Vous aimerez peut-être aussi
- Diseño, construcción y pruebas de horno prototipo semicontinuo para producir cerámicaD'EverandDiseño, construcción y pruebas de horno prototipo semicontinuo para producir cerámicaPas encore d'évaluation
- El carbón: origen, atributos, extracción y usos actuales en ColombiaD'EverandEl carbón: origen, atributos, extracción y usos actuales en ColombiaÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Fabricación CementoDocument15 pagesFabricación CementoAngent SteelPas encore d'évaluation
- Le Corbusier (1957) Mensaje A Los Estudiantes de Arquitectura PDFDocument36 pagesLe Corbusier (1957) Mensaje A Los Estudiantes de Arquitectura PDFLizbetPas encore d'évaluation
- Monografia - Evo Del ConcretoDocument8 pagesMonografia - Evo Del ConcretoWalterPas encore d'évaluation
- Arquitectura oriental influencia modernaDocument7 pagesArquitectura oriental influencia modernaGonzalez Gonzalez GabrielaPas encore d'évaluation
- Teoria de Metales PDFDocument87 pagesTeoria de Metales PDFOsvaldo Ezequiel VillalbaPas encore d'évaluation
- Proceso de Fabricación Del CementoDocument4 pagesProceso de Fabricación Del CementoJose MoroccoCallohuancaPas encore d'évaluation
- Proyecto Final CementoDocument16 pagesProyecto Final CementoEric GualteroPas encore d'évaluation
- Propiedades y usos del acero en la construcciónDocument24 pagesPropiedades y usos del acero en la construcciónRayda Vilcas HuamanPas encore d'évaluation
- Conglomerantes hidráulicos: procesos de fabricación de cementoDocument13 pagesConglomerantes hidráulicos: procesos de fabricación de cementoGabriel Valderrama100% (1)
- Cemento Pacasmayo 2018Document12 pagesCemento Pacasmayo 2018Anonymous R8kWso9gPas encore d'évaluation
- Norma ISO 14001Document19 pagesNorma ISO 14001LisPas encore d'évaluation
- AGLOMERANTESDocument76 pagesAGLOMERANTESCarlos Santivañe Rubina0% (1)
- Contaminación industria papelera: tratamiento sólidos, agua, aireDocument6 pagesContaminación industria papelera: tratamiento sólidos, agua, aireArmando GLPas encore d'évaluation
- Laboratorio 1 Cementacion 2018Document14 pagesLaboratorio 1 Cementacion 2018Diego AguilarPas encore d'évaluation
- Porcentaje de Humedad y Peso Especifico Mecanica de Suelos FinalDocument13 pagesPorcentaje de Humedad y Peso Especifico Mecanica de Suelos FinalAnonymous RPxqdw100% (1)
- Cementos para construcción: precios y característicasDocument11 pagesCementos para construcción: precios y característicaselvisPas encore d'évaluation
- Materiales en La ConstrucciónDocument21 pagesMateriales en La ConstrucciónDarwin Hernández AriasPas encore d'évaluation
- Practica Instrumentacion Numero 3 PresionDocument6 pagesPractica Instrumentacion Numero 3 PresionGrace OrdoñezPas encore d'évaluation
- Conglomerantes HidráulicosDocument12 pagesConglomerantes HidráulicosAndres Limon MartinPas encore d'évaluation
- 3era Tarea de Retroalimentación, Muñoz Navarro AldoDocument12 pages3era Tarea de Retroalimentación, Muñoz Navarro AldoAldo Reda Muñoz NavarroPas encore d'évaluation
- Propiedades Físicas de Los MetalesDocument4 pagesPropiedades Físicas de Los MetalesrosarioPas encore d'évaluation
- Procesos de Producción de Cloro y Sosa CausticaDocument12 pagesProcesos de Producción de Cloro y Sosa CausticaEdgardoPas encore d'évaluation
- Ciudades Planificas en El PeruDocument31 pagesCiudades Planificas en El PeruCarlos EchegarayPas encore d'évaluation
- TIOUREADocument4 pagesTIOUREAMila MilasPas encore d'évaluation
- CuasicristalesDocument36 pagesCuasicristalesJessi ZaqueritosPas encore d'évaluation
- Proceso de Fabricacion Del CementoDocument19 pagesProceso de Fabricacion Del CementokarinaPas encore d'évaluation
- 08 Boris Figueroa VillenaDocument22 pages08 Boris Figueroa VillenaNicolas PerezPas encore d'évaluation
- Proceso de Elaboración Del Cemento - Grupo#1Document10 pagesProceso de Elaboración Del Cemento - Grupo#1Tomas Casiano Ariel100% (1)
- Hidrometalurgia Del CobreDocument35 pagesHidrometalurgia Del CobreLuzBraPas encore d'évaluation
- Marcos de Referencia DATUmDocument15 pagesMarcos de Referencia DATUmSebastian BriceñoPas encore d'évaluation
- MEGALÓPOLISDocument16 pagesMEGALÓPOLISKatherine GarciaPas encore d'évaluation
- CEMENTODocument70 pagesCEMENTOGuillermo AlcainPas encore d'évaluation
- Tema 15. - Durabilidad Del Cemento de Aluminato de CalcioDocument44 pagesTema 15. - Durabilidad Del Cemento de Aluminato de CalcioANAPas encore d'évaluation
- Estudio de la aplicación de relave minero como aditivo puzolánico en hormigónDocument17 pagesEstudio de la aplicación de relave minero como aditivo puzolánico en hormigónHG ErlandPas encore d'évaluation
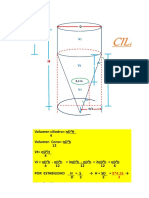
- Tolva Cilindro ConicaDocument11 pagesTolva Cilindro ConicaAnthoniPas encore d'évaluation
- Proceso de Fabricación Del CementoDocument29 pagesProceso de Fabricación Del CementoFernando Portugal Pacompia100% (1)
- Informe de Visita Técnica A Ladrillera El Inca-Cajamarca-PerúDocument32 pagesInforme de Visita Técnica A Ladrillera El Inca-Cajamarca-PerúJorgemanuelsilvaPas encore d'évaluation
- Limpieza Gases Min Hales PDFDocument40 pagesLimpieza Gases Min Hales PDFAniia Narvaez RebolledoPas encore d'évaluation
- Instalacion Electrica Principios BásicosDocument36 pagesInstalacion Electrica Principios BásicosProyectos Ediciones Natuarts Peru50% (2)
- Nec2011-Cap.13-Eficiencia Energética en La Construcción en Ecuador-021412Document31 pagesNec2011-Cap.13-Eficiencia Energética en La Construcción en Ecuador-021412Ana MedrandaPas encore d'évaluation
- Clinker Del CementoDocument27 pagesClinker Del CementoFernando AriesPas encore d'évaluation
- Geo PolímerosDocument5 pagesGeo PolímerosDante Eduardo Mormontoy RuelasPas encore d'évaluation
- Cianuración de minerales de oro y plataDocument9 pagesCianuración de minerales de oro y plataOmar GomezPas encore d'évaluation
- 2º Instrumentos de Medición VentilaciónDocument43 pages2º Instrumentos de Medición Ventilaciónzozimo gomez bendezu100% (1)
- Acondicionamiento Natural Del AireDocument29 pagesAcondicionamiento Natural Del AireEnr mes100% (1)
- Acondicionamiento AmbientalDocument28 pagesAcondicionamiento AmbientalANDERSONPas encore d'évaluation
- CEMENTODocument24 pagesCEMENTOkarin del pilarPas encore d'évaluation
- Análisis agua potable IRCADocument4 pagesAnálisis agua potable IRCAjulioPas encore d'évaluation
- Estudio GeotecnicoDocument34 pagesEstudio Geotecnicopaulina100% (1)
- Acustica Trabajo AcoDocument30 pagesAcustica Trabajo AcoStefany MercadoPas encore d'évaluation
- Universidad Mayor de San Simon Lau Op 1Document53 pagesUniversidad Mayor de San Simon Lau Op 1LauraGarciaAyalaPas encore d'évaluation
- PIGARS-AngaraesDocument145 pagesPIGARS-AngaraesJosé Carlos100% (1)
- Extractivos II ZincDocument5 pagesExtractivos II Zincalexander paucar quispePas encore d'évaluation
- Lámpara Fluorescente CompactaDocument11 pagesLámpara Fluorescente CompactaEdgar Hernando Diaz RodriguezPas encore d'évaluation
- Intercambio iónico y secado: operaciones unitarias claveDocument10 pagesIntercambio iónico y secado: operaciones unitarias claveJuanDavilaPas encore d'évaluation
- Grava (Tipos)Document6 pagesGrava (Tipos)Dani Gonzalez Rodriguez100% (1)
- Procesos de Obtencion Del CementoDocument9 pagesProcesos de Obtencion Del CementoViankita CáceresPas encore d'évaluation
- Definición, fabricación y tipos de cemento Portland enDocument21 pagesDefinición, fabricación y tipos de cemento Portland enBrü NitooPas encore d'évaluation
- Yampasi Caceres Orlando PDFDocument69 pagesYampasi Caceres Orlando PDFDiana De La CruzPas encore d'évaluation
- Determinacion Por Fundicion Borrador OjoDocument33 pagesDeterminacion Por Fundicion Borrador OjoJuan Carlos Ramos CentenoPas encore d'évaluation
- CIA Mineria Ares Sac JCRCDocument2 pagesCIA Mineria Ares Sac JCRCJuan Carlos Ramos CentenoPas encore d'évaluation
- Determinacion de Pureza Del AgDocument2 pagesDeterminacion de Pureza Del AgJuan Carlos Ramos CentenoPas encore d'évaluation
- Impacto minero La RinconadaDocument151 pagesImpacto minero La Rinconadacarlos_albedrio_6664743100% (1)
- Flow Sheet - TentativoDocument2 pagesFlow Sheet - TentativoJuan Carlos Ramos Centeno100% (1)
- Proyecto de Planta de Procesamienro de Minerales Auriferoa Provenientes Del Acopio Planta Beneficio DoradoDocument112 pagesProyecto de Planta de Procesamienro de Minerales Auriferoa Provenientes Del Acopio Planta Beneficio DoradoJuan Carlos Ramos CentenoPas encore d'évaluation
- CIA Mineria Ares Sac JCRCDocument2 pagesCIA Mineria Ares Sac JCRCJuan Carlos Ramos CentenoPas encore d'évaluation
- ChalaDocument4 pagesChalaJuan Carlos Ramos CentenoPas encore d'évaluation
- Inform. FEB-03Document6 pagesInform. FEB-03Juan Carlos Ramos CentenoPas encore d'évaluation
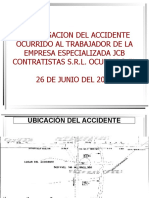
- Accidente 2004-INMINSUR - CARAVELIDocument13 pagesAccidente 2004-INMINSUR - CARAVELIJuan Carlos Ramos CentenoPas encore d'évaluation
- Accidente 2004-INMINSUR - CARAVELIDocument13 pagesAccidente 2004-INMINSUR - CARAVELIJuan Carlos Ramos CentenoPas encore d'évaluation
- Almacen - Enero-2005Document40 pagesAlmacen - Enero-2005Juan Carlos Ramos CentenoPas encore d'évaluation
- Almacen - Enero-2005Document40 pagesAlmacen - Enero-2005Juan Carlos Ramos CentenoPas encore d'évaluation
- Libro 2Document4 pagesLibro 2Juan Carlos Ramos CentenoPas encore d'évaluation
- FORROS Feb 03Document6 pagesFORROS Feb 03Juan Carlos Ramos CentenoPas encore d'évaluation
- Info - Mar-03Document8 pagesInfo - Mar-03Juan Carlos Ramos CentenoPas encore d'évaluation
- Determinación del Work Index de Bond usando el método estándarDocument4 pagesDeterminación del Work Index de Bond usando el método estándarJuan Carlos Ramos CentenoPas encore d'évaluation
- MATERIALES PLANTA Nov.Document5 pagesMATERIALES PLANTA Nov.Juan Carlos Ramos CentenoPas encore d'évaluation
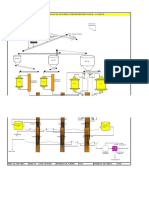
- Diagrama de Flujo Planta Marta - DIGESA 2Document9 pagesDiagrama de Flujo Planta Marta - DIGESA 2Juan Carlos Ramos CentenoPas encore d'évaluation
- Tiempos de Flotación AESADocument4 pagesTiempos de Flotación AESAJuan Carlos Ramos CentenoPas encore d'évaluation
- Libro 2Document4 pagesLibro 2Juan Carlos Ramos CentenoPas encore d'évaluation
- JESSYDocument7 pagesJESSYJuan Carlos Ramos CentenoPas encore d'évaluation
- Presup. Oper - Noviembre 2004Document54 pagesPresup. Oper - Noviembre 2004Juan Carlos Ramos CentenoPas encore d'évaluation
- Análisis de oro y métodos de determinación colorimétricaDocument5 pagesAnálisis de oro y métodos de determinación colorimétricaJuan Carlos Ramos CentenoPas encore d'évaluation
- JigsDocument9 pagesJigsJuan Carlos Ramos CentenoPas encore d'évaluation
- Informe. Met - Setiembre 2005Document14 pagesInforme. Met - Setiembre 2005Juan Carlos Ramos CentenoPas encore d'évaluation
- Analisis de CobreDocument7 pagesAnalisis de CobreJuan Carlos Ramos CentenoPas encore d'évaluation
- Riego X Goteo F-03Document12 pagesRiego X Goteo F-03Juan Carlos Ramos CentenoPas encore d'évaluation
- Curso de HidroDocument11 pagesCurso de HidroJuan Carlos Ramos CentenoPas encore d'évaluation
- Cementación Pieza Mecanica RubricaDocument10 pagesCementación Pieza Mecanica RubricaDiego MedranoPas encore d'évaluation
- ID4373 - File - 1188 - Varilla 70s-3 PDFDocument1 pageID4373 - File - 1188 - Varilla 70s-3 PDFGabrielaMestanzaPas encore d'évaluation
- Uniones Atornilladas Ejercicios Ingenieria PDFDocument7 pagesUniones Atornilladas Ejercicios Ingenieria PDFroelPas encore d'évaluation
- AnionesDocument26 pagesAnionesdguerra17100% (1)
- Art. Lab Oratorio Comparacion Gravimetria y Complejometria 2Document7 pagesArt. Lab Oratorio Comparacion Gravimetria y Complejometria 2Jessica Lorena Izquierdo MerchanPas encore d'évaluation
- Determinación de la masa de recubrimiento de zinc por el método de generación de gasDocument4 pagesDeterminación de la masa de recubrimiento de zinc por el método de generación de gasBlosky Valcárcel VargasPas encore d'évaluation
- Clasificacion de Los Metales.Document4 pagesClasificacion de Los Metales.Luz claritaPas encore d'évaluation
- DescargaDocument26 pagesDescargaCarlo RojasPas encore d'évaluation
- Informe Galeria FlacsoDocument7 pagesInforme Galeria FlacsoCarlos David ObandoPas encore d'évaluation
- MicroconstituyentesDocument19 pagesMicroconstituyentesMarcl Andrs Sampdro100% (1)
- Mecanica 1Document11 pagesMecanica 1Alex0% (1)
- Spix, Jahann Baptist Von - Las Tierras Auriferas de MinasDocument21 pagesSpix, Jahann Baptist Von - Las Tierras Auriferas de MinasL.F.Pas encore d'évaluation
- Horno Martin SiemensDocument25 pagesHorno Martin SiemensYesid DominguezPas encore d'évaluation
- Armadura 3Document21 pagesArmadura 3Mario Javier Zambrana MuñozPas encore d'évaluation
- Ejercicios de Formulación InorgánicaDocument3 pagesEjercicios de Formulación InorgánicaDebora Benitez SuarezPas encore d'évaluation
- Catalogo Tecno Industrial 2019Document18 pagesCatalogo Tecno Industrial 2019Juan Carlos Quiñonez LaraPas encore d'évaluation
- Tipos de Tijeras para Barbero ProfesionalDocument8 pagesTipos de Tijeras para Barbero ProfesionalVictoria Baten100% (1)
- Propiedades Mecanicas de Los AcerosDocument11 pagesPropiedades Mecanicas de Los AcerosFernandoRocaBarcelóPas encore d'évaluation
- Fase 1 InventarioDocument6 pagesFase 1 InventarioAlex Cong ArtazaPas encore d'évaluation
- Reglas de Seguridad e Higiene e Soldadura IndustrialDocument2 pagesReglas de Seguridad e Higiene e Soldadura IndustrialPamela Tipanluisa100% (1)
- ESTEQUIOMETRÍA.pptx-1Document11 pagesESTEQUIOMETRÍA.pptx-1Carlos Barrios de LeonPas encore d'évaluation
- Laminación 3Document55 pagesLaminación 3Jaime Alfonso Gonzalez VivasPas encore d'évaluation
- SMAW. Aceros Al Carbono.1Document4 pagesSMAW. Aceros Al Carbono.1Gustavo PomaqueroPas encore d'évaluation
- Procedimiento de Limpieza y PinturaDocument37 pagesProcedimiento de Limpieza y PinturaVicoqPas encore d'évaluation
- AAI - OPQM01 - Guía de Ejercicios Determinación Mol, Masa Atómica y MolecularDocument6 pagesAAI - OPQM01 - Guía de Ejercicios Determinación Mol, Masa Atómica y MolecularfrancoPas encore d'évaluation
- Tema 39 FresadoraDocument13 pagesTema 39 Fresadorargargom844Pas encore d'évaluation
- Clasificación de La Tabla Periódica Primero de SecundariaDocument5 pagesClasificación de La Tabla Periódica Primero de SecundariaAnonymous wQ4ReuH100% (1)
- 06 Estructura MartensiticaDocument32 pages06 Estructura MartensiticaJaime Alfonso Gonzalez VivasPas encore d'évaluation
- Resistencia y marcado de pernosDocument18 pagesResistencia y marcado de pernosMarco Antonio Hernandez AguilarPas encore d'évaluation
- Cuestionario 2Document3 pagesCuestionario 2quimica_575Pas encore d'évaluation