bright 309L-1Document1 pageShield Bright 309L-1adanmeneses1Pas encore d'évaluation
- COR-1076C Coreweld Brochure 141118Document28 pagesCOR-1076C Coreweld Brochure 141118Thanh TamPas encore d'évaluation
- Dual Shield II 101H4MDocument2 pagesDual Shield II 101H4Madanmeneses1Pas encore d'évaluation
- Electrodo Aws 7018-1 EsabDocument1 pageElectrodo Aws 7018-1 EsabHORACIOPas encore d'évaluation
- FICHADocument2 pagesFICHAadmisecoinperuPas encore d'évaluation
- Atom Arc 8018Document2 pagesAtom Arc 8018Jagan TnPas encore d'évaluation
- Dual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument3 pagesDual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelPas encore d'évaluation
- Blackmer CompressorsDocument4 pagesBlackmer CompressorsBesan LaduPas encore d'évaluation
- OKFlux 1062Document1 pageOKFlux 1062jpvtvPas encore d'évaluation
- Tech Data Sheet: Dual Shield Ii 101H4MDocument2 pagesTech Data Sheet: Dual Shield Ii 101H4McarlosPas encore d'évaluation
- Coreweld 70: Metal-Cored Wires (Mcaw) Mild Steel WiresDocument2 pagesCoreweld 70: Metal-Cored Wires (Mcaw) Mild Steel WiresJerald GuevarraPas encore d'évaluation
- Dual Shield 7100 Ultra: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument3 pagesDual Shield 7100 Ultra: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel Wiresadanmeneses1Pas encore d'évaluation
- Diamondspark Pipeline Cored Wires: FCAW and MCAW Seamless Welding Wires For Pipeline ApplicationsDocument2 pagesDiamondspark Pipeline Cored Wires: FCAW and MCAW Seamless Welding Wires For Pipeline ApplicationsRMPas encore d'évaluation
- Esab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)Document1 pageEsab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)RodrigoPas encore d'évaluation
- 70ksi Grade MIG Solid Wire: Code DataDocument2 pages70ksi Grade MIG Solid Wire: Code Datarahman2007Pas encore d'évaluation
- CSF-71T Technical Report EN - V2Document7 pagesCSF-71T Technical Report EN - V2Miroslav ThôngPas encore d'évaluation
- Metalshield MC - 80NI1 SUITEDocument1 pageMetalshield MC - 80NI1 SUITEH_DEBIANEPas encore d'évaluation
- ESAB Dual Shield 7100 UltraDocument3 pagesESAB Dual Shield 7100 UltrahaldunPas encore d'évaluation
- Techanicaldiary 490 MW PDFDocument13 pagesTechanicaldiary 490 MW PDFsauravyadav33Pas encore d'évaluation
- Typical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Document20 pagesTypical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Samuel LatumahinaPas encore d'évaluation
- AMF601NTV1 1 9 A4 en PDFDocument4 pagesAMF601NTV1 1 9 A4 en PDFtruongPas encore d'évaluation
- Datasheet Cella CaricoDocument2 pagesDatasheet Cella Caricodon-donnolaPas encore d'évaluation
- ESAB Filler Metal GuideDocument1 pageESAB Filler Metal GuidekapsarcPas encore d'évaluation
- SF-71 en EngDocument2 pagesSF-71 en EngbvbarcPas encore d'évaluation
- Alloy 200/201: Commercially Pure Nickel (99.6%) With Good Mechanical Properties and Excellent Corrosion ResistanceDocument4 pagesAlloy 200/201: Commercially Pure Nickel (99.6%) With Good Mechanical Properties and Excellent Corrosion ResistanceRohit KarhadePas encore d'évaluation
- E6011 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE6011 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldPas encore d'évaluation
- Hysa9460 enDocument3 pagesHysa9460 enengpontelliPas encore d'évaluation
- Pinnacle Alloys ER2594Document2 pagesPinnacle Alloys ER2594Federico Quintana100% (1)
- SuperArc LA-100 SuiteDocument1 pageSuperArc LA-100 SuiteH_DEBIANEPas encore d'évaluation
- Atom Arc 8018: Features Typical Mechanical PropertiesDocument2 pagesAtom Arc 8018: Features Typical Mechanical PropertiesFranklin Aranda ChacónPas encore d'évaluation
- 40A Miniature Power Relay: Soldering and Immersion CleaningDocument2 pages40A Miniature Power Relay: Soldering and Immersion CleaningenggmohitkumarPas encore d'évaluation
- Dual Shield 7100 LC PDFDocument3 pagesDual Shield 7100 LC PDFNicolas MaximilianoPas encore d'évaluation
- 01f Hyundai Supercored 71H Data Sheet 2022Document2 pages01f Hyundai Supercored 71H Data Sheet 2022DHANEESH VELLILAPULLIPas encore d'évaluation
- SCP Part#: Cat5E-Aer: DescriptionDocument2 pagesSCP Part#: Cat5E-Aer: DescriptionAnonymous AOsAXgPas encore d'évaluation
- EP1061-0 Relay 041025Document59 pagesEP1061-0 Relay 041025Goce MojsoskiPas encore d'évaluation
- Innershield NS-3M: Welding Positions Conformances Key FeaturesDocument1 pageInnershield NS-3M: Welding Positions Conformances Key FeaturesH_DEBIANEPas encore d'évaluation
- Automotive Relays: Twin Relays EN2/EP2 Series Single Relays EP1/MR301 SeriesDocument13 pagesAutomotive Relays: Twin Relays EN2/EP2 Series Single Relays EP1/MR301 SeriesdziboPas encore d'évaluation
- Tech Data Sheet: Dual Shield Ii 100-D1Document3 pagesTech Data Sheet: Dual Shield Ii 100-D1carlosPas encore d'évaluation
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysD'EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysÉvaluation : 1 sur 5 étoiles1/5 (1)
- Lincoln, Tech-Rod ® 99 (c141022)Document2 pagesLincoln, Tech-Rod ® 99 (c141022)RodrigoPas encore d'évaluation
- Esab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01Document2 pagesEsab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01RodrigoPas encore d'évaluation
- Lincoln, TECHALLOY® 606 (c14107)Document2 pagesLincoln, TECHALLOY® 606 (c14107)RodrigoPas encore d'évaluation
- Esab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01Document2 pagesEsab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01RodrigoPas encore d'évaluation
- Esab, OK Autrod 12.22 (1222252800)Document1 pageEsab, OK Autrod 12.22 (1222252800)RodrigoPas encore d'évaluation
- Esab, OK Autrod 12.10 (A345311)Document1 pageEsab, OK Autrod 12.10 (A345311)RodrigoPas encore d'évaluation
- Esab, Atom Arc 8018 (26-En - US-FactSheet - Main-01, 2016.10.26)Document1 pageEsab, Atom Arc 8018 (26-En - US-FactSheet - Main-01, 2016.10.26)RodrigoPas encore d'évaluation
- Esab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)Document2 pagesEsab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)RodrigoPas encore d'évaluation
- Esab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)Document1 pageEsab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)RodrigoPas encore d'évaluation
- Esab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)Document1 pageEsab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)RodrigoPas encore d'évaluation
- Hobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)Document2 pagesHobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)RodrigoPas encore d'évaluation
- Esab, OK Tigrod NiCr-3 (21.06.16) (411170-En - US-FactSheet - Main-01)Document1 pageEsab, OK Tigrod NiCr-3 (21.06.16) (411170-En - US-FactSheet - Main-01)RodrigoPas encore d'évaluation
- Welding Strenx and Hardox V5 2015Document16 pagesWelding Strenx and Hardox V5 2015Rodrigo100% (1)
- Data Sheet 2006 Strenx 700 20170420 121 371857150 enDocument2 pagesData Sheet 2006 Strenx 700 20170420 121 371857150 enRodrigoPas encore d'évaluation
- Hardox HiTuf 2016-01-14 264 371857150 enDocument3 pagesHardox HiTuf 2016-01-14 264 371857150 enRodrigoPas encore d'évaluation
- S 210Document6 pagesS 210RodrigoPas encore d'évaluation
- HDG High Performance Steels Weldments Doug RourkeDocument28 pagesHDG High Performance Steels Weldments Doug Rourkemàrio ferreiraPas encore d'évaluation
- High Speed SteelDocument2 pagesHigh Speed SteeljerfmosPas encore d'évaluation
- Naicker Omasha 2006Document142 pagesNaicker Omasha 2006EdwardPas encore d'évaluation
- Lime in Water Treatment GraymontDocument3 pagesLime in Water Treatment GraymontMiguelPas encore d'évaluation
- M120Document1 pageM120von18Pas encore d'évaluation
- Comparative Analysis For Metal Binding Capacity of Cysteine by Using Uv-Vis SpectrophotometerDocument8 pagesComparative Analysis For Metal Binding Capacity of Cysteine by Using Uv-Vis SpectrophotometerShivendu RanjanPas encore d'évaluation
- Fenolo&Acetone FL Lug09Document8 pagesFenolo&Acetone FL Lug09Hilmi ÖlmezPas encore d'évaluation
- 10c PDFDocument1 page10c PDFMegatantri Sekar HapsariPas encore d'évaluation
- Catalogue Act AluminaDocument1 pageCatalogue Act AluminamayankPas encore d'évaluation
- Shell Helix HX8 ECT C3 5W-30: Main Applications Specifications, Approvals & RecommendationsDocument1 pageShell Helix HX8 ECT C3 5W-30: Main Applications Specifications, Approvals & RecommendationsHunt SekkerPas encore d'évaluation
- Mineral Water Calculator v5Document7 pagesMineral Water Calculator v5mauricio0327Pas encore d'évaluation
- P700 Series MAXPUMP P500 Series: Diaphragm Pump Manual BookDocument11 pagesP700 Series MAXPUMP P500 Series: Diaphragm Pump Manual BookJefril SiruPas encore d'évaluation
- Using PVC and CPVC Piping For Chemical ApplicationsDocument3 pagesUsing PVC and CPVC Piping For Chemical ApplicationsmrpalmistPas encore d'évaluation
- Laboratory Report Experiment No. 2 Title: Isolation and Qualitative TestsDocument12 pagesLaboratory Report Experiment No. 2 Title: Isolation and Qualitative TestsMaria Angelika Bughao100% (1)
- Mark Scheme (Results) January 2022Document22 pagesMark Scheme (Results) January 2022Rose RamisaPas encore d'évaluation
- Biological MoleculesDocument38 pagesBiological MoleculesmuzammalPas encore d'évaluation
- Oxidation Reduction Potential (Orp) :redox and Free ChlorineDocument2 pagesOxidation Reduction Potential (Orp) :redox and Free ChlorinePraneeth SrivanthPas encore d'évaluation
- 1 End-Of-life Tyres in Electric Arc FurnacesDocument8 pages1 End-Of-life Tyres in Electric Arc FurnacesJavier Gualdrón PlataPas encore d'évaluation
- Submerged Arc TechnologyDocument11 pagesSubmerged Arc TechnologymerlonicolaPas encore d'évaluation
- 2023 QP Science Stage 8 Paper 1Document20 pages2023 QP Science Stage 8 Paper 1Komronmirzo Obloqulov100% (2)
- 1 - Atoms, Molecules and StoichiometryDocument80 pages1 - Atoms, Molecules and StoichiometryHenry ChongPas encore d'évaluation
- Natural Gas Supply Chain Vs 2Document1 pageNatural Gas Supply Chain Vs 2swai singhPas encore d'évaluation
- Water Refilling Station6DsDocument3 pagesWater Refilling Station6DsAnna Belle AnonuevoPas encore d'évaluation
- Cithrol DPHS - DC171Document5 pagesCithrol DPHS - DC171RAFAEL CASTRO RIVERAPas encore d'évaluation
- Reading Unit 1Document8 pagesReading Unit 1dina jumiatul fitriPas encore d'évaluation
- The Properties of Gases and Liquids, 3rd EditionDocument50 pagesThe Properties of Gases and Liquids, 3rd Editionmayumi liny vila romeroPas encore d'évaluation
- Lab Report5 ChemDocument3 pagesLab Report5 Chemkoko BunchPas encore d'évaluation
- Lab Report 3-Investigating Plant Mineral DeficienciesDocument18 pagesLab Report 3-Investigating Plant Mineral DeficienciesMaisarah Zainuddin100% (1)
- EHB en File 9.7.3 Equivalent ASME en MaterialsDocument3 pagesEHB en File 9.7.3 Equivalent ASME en MaterialsAdhitya DarmadiPas encore d'évaluation
- Teflon Research PaperDocument11 pagesTeflon Research PaperluluazulPas encore d'évaluation