Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Quality Control Standards For Base CourseDocument5 pagesQuality Control Standards For Base Courseprobook450_ehsanPas encore d'évaluation
- 15-16 Lab Manual PDFDocument185 pages15-16 Lab Manual PDFSeven VirtuesPas encore d'évaluation
- Modified Proposed Provisions For Aseismic Design of Liquid Storage Tanks: Part II - Commentary and ExamplesDocument14 pagesModified Proposed Provisions For Aseismic Design of Liquid Storage Tanks: Part II - Commentary and Examplesafzal taiPas encore d'évaluation
- Crude OilsDocument17 pagesCrude OilsMario Enrique Vadillo Sáenz100% (1)
- Lfs 300420101529Document6 pagesLfs 300420101529ponnarasu82Pas encore d'évaluation
- Agitators and MixersDocument24 pagesAgitators and Mixersnorthstarleo0% (1)
- Decompression Characteristics of CO2 Pipelines Following RuptureDocument11 pagesDecompression Characteristics of CO2 Pipelines Following RuptureMohdFarid RahmatSamPas encore d'évaluation
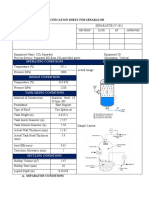
- Specification Sheet For Separator: Operating Conditions SketchDocument12 pagesSpecification Sheet For Separator: Operating Conditions SketchAngelikaOdimer100% (1)
- Mixing Lab: AbstractDocument17 pagesMixing Lab: AbstractnbobbPas encore d'évaluation
- Nota Padat Fizik F4 Forces and Pressure NotesDocument24 pagesNota Padat Fizik F4 Forces and Pressure Notesslokkro98% (61)
- PM TB Solutions C04Document5 pagesPM TB Solutions C04Vishwajeet Ujhoodha75% (4)
- Hfc134a (Kpa)Document33 pagesHfc134a (Kpa)Ayu LestariPas encore d'évaluation
- Learn at Home Grade 1Document49 pagesLearn at Home Grade 1Jim McDermottPas encore d'évaluation
- Indian Standard: Criteria For Design of Steel Bins For Storage of Bulk MaterialsDocument27 pagesIndian Standard: Criteria For Design of Steel Bins For Storage of Bulk MaterialsajayaghimirePas encore d'évaluation
- Reading Quiz 1Document5 pagesReading Quiz 1June CostalesPas encore d'évaluation
- Astm D 4745Document6 pagesAstm D 4745Bipin SasikumarPas encore d'évaluation
- Assignment 1.docx (ME-102)Document13 pagesAssignment 1.docx (ME-102)umair rasheedPas encore d'évaluation
- European Standard Test en 1367-2-2010 Test For Weathering Properties of AggregatesDocument15 pagesEuropean Standard Test en 1367-2-2010 Test For Weathering Properties of Aggregatesrazvan fenesanPas encore d'évaluation
- Lab Notebook Policy and Format For Chemistry Lab ReportsDocument5 pagesLab Notebook Policy and Format For Chemistry Lab ReportsyumtPas encore d'évaluation
- Erosional VelocityDocument15 pagesErosional VelocityGary JonesPas encore d'évaluation
- Six Factors To Consider When Designing A High-Speed Powder Filling LineDocument4 pagesSix Factors To Consider When Designing A High-Speed Powder Filling LineBuddhika HidurangalaPas encore d'évaluation
- Astm B568Document8 pagesAstm B568Ryan GregoryPas encore d'évaluation
- Physics - Thermodynamics and SHMDocument212 pagesPhysics - Thermodynamics and SHMsammPas encore d'évaluation
- Gravitation Class 9 Science Notes - Sarthaks Econnect - Largest Online Education CommunityDocument12 pagesGravitation Class 9 Science Notes - Sarthaks Econnect - Largest Online Education Communitysmi_santhosh100% (1)
- Admmodule Stem Gp12eu Ia 6Document28 pagesAdmmodule Stem Gp12eu Ia 6Diana Silva Hernandez0% (1)
- 3.1) Soil Compaction - Methods, Tests and EffectDocument18 pages3.1) Soil Compaction - Methods, Tests and EffectJoseph AsfourPas encore d'évaluation
- Astm D2726 PDFDocument4 pagesAstm D2726 PDFEnio Barros (Freemind)Pas encore d'évaluation
- Operator S Manual: A2/C10/H10/H15/H20/W10/W15Document76 pagesOperator S Manual: A2/C10/H10/H15/H20/W10/W15saeedPas encore d'évaluation
- Worksheet - Density and Specific Gravity $23 1Document2 pagesWorksheet - Density and Specific Gravity $23 1Dyaa MordyPas encore d'évaluation
- Measurements and GlasswareDocument10 pagesMeasurements and GlasswareAngiePas encore d'évaluation