Vous aimerez peut-être aussi
- FundiçãoDocument14 pagesFundiçãoJoão LucasPas encore d'évaluation
- FISPQ-Manta Fibra de VidroDocument4 pagesFISPQ-Manta Fibra de VidroadenogPas encore d'évaluation
- PC Cia 62Document68 pagesPC Cia 62Homônimo AnônimoPas encore d'évaluation
- Itautec w7540 - Quanta SWH Uma - Rev 1aDocument32 pagesItautec w7540 - Quanta SWH Uma - Rev 1aBarış AkdamarPas encore d'évaluation
- Lã de Vidro X AmiantoDocument4 pagesLã de Vidro X AmiantofilliphespPas encore d'évaluation
- Calculo CG Aeronave Peq PorteDocument27 pagesCalculo CG Aeronave Peq PorteEulália GonçalvesPas encore d'évaluation
- Pequeno Manual de Segurança Digital PDFDocument10 pagesPequeno Manual de Segurança Digital PDFjessicafariascgPas encore d'évaluation
- Régua GraduadaDocument17 pagesRégua GraduadaOtavio NetoPas encore d'évaluation
- GUI Do Eclipse PDFDocument14 pagesGUI Do Eclipse PDFSergioPas encore d'évaluation
- EspecialDocument128 pagesEspecialBruno AraujoPas encore d'évaluation
- Aula 2 - FundiçãoDocument79 pagesAula 2 - FundiçãoMichel clayton100% (1)
- TorDocument18 pagesTorFabricio SantanaPas encore d'évaluation
- Solução #63002 - RecomendadoDocument264 pagesSolução #63002 - RecomendadoAdilson KroetzPas encore d'évaluation
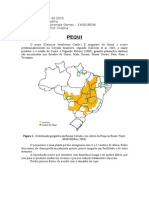
- Pequi e Óleo de Coco para BiocombustíveisDocument8 pagesPequi e Óleo de Coco para BiocombustíveisJoilmaPas encore d'évaluation
- Manual Cuidados Recem Nascido Arn - v4 - Livro Misnt Saudo Recem NascidDocument159 pagesManual Cuidados Recem Nascido Arn - v4 - Livro Misnt Saudo Recem NascidosantoniosPas encore d'évaluation
- Catálogo VITRI Portas PDFDocument16 pagesCatálogo VITRI Portas PDFJulyana SantosPas encore d'évaluation
- Guia de Parasitologia HumanaDocument131 pagesGuia de Parasitologia HumanaHarley FernandesPas encore d'évaluation
- Arte e Trabalhos Tridimensionais Molde em Isopor e Escultura em ArgamassaDocument8 pagesArte e Trabalhos Tridimensionais Molde em Isopor e Escultura em ArgamassaJothaC_SuPas encore d'évaluation
- Gabarito Oficial DentísticaDocument2 pagesGabarito Oficial DentísticaRaimundo NetoPas encore d'évaluation
- Projeto Do Forno de Fundição PDFDocument13 pagesProjeto Do Forno de Fundição PDFKelly TurnerPas encore d'évaluation
- Revista Monte GordoDocument40 pagesRevista Monte Gordoassessoriacds33% (3)
- BOC84AE Manual de Instruções 1Document15 pagesBOC84AE Manual de Instruções 1Gildson Araújo CerqueiraPas encore d'évaluation
- O Boticario Ciclo 05 2023 - Compressed PDFDocument189 pagesO Boticario Ciclo 05 2023 - Compressed PDFBruna PimentaPas encore d'évaluation
- 332106Document229 pages332106Rui SousaPas encore d'évaluation
- Vacinação Infantil Nas EscolasDocument38 pagesVacinação Infantil Nas EscolasMetropolesPas encore d'évaluation
- ResultadocoiteDocument82 pagesResultadocoitekenna-racPas encore d'évaluation
- Omarxismodepoisdemarxeengels PDFDocument202 pagesOmarxismodepoisdemarxeengels PDFJose Augusto100% (1)
- Manual Logo Ago 13Document56 pagesManual Logo Ago 13Alexandre Tibúrcio Dos SantosPas encore d'évaluation
- Ebook Formulas de Engenharia 360Document33 pagesEbook Formulas de Engenharia 360Alessandro OliveiraPas encore d'évaluation
- Ousado Amor - Isaías Saad - CIFRA CLUBDocument8 pagesOusado Amor - Isaías Saad - CIFRA CLUBMariPas encore d'évaluation
- Flaviohirao PDFDocument176 pagesFlaviohirao PDFDuda OlivePas encore d'évaluation
- "Jardim Da Fantasia" (Bem Te Vi) - Paulinho Pedra AzulDocument1 page"Jardim Da Fantasia" (Bem Te Vi) - Paulinho Pedra AzulThiago QuintinoPas encore d'évaluation
- Catalogo Sig SauerDocument59 pagesCatalogo Sig SauerRafaelBaldinPas encore d'évaluation
- TSC VCF Sol Ordem de Serviços NR 01Document2 pagesTSC VCF Sol Ordem de Serviços NR 01Tiago SilvaPas encore d'évaluation
- Comprovante Ensino MédioDocument1 pageComprovante Ensino MédioDouradostzPas encore d'évaluation
- Aula - 6Document21 pagesAula - 6Rodolfo Garcia FernandesPas encore d'évaluation
- Catálogo JMCS - Comunicação VisualDocument12 pagesCatálogo JMCS - Comunicação VisualAnonymous uRzcc3795DPas encore d'évaluation
- 4 - Fibras COMPOSITOSDocument102 pages4 - Fibras COMPOSITOSAmanda Viana0% (1)
- NBR 12678Document7 pagesNBR 12678Zidson Arduim FerreiraPas encore d'évaluation
- Modelo de Ficha de EPIDocument5 pagesModelo de Ficha de EPIPaulo Henrique BrambillaPas encore d'évaluation
- Parâmetros de Soldagem para Processo TIGDocument15 pagesParâmetros de Soldagem para Processo TIGIsaque IntxainPas encore d'évaluation
- Brigada de IncendioDocument80 pagesBrigada de Incendioguilherme1934Pas encore d'évaluation
- NBR 08734 - 1985 - Anodo Galvânico e Inerte para Proteção CatódicaDocument2 pagesNBR 08734 - 1985 - Anodo Galvânico e Inerte para Proteção CatódicaJorgelino ParkerPas encore d'évaluation
- Catalogo Tecnico-Retentor PDFDocument71 pagesCatalogo Tecnico-Retentor PDFBugMyNuts100% (1)
- SESI-SP - Manual Saude Na GalvanoplastiaDocument133 pagesSESI-SP - Manual Saude Na GalvanoplastiaXray UandPas encore d'évaluation
- Iso 3864 e Iso 7010Document4 pagesIso 3864 e Iso 7010Tiago Alexandre Figueira Santos50% (2)
- Revista Nei Marco Abril 2018 Final PDFDocument84 pagesRevista Nei Marco Abril 2018 Final PDFFlavio SoPas encore d'évaluation
- Apostila Técnico em Segurança Do Trabalho 2018Document28 pagesApostila Técnico em Segurança Do Trabalho 2018jrpmwPas encore d'évaluation
- Celular para Leigos Aprenda RapidoDocument47 pagesCelular para Leigos Aprenda Rapidoerksson sanches rodriguesPas encore d'évaluation
- Projeto de Um Forno À Resistência Elétrica para PDFDocument52 pagesProjeto de Um Forno À Resistência Elétrica para PDFAntonio José Fernandes FernandesPas encore d'évaluation
- Treinamento Serra-Circular de BancadaDocument30 pagesTreinamento Serra-Circular de BancadaRicardo TST100% (1)
- #RELAÇAO EPS - Rev.18Document10 pages#RELAÇAO EPS - Rev.18Cristiano RochinhaPas encore d'évaluation
- Alumínio Ligas Fundido PDFDocument5 pagesAlumínio Ligas Fundido PDFlindseyavPas encore d'évaluation
- NR-10 AntigaDocument7 pagesNR-10 AntigaRayne SantosPas encore d'évaluation
- 2022 2 LSJ FundiçãoDocument91 pages2022 2 LSJ FundiçãoLaraPas encore d'évaluation
- Aula 2 Processo de FundicaoDocument35 pagesAula 2 Processo de FundicaoRaquel RochaPas encore d'évaluation
- Aula de Processos de FabricaçãoDocument72 pagesAula de Processos de FabricaçãoGeovana Pires Araujo LimaPas encore d'évaluation
- SlideDocument58 pagesSlideClaudio FerreiraPas encore d'évaluation
- Aula Fundição SENAI 1Document48 pagesAula Fundição SENAI 1thiago48100% (5)
- 2-Aula de FundiçãoDocument16 pages2-Aula de FundiçãoRafael Da Silva AlvesPas encore d'évaluation
- Relógio Comparador e A Ciência Da Sua LeituraDocument3 pagesRelógio Comparador e A Ciência Da Sua LeituraLuis OmenaPas encore d'évaluation
- Ementa Da Disciplina Desenho Técnico 2 AnoDocument1 pageEmenta Da Disciplina Desenho Técnico 2 AnoLuis OmenaPas encore d'évaluation
- Roda DentadaDocument1 pageRoda DentadaLuis OmenaPas encore d'évaluation
- Apostila Processos de Soldagem - PetrobrasDocument41 pagesApostila Processos de Soldagem - PetrobrasLuis Omena100% (1)
- Aulas de Metrologia 06-Relógio ComparadorDocument33 pagesAulas de Metrologia 06-Relógio ComparadorLuis OmenaPas encore d'évaluation
- Aulas de Metrologia 02-Paquímetro Erros de Leitura e ConservaçãoDocument21 pagesAulas de Metrologia 02-Paquímetro Erros de Leitura e ConservaçãoLuis OmenaPas encore d'évaluation
- Aulas de Metrologia 01-Historico e Conceitos FundamentaisDocument25 pagesAulas de Metrologia 01-Historico e Conceitos FundamentaisLuis OmenaPas encore d'évaluation
- Aulas 06 - CNC - Função G66-Ciclo Automático de Desbaste LongitudinalDocument11 pagesAulas 06 - CNC - Função G66-Ciclo Automático de Desbaste LongitudinalLuis OmenaPas encore d'évaluation
- Modelo de Currículo CATHODocument3 pagesModelo de Currículo CATHOLuis OmenaPas encore d'évaluation
- Exercicios PsicrometriaDocument2 pagesExercicios PsicrometriaMarlon G. AguiarPas encore d'évaluation
- Cópia de Cópia de Roteiro - Leite Integral e VinagreDocument2 pagesCópia de Cópia de Roteiro - Leite Integral e VinagreDebora CostaPas encore d'évaluation
- DTC-70 003-10 - Manual COMBATE - Setembro 2014Document10 pagesDTC-70 003-10 - Manual COMBATE - Setembro 2014Rafael Albuquerque0% (1)
- ParasitologiaDocument8 pagesParasitologiaBeto CasalePas encore d'évaluation
- E-Book L-PRF e Stick BoneDocument22 pagesE-Book L-PRF e Stick BoneMac Prado Alves Mac100% (2)
- Manual Máquina Lavar Roupa SamsungDocument20 pagesManual Máquina Lavar Roupa SamsungHjac CarvalhoPas encore d'évaluation
- Cwl08b ManualDocument19 pagesCwl08b ManualDeividi Gonçalves50% (2)
- Fitoquímica e Fitoterapia - EADDocument95 pagesFitoquímica e Fitoterapia - EADJéssica Tussi100% (1)
- Manual Serv Lav Brastemp 6Th Sense BWH08B e XWH08ADocument31 pagesManual Serv Lav Brastemp 6Th Sense BWH08B e XWH08APaulo Santos50% (4)
- Tec 8421 PDFDocument19 pagesTec 8421 PDFmarceloestimuloPas encore d'évaluation
- Manual Lava e Seca Brastemp BWS24ADocument44 pagesManual Lava e Seca Brastemp BWS24AMaciel Cleimone Nali Simon78% (37)
- Guia LavandariaDocument47 pagesGuia LavandariacelizaPas encore d'évaluation
- Tipo de SecadoresDocument21 pagesTipo de SecadoresThera AlbuquerquePas encore d'évaluation
- Brastemp Simples ToqueDocument30 pagesBrastemp Simples ToqueFabrício MaiaPas encore d'évaluation
- UserManualDocument56 pagesUserManualAnabPas encore d'évaluation
- TecnicasDocument10 pagesTecnicasskapa4Pas encore d'évaluation
- Roteiro Experimental Química Analítica Curso: Engenharia QuímicaDocument72 pagesRoteiro Experimental Química Analítica Curso: Engenharia QuímicaEmanoel SantosPas encore d'évaluation
- TCC Processo IndustrialDocument19 pagesTCC Processo IndustrialANNE MONTEIROPas encore d'évaluation
- Gestao Da Fase-Analitica+Vers.0.3.0Document150 pagesGestao Da Fase-Analitica+Vers.0.3.0androvisckPas encore d'évaluation
- Operações UnitáriasDocument40 pagesOperações UnitáriasNícholas CarballoPas encore d'évaluation
- Kits para Extração e Purificação de DNADocument16 pagesKits para Extração e Purificação de DNAwandecPas encore d'évaluation
- Consul Lavadora CWH12AB Guia Rapido Versão Impressão 1 PDFDocument2 pagesConsul Lavadora CWH12AB Guia Rapido Versão Impressão 1 PDFPaolo FasselliPas encore d'évaluation
- Centrifuga Fanem FlexDocument35 pagesCentrifuga Fanem FlexEDNALDO OLIVEIRAPas encore d'évaluation
- Aula 3 SedimentaçãoDocument2 pagesAula 3 SedimentaçãoIrinan BardiniPas encore d'évaluation
- 1-ManualCentrifuga ModeloCE01 R03Document12 pages1-ManualCentrifuga ModeloCE01 R03jokercorvoPas encore d'évaluation
- Centrífuga NT810 - 4000 RPMDocument23 pagesCentrífuga NT810 - 4000 RPMClovis BentoPas encore d'évaluation
- Manual Da Lavadora Philco PHLR 6Document16 pagesManual Da Lavadora Philco PHLR 6Tony BonjorniPas encore d'évaluation
- AzeiteDocument6 pagesAzeitePedro Paulo BoteonPas encore d'évaluation
- Manual de Operação - MiniSpin (Plus)Document40 pagesManual de Operação - MiniSpin (Plus)Victor LopesPas encore d'évaluation
- Manual de Instrução Centrifuga 80-2BDocument9 pagesManual de Instrução Centrifuga 80-2BLuan R. LourençoPas encore d'évaluation