Vous aimerez peut-être aussi
- Offshore Applications of SRTPDocument5 pagesOffshore Applications of SRTPArif AshrafPas encore d'évaluation
- RTP PipeDocument15 pagesRTP PipeHellClown1982Pas encore d'évaluation
- Benefits of Reinforced Thermoplastic Pipe (RTP) For Oil and Gas PipelinesDocument4 pagesBenefits of Reinforced Thermoplastic Pipe (RTP) For Oil and Gas PipelinesMFPas encore d'évaluation
- AEROSUN RTP Flexible Piping Systems 2016小Document45 pagesAEROSUN RTP Flexible Piping Systems 2016小akadhi100% (1)
- Flexible Pipes - API 15S Presentation by FLEXSTEEL - 2014 - Gas - Safety - Seminar PDFDocument32 pagesFlexible Pipes - API 15S Presentation by FLEXSTEEL - 2014 - Gas - Safety - Seminar PDFILya Kryzhanovsky100% (2)
- F2686-14 Standard Specification For Glass Fiber Reinforced Thermoplastic PipeDocument8 pagesF2686-14 Standard Specification For Glass Fiber Reinforced Thermoplastic Pipemasoud132Pas encore d'évaluation
- Pipe Crossing Ref - 00Document3 pagesPipe Crossing Ref - 00AndiPas encore d'évaluation
- Soluforce Catalogue PDFDocument32 pagesSoluforce Catalogue PDFsureshisisis100% (1)
- CPI CPI-BrochureDocument22 pagesCPI CPI-BrochureMazwan Che MansorPas encore d'évaluation
- TDW Distribution Systems CatalogDocument144 pagesTDW Distribution Systems CatalogSIMON S. FLORES G.100% (1)
- FCPP Fiberglass Coated ConcreteDocument20 pagesFCPP Fiberglass Coated ConcretemahdiPas encore d'évaluation
- HDPE Pipeline Installation and DesignDocument19 pagesHDPE Pipeline Installation and Designcrys suryo prayogo100% (1)
- CPI Technical-EngDocument22 pagesCPI Technical-EngMazwan Che MansorPas encore d'évaluation
- Flexible Steel Pipe Applications: Dana FraserDocument15 pagesFlexible Steel Pipe Applications: Dana FraseraishahPas encore d'évaluation
- CityGasDistributionDocument46 pagesCityGasDistributionsujaysarkar850% (1)
- TDS R4d-IcDocument3 pagesTDS R4d-IcRavie OuditPas encore d'évaluation
- Camparison For GRP & HDPE PipeDocument9 pagesCamparison For GRP & HDPE PipeThe Khabay Shabay100% (1)
- SAEP-387 Design of Thermoplastic Tight Fit GroovedDocument23 pagesSAEP-387 Design of Thermoplastic Tight Fit GroovedFlorante Nobleza100% (4)
- Design of Parallel Pipelines in Second West-East Natural Gas Pipeline ProjectDocument10 pagesDesign of Parallel Pipelines in Second West-East Natural Gas Pipeline ProjectAleksObrPas encore d'évaluation
- Polyethylene (PE) Plastic Pipe (DR-PR) Based On Controlled Outside DiameterDocument9 pagesPolyethylene (PE) Plastic Pipe (DR-PR) Based On Controlled Outside Diameterastewayb_964354182Pas encore d'évaluation
- Rotational Lining System and Use of High-Performance ThermoplasticsDocument11 pagesRotational Lining System and Use of High-Performance ThermoplasticsMubeenPas encore d'évaluation
- 3LPE Coating SpecsDocument36 pages3LPE Coating SpecsRudra Pandit100% (1)
- Hatflex ChinaDocument31 pagesHatflex ChinaedgarmerchanPas encore d'évaluation
- Compipe BrochureDocument48 pagesCompipe Brochureninju1Pas encore d'évaluation
- Pipelines InstallationDocument24 pagesPipelines InstallationNoor Azreen100% (1)
- Pipeline Internal CoatingDocument14 pagesPipeline Internal CoatingMostafa Sharaf100% (1)
- Wall Theo PDFDocument23 pagesWall Theo PDFFranklin UkaohaPas encore d'évaluation
- PP Presentation DEc 2Document98 pagesPP Presentation DEc 2Tato FloresPas encore d'évaluation
- Glass Fiber Reinforced Polyethylene (PE-GF) Spiral Wound Large Diameter PipeDocument8 pagesGlass Fiber Reinforced Polyethylene (PE-GF) Spiral Wound Large Diameter Pipemohamed senoussi100% (1)
- Leak StopDocument18 pagesLeak StopAmrit SarkarPas encore d'évaluation
- Reinforced Thermoplastic PDFDocument42 pagesReinforced Thermoplastic PDFShiblee Khalid AhmodPas encore d'évaluation
- DCVG Coating Survey Data SheetDocument8 pagesDCVG Coating Survey Data SheetMihail BusuiocPas encore d'évaluation
- PD 8010-2 Presentation April 2005 NewDocument40 pagesPD 8010-2 Presentation April 2005 NewayoungaPas encore d'évaluation
- An Introduction To The New Asme Standards On Nonmetallic Pressure Piping SystemsDocument7 pagesAn Introduction To The New Asme Standards On Nonmetallic Pressure Piping SystemsJuan Junior Lostaunau AlvaPas encore d'évaluation
- JERES - Non Metalic PipingDocument12 pagesJERES - Non Metalic PipingDidit RizkyPas encore d'évaluation
- Astm D2517 (2000)Document5 pagesAstm D2517 (2000)SANKARAN.KPas encore d'évaluation
- GRE RTRP Very GoodDocument157 pagesGRE RTRP Very Goodim4uim4uim4uPas encore d'évaluation
- White Paper RX Large Dia PipeDocument15 pagesWhite Paper RX Large Dia Pipetirtha sarmaPas encore d'évaluation
- API Specification 15HR: High-Pressure Fiberglass Line PipeDocument1 pageAPI Specification 15HR: High-Pressure Fiberglass Line Pipefajar7777Pas encore d'évaluation
- Reeled Mechanically Lined PipeDocument4 pagesReeled Mechanically Lined Pipedavescott6701Pas encore d'évaluation
- Tds Derakane Momentum 470-300Document5 pagesTds Derakane Momentum 470-300Joseph Jonathan100% (1)
- Instrumentation and PiggingDocument60 pagesInstrumentation and PiggingOlvis Guillen100% (1)
- OTA Fiberglass Pipe Shaver 2020Document10 pagesOTA Fiberglass Pipe Shaver 2020Ralf Woolf100% (1)
- GRP PipeDocument12 pagesGRP PipeBruno SimanPas encore d'évaluation
- Bondstrand Series 2400 Fiberglass Pipe and FittingsDocument6 pagesBondstrand Series 2400 Fiberglass Pipe and FittingsIsmailPas encore d'évaluation
- Oisd Sop PipelineDocument21 pagesOisd Sop PipelineChirag Patel100% (1)
- Journal Pipeline Engineering 2013Document76 pagesJournal Pipeline Engineering 2013JAbidMukarrom100% (1)
- 3LPE Coating SpecificationDocument21 pages3LPE Coating SpecificationHướng PhạmPas encore d'évaluation
- Allowable Deflection of PipesDocument4 pagesAllowable Deflection of PipesTAMER RAGAAPas encore d'évaluation
- Document Number: Document Title: Project Description: Tag No's (If Applicable) Contractor: Contractor Document NoDocument14 pagesDocument Number: Document Title: Project Description: Tag No's (If Applicable) Contractor: Contractor Document NofadhilPas encore d'évaluation
- Contact-Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Corrosion Resistant Pipe and FittingsDocument7 pagesContact-Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Corrosion Resistant Pipe and Fittingshasan syukur100% (1)
- Double Containment EDocument43 pagesDouble Containment EDavid FonsecaPas encore d'évaluation
- GU-379 Pipeline Emergency Repair ManualDocument76 pagesGU-379 Pipeline Emergency Repair Manualhappale2002Pas encore d'évaluation
- B31.3 Process Piping Course - 15 Nonmetallic Piping PDFDocument26 pagesB31.3 Process Piping Course - 15 Nonmetallic Piping PDFSutarto AbutamisPas encore d'évaluation
- The Use of Reinforced Thermoplastic Pipe in Co2 Flood Enhanced Oil RecoveryDocument7 pagesThe Use of Reinforced Thermoplastic Pipe in Co2 Flood Enhanced Oil RecoveryOsama AshourPas encore d'évaluation
- Natural Gas Pipelines - Polyethylene Pipe Systems For Preassure Classes Up To 10 BarDocument47 pagesNatural Gas Pipelines - Polyethylene Pipe Systems For Preassure Classes Up To 10 BarZeljko RisticPas encore d'évaluation
- Durability Testing For 100 Year Lifetime For Buried Non Pressure Plastic PipesDocument11 pagesDurability Testing For 100 Year Lifetime For Buried Non Pressure Plastic Pipesgail-doneganPas encore d'évaluation
- PE RT For Industrial and Oil Gas Applications TotalDocument7 pagesPE RT For Industrial and Oil Gas Applications TotalAlexPas encore d'évaluation
- Novel High Performance Elastomers: New, Recyclable Materials For Oil & Gas From In-Line Inspection To Pipe CoatingDocument10 pagesNovel High Performance Elastomers: New, Recyclable Materials For Oil & Gas From In-Line Inspection To Pipe CoatingMarcelo Varejão CasarinPas encore d'évaluation
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesD'EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Comparison of Efficacy of Dexamethasone and Methylprednisolone in Improving Pao2/Fio2 Ratio Among Covid-19 PatientsDocument7 pagesComparison of Efficacy of Dexamethasone and Methylprednisolone in Improving Pao2/Fio2 Ratio Among Covid-19 PatientsNivedanSahayPas encore d'évaluation
- HP6Document1 pageHP6NivedanSahayPas encore d'évaluation
- Keppel Merlimau Cogen Pte LTD - Sea Water Intake Guide CleaningDocument31 pagesKeppel Merlimau Cogen Pte LTD - Sea Water Intake Guide CleaningNivedanSahayPas encore d'évaluation
- Introduction - Pipelines System Design - PhasesDocument1 pageIntroduction - Pipelines System Design - PhasesNivedanSahayPas encore d'évaluation
- Introduction - TerminologyDocument1 pageIntroduction - TerminologyNivedanSahayPas encore d'évaluation
- 5b726dbf383ab27.EPC Tender Document For Continous Water Supply - 10082018 - R4 PDFDocument479 pages5b726dbf383ab27.EPC Tender Document For Continous Water Supply - 10082018 - R4 PDFNivedanSahayPas encore d'évaluation
- HP1Document1 pageHP1NivedanSahayPas encore d'évaluation
- Introduction - Pipeline Design CodesDocument1 pageIntroduction - Pipeline Design CodesNivedanSahayPas encore d'évaluation
- 5 PDFDocument1 page5 PDFNivedanSahayPas encore d'évaluation
- Introduction - Pipeline Strength (Wall Thickness) : - External PressureDocument1 pageIntroduction - Pipeline Strength (Wall Thickness) : - External PressureNivedanSahayPas encore d'évaluation
- Introduction - Pipeline Design CodesDocument1 pageIntroduction - Pipeline Design CodesNivedanSahayPas encore d'évaluation
- Introduction - Pipeline Strength (Wall Thickness)Document1 pageIntroduction - Pipeline Strength (Wall Thickness)NivedanSahayPas encore d'évaluation
- Introduction - Pipelines Typical CharacteristicsDocument1 pageIntroduction - Pipelines Typical CharacteristicsNivedanSahayPas encore d'évaluation
- 1963-APG-STR-MTO-4021A - LWHH Consolidated Topside MTO-Rev04 Final (1) Old PDFDocument8 pages1963-APG-STR-MTO-4021A - LWHH Consolidated Topside MTO-Rev04 Final (1) Old PDFNivedanSahayPas encore d'évaluation
- Landfall - Trenchless Scenario Execution PlanDocument1 pageLandfall - Trenchless Scenario Execution PlanNivedanSahayPas encore d'évaluation
- 600t Winch Moored To An Anchor Wall Moved For Each Flowline: Landfall - Open Trench Scenario Pre Design - Pulling WinchDocument1 page600t Winch Moored To An Anchor Wall Moved For Each Flowline: Landfall - Open Trench Scenario Pre Design - Pulling WinchNivedanSahayPas encore d'évaluation
- Landfall - Trenchless Scenario Pre Design - Horizontal Directional DrillingDocument1 pageLandfall - Trenchless Scenario Pre Design - Horizontal Directional DrillingNivedanSahayPas encore d'évaluation
- Introduction - Pipeline Design: A, B, N A, E, KDocument1 pageIntroduction - Pipeline Design: A, B, N A, E, KNivedanSahayPas encore d'évaluation
- 14 PDFDocument1 page14 PDFNivedanSahayPas encore d'évaluation
- Introduction - Pipeline Strength (Wall Thickness)Document1 pageIntroduction - Pipeline Strength (Wall Thickness)NivedanSahayPas encore d'évaluation
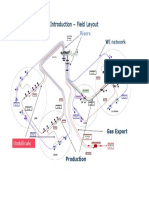
- Introduction - Field Layout: RisersDocument1 pageIntroduction - Field Layout: RisersNivedanSahayPas encore d'évaluation
- Pip4 PDFDocument1 pagePip4 PDFNivedanSahayPas encore d'évaluation
- Introduction - Pipeline Insulation: Effect of Insulation On Thermal ProfileDocument1 pageIntroduction - Pipeline Insulation: Effect of Insulation On Thermal ProfileNivedanSahayPas encore d'évaluation
- Introduction - Pipes Manufacturing (2/2)Document1 pageIntroduction - Pipes Manufacturing (2/2)NivedanSahayPas encore d'évaluation
- Pipeline Routing 3Document1 pagePipeline Routing 3NivedanSahayPas encore d'évaluation
- Introduction - Pipes Manufacturing (1/2)Document1 pageIntroduction - Pipes Manufacturing (1/2)NivedanSahayPas encore d'évaluation
- Landfall - Trenchless Scenario Execution Plan: Cofferdam DredgingDocument1 pageLandfall - Trenchless Scenario Execution Plan: Cofferdam DredgingNivedanSahayPas encore d'évaluation
- Landfall - Open Trench Scenario Dredging Works at Shore ApproachDocument1 pageLandfall - Open Trench Scenario Dredging Works at Shore ApproachNivedanSahayPas encore d'évaluation
- Introduction - Pipeline Routing: - Platform ApproachDocument1 pageIntroduction - Pipeline Routing: - Platform ApproachNivedanSahayPas encore d'évaluation
- Shore Approach PipeDocument1 pageShore Approach PipeNivedanSahayPas encore d'évaluation
- Boman-2003-Journal of Internal MedicineDocument19 pagesBoman-2003-Journal of Internal MedicineEEDIEB Prof. Millton Marques CurvoPas encore d'évaluation
- Technical Data Epoxy Primer EP-R-30Document2 pagesTechnical Data Epoxy Primer EP-R-30Sheikh Shoaib100% (1)
- About Rotational MoldingDocument7 pagesAbout Rotational MoldingPatel DarshanPas encore d'évaluation
- Biochemistry Chapter 4Document16 pagesBiochemistry Chapter 4Jayson AguilarPas encore d'évaluation
- Product List - NCDocument3 pagesProduct List - NCErwin LiongPas encore d'évaluation
- Sulfonic Acids PDFDocument22 pagesSulfonic Acids PDFmladen lakic100% (2)
- Polymers 15 00965Document19 pagesPolymers 15 00965Bogdan IacobPas encore d'évaluation
- Enzymatic Lysis of Microbial Cells: &) J. A. AsenjoDocument10 pagesEnzymatic Lysis of Microbial Cells: &) J. A. AsenjonimertaPas encore d'évaluation
- Mastication Is Process During Which The Elastic Rubber Achieves Plastic PropertiesDocument1 pageMastication Is Process During Which The Elastic Rubber Achieves Plastic PropertiesBhubanDip BisWasPas encore d'évaluation
- IUPACDocument2 pagesIUPACAnubrata SarkarPas encore d'évaluation
- Basalt Fibers: FeaturesDocument6 pagesBasalt Fibers: FeaturessrinilsukumarkhdPas encore d'évaluation
- Topics 10 & 20 Organic Chemistry (1) (HL)Document8 pagesTopics 10 & 20 Organic Chemistry (1) (HL)kitthiPas encore d'évaluation
- CH 1 Introduction To Respiratory Care PharmacologyDocument21 pagesCH 1 Introduction To Respiratory Care PharmacologyDj ArofPas encore d'évaluation
- APAC - Literature - Coating - Epoxy Resin & Hardeners For Coating Selector Guide PDFDocument10 pagesAPAC - Literature - Coating - Epoxy Resin & Hardeners For Coating Selector Guide PDFSumanta RoyPas encore d'évaluation
- 353.FoamglassAssamblyDocument12 pages353.FoamglassAssamblyCeratita ClarkPas encore d'évaluation
- BBH150 PDFDocument2 pagesBBH150 PDFSmith JasonPas encore d'évaluation
- 6 2 1 2 7 Bitustick PDocument2 pages6 2 1 2 7 Bitustick PRobin Denkins PaulPas encore d'évaluation
- ADVANCEDTRAININGSHEENPAINTSDPART2DISPERSIONDocument15 pagesADVANCEDTRAININGSHEENPAINTSDPART2DISPERSIONsbttbsPas encore d'évaluation
- Cannabinoid Boiling Points THC CBD - 0 PDFDocument1 pageCannabinoid Boiling Points THC CBD - 0 PDFmagiqoPas encore d'évaluation
- Lecture 1: Petrochemicals: OverviewDocument9 pagesLecture 1: Petrochemicals: Overviewمرتضى كاظم غانمPas encore d'évaluation
- Masterflow 648CPDocument4 pagesMasterflow 648CPMoustafa HelmyPas encore d'évaluation
- 12 Chapter 7Document4 pages12 Chapter 7Alban TabakuPas encore d'évaluation
- Textile PrintingDocument16 pagesTextile Printingila03Pas encore d'évaluation
- Liquid LubricantsDocument17 pagesLiquid LubricantsAkankshaMahajanPas encore d'évaluation
- Honeycomb Kevlar 49 (Hexcel)Document3 pagesHoneycomb Kevlar 49 (Hexcel)Julia GarciaPas encore d'évaluation
- CH4 - Jan 2014Document15 pagesCH4 - Jan 2014Kieran RichardsPas encore d'évaluation
- Universal: Flow Monitors IncDocument8 pagesUniversal: Flow Monitors IncCapacitacion TodocatPas encore d'évaluation
- MaterialsDocument13 pagesMaterialsMike BreenPas encore d'évaluation
- U.S. Patent 9,171,528, Entitled "Carbon Fiber Guitar"-To Seal, Issued Oct. 27, 2015.Document22 pagesU.S. Patent 9,171,528, Entitled "Carbon Fiber Guitar"-To Seal, Issued Oct. 27, 2015.Anonymous a7S1qyXPas encore d'évaluation
- AccessoriesDocument2 pagesAccessorieseleon07Pas encore d'évaluation