Vous aimerez peut-être aussi
- CQI-15 Welding ProcessDocument52 pagesCQI-15 Welding ProcessAwdhesh Singh Bhadoriya100% (7)
- Recommendations For Prestressed Rock and Soil Anchors, Post Tensioning Institute (2004) PDFDocument54 pagesRecommendations For Prestressed Rock and Soil Anchors, Post Tensioning Institute (2004) PDFJaime Coronell100% (4)
- CWI Practical Exam Guide for AWS BOS 2017Document105 pagesCWI Practical Exam Guide for AWS BOS 2017SYED FADZIL SYED MOHAMED100% (4)
- Especificacion para Construcciones de Acero - Aisc 360-16Document308 pagesEspecificacion para Construcciones de Acero - Aisc 360-16Armando Farías100% (1)
- ANSI Z87.1: Occupational and Educational Personal Eye and Face Protection DevicesDocument4 pagesANSI Z87.1: Occupational and Educational Personal Eye and Face Protection DevicesSmith AlvarezPas encore d'évaluation
- DLS 11 14 18 27 36 60 TOUCH Parts ManualDocument35 pagesDLS 11 14 18 27 36 60 TOUCH Parts ManualJose Manuel Castro0% (1)
- D 1143 - 81 R94 AstmDocument4 pagesD 1143 - 81 R94 AstmAbdullah100% (1)
- Wear, 130 (1989) 337 337Document16 pagesWear, 130 (1989) 337 337Vitor JardimPas encore d'évaluation
- Tribological properties of titanium alloysDocument15 pagesTribological properties of titanium alloysSatria Adi NugrohoPas encore d'évaluation
- Electrochemical Assessment of Erosion-Corrosion of Commercially Pure Titanium and A Titanium Alloy in Slurry ImpingementDocument11 pagesElectrochemical Assessment of Erosion-Corrosion of Commercially Pure Titanium and A Titanium Alloy in Slurry ImpingementMaysam MohamPas encore d'évaluation
- 5967 15695 1 SM PDFDocument21 pages5967 15695 1 SM PDFFernando RomeroPas encore d'évaluation
- Final Full PaperDocument28 pagesFinal Full PaperAnush CPas encore d'évaluation
- Friction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counter FacesDocument9 pagesFriction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counter FacesDeepak KumarPas encore d'évaluation
- Friction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic CounterfacesDocument9 pagesFriction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counterfacesanhntran4850Pas encore d'évaluation
- Study of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V AlloysDocument15 pagesStudy of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V Alloysfarhad alefPas encore d'évaluation
- Tribological Properties of Titanium AlloysDocument15 pagesTribological Properties of Titanium AlloysMaurizio CotugnoPas encore d'évaluation
- Lec 8Document67 pagesLec 8Pejman HPas encore d'évaluation
- Mao 2013Document8 pagesMao 2013Nelson AlvarezPas encore d'évaluation
- CompressedDocument14 pagesCompressedLutfi AdikPas encore d'évaluation
- Coatings: Laser-Sustained Plasma (LSP) Nitriding of Titanium: A ReviewDocument22 pagesCoatings: Laser-Sustained Plasma (LSP) Nitriding of Titanium: A ReviewyanuarPas encore d'évaluation
- Jin 2017Document14 pagesJin 2017abdul basitPas encore d'évaluation
- Casting of Titanium and Titanium Alloys: Defence Science Journal January 1986Document22 pagesCasting of Titanium and Titanium Alloys: Defence Science Journal January 1986Aswathi RaghuthamanPas encore d'évaluation
- Characterization of Titanium/Steel Joints Brazed in Vacuum: Welding ResearchDocument6 pagesCharacterization of Titanium/Steel Joints Brazed in Vacuum: Welding Researchmojtaba nPas encore d'évaluation
- Research Progress On Laser Surface Modification of Titanium AlloysDocument8 pagesResearch Progress On Laser Surface Modification of Titanium AlloysalfredoPas encore d'évaluation
- 1975 - New Materials Resistant To Wear and Corrosion To 1000 CDocument11 pages1975 - New Materials Resistant To Wear and Corrosion To 1000 CDrenkensteinPas encore d'évaluation
- Microstructure and Properties of Monolayer, Bilayer and MultilayerDocument12 pagesMicrostructure and Properties of Monolayer, Bilayer and MultilayerChercheurs Permanents UrmmPas encore d'évaluation
- Low Temperature Large-Area Brazing of Damage Tolerant Titanium StructuresDocument9 pagesLow Temperature Large-Area Brazing of Damage Tolerant Titanium StructuresMan MPas encore d'évaluation
- Sliding Wear and Solid-Particle Erosion Resistance of A Novel High-Tungsten Stellite AlloyDocument11 pagesSliding Wear and Solid-Particle Erosion Resistance of A Novel High-Tungsten Stellite Alloyshahin azPas encore d'évaluation
- Investigation of Microstructure and Properties of Stellite 6 and Stellite 6/TiC Coatings Produced by TIG WeldingDocument40 pagesInvestigation of Microstructure and Properties of Stellite 6 and Stellite 6/TiC Coatings Produced by TIG Weldingshahin azPas encore d'évaluation
- Wear and tribocorrosion of 304L SS, Zr alloys, and Ti in nitric acidDocument11 pagesWear and tribocorrosion of 304L SS, Zr alloys, and Ti in nitric acidMarioPas encore d'évaluation
- Advances in Titanium Alloy Processing and MetallurgyDocument7 pagesAdvances in Titanium Alloy Processing and MetallurgyATILAY AYREZ BozPas encore d'évaluation
- 1 s2.0 S1044580322004624 MainDocument14 pages1 s2.0 S1044580322004624 MainMassimo d'AmorePas encore d'évaluation
- On The Choice of Tool Material in Friction Stir Welding of Titanium AlloysDocument10 pagesOn The Choice of Tool Material in Friction Stir Welding of Titanium Alloysflasher_for_nokiaPas encore d'évaluation
- Study On Friction Reduction and Wear Resistance of Surface Micro Texture of YG8 Ti6Al4V Friction PairDocument15 pagesStudy On Friction Reduction and Wear Resistance of Surface Micro Texture of YG8 Ti6Al4V Friction Pair别康民Pas encore d'évaluation
- A Comparative Study of Tribological Behaviour of PVD Coatings On The Ti-6Al-4V AlloyDocument12 pagesA Comparative Study of Tribological Behaviour of PVD Coatings On The Ti-6Al-4V AlloyAna EscudeiroPas encore d'évaluation
- Titanium 1Document12 pagesTitanium 1Farid AhmadiPas encore d'évaluation
- Brazing Copper To Alumina-MainDocument9 pagesBrazing Copper To Alumina-MainVitor VieiraPas encore d'évaluation
- M DTialloy Cui 2011Document8 pagesM DTialloy Cui 2011اقْرَأْ وَرَبُّكَ الْأَكْرَمُPas encore d'évaluation
- 5 Badkar2010Document14 pages5 Badkar2010Prasanna VenkatPas encore d'évaluation
- Wear Resistance of High Chromium White Cast Iron For Coal Grinding RollsDocument9 pagesWear Resistance of High Chromium White Cast Iron For Coal Grinding RollsJoseph CurePas encore d'évaluation
- Comparison of Fretting Corrosion Behaviour ofDocument7 pagesComparison of Fretting Corrosion Behaviour ofvivianita_2402_26326Pas encore d'évaluation
- Alloys To Protect Against Corrosion & WearDocument4 pagesAlloys To Protect Against Corrosion & WearSms AghamiriPas encore d'évaluation
- Improving Bond Between Titanium and CeramicDocument8 pagesImproving Bond Between Titanium and CeramicLucky Setia NugrohoPas encore d'évaluation
- Friction and Wear Behaviour of Cast Al 6063 Based in Situ Metal MatrixDocument12 pagesFriction and Wear Behaviour of Cast Al 6063 Based in Situ Metal MatrixDr. Saravanan RPas encore d'évaluation
- 1 s2.0 S0272884218311532 MainDocument7 pages1 s2.0 S0272884218311532 Mainyasemin gencbayPas encore d'évaluation
- Surface & Coatings Technology: N. Padhy, Subhash Kamal, Ramesh Chandra, U. Kamachi Mudali, Baldev RajDocument7 pagesSurface & Coatings Technology: N. Padhy, Subhash Kamal, Ramesh Chandra, U. Kamachi Mudali, Baldev RajNaveen KumarPas encore d'évaluation
- Tribological Characteristic of Titanium Alloy Surface Layers Produced by Diode Laser Gas NitridingDocument10 pagesTribological Characteristic of Titanium Alloy Surface Layers Produced by Diode Laser Gas NitridingFeku HoonPas encore d'évaluation
- 2002 - in Situ Reacted Titanium Nitride-Reinforced Aluminum Alloy - R.F Shyu F.T WengDocument4 pages2002 - in Situ Reacted Titanium Nitride-Reinforced Aluminum Alloy - R.F Shyu F.T WengMahmood KhanPas encore d'évaluation
- Ceramic tribology in Japan: Friction and wear behavior of engineering ceramicsDocument6 pagesCeramic tribology in Japan: Friction and wear behavior of engineering ceramicsAhda Dapong Rizqy MaulanaPas encore d'évaluation
- Emerging Applications of IntermetallicsDocument8 pagesEmerging Applications of IntermetallicsSahar RajaPas encore d'évaluation
- High Speed CuttingDocument4 pagesHigh Speed Cuttingsakthistory1922Pas encore d'évaluation
- Materials Today - ProceedingsDocument5 pagesMaterials Today - ProceedingsAnandMurmuPas encore d'évaluation
- 1 s2.0 S0257897218300598 MainDocument16 pages1 s2.0 S0257897218300598 MainMR GOKCHENPas encore d'évaluation
- CIRP Annals - Manufacturing Technology: T. O ̈ Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluDocument7 pagesCIRP Annals - Manufacturing Technology: T. O ̈ Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluhanipaPas encore d'évaluation
- J Matpr 2019 10 018Document4 pagesJ Matpr 2019 10 018Alagar SamyPas encore d'évaluation
- 1 s2.0 S0043164818313139 MainDocument13 pages1 s2.0 S0043164818313139 Mainyasemin gencbayPas encore d'évaluation
- Structure and Properties of Titanium For Dental Implants: M. Greger, M. Erný, L. Kander, J. KliberDocument4 pagesStructure and Properties of Titanium For Dental Implants: M. Greger, M. Erný, L. Kander, J. KliberStanislav ȘuiuPas encore d'évaluation
- Ultrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4VDocument6 pagesUltrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4Vkaliappan45490Pas encore d'évaluation
- Effect of Plasma Carbonitriding On The High Temperature Tribological Properties of A TiAlCrN Coating On 300M Steel by Multi Arc Ion PlatingDocument15 pagesEffect of Plasma Carbonitriding On The High Temperature Tribological Properties of A TiAlCrN Coating On 300M Steel by Multi Arc Ion PlatingAbdelkarim GhanemPas encore d'évaluation
- Diffusion Aluminide Coatings For TiAl Intermetallic Turbine BladesDocument4 pagesDiffusion Aluminide Coatings For TiAl Intermetallic Turbine BladesAna Maria NiculescuPas encore d'évaluation
- Interfacial Microstructure and Mechanical Properties of Diffusion BondedDocument8 pagesInterfacial Microstructure and Mechanical Properties of Diffusion BondedfarahPas encore d'évaluation
- Microporosity Control and Thermal-Fatigue Resistance of A319 Aluminum Foundry AlloyDocument8 pagesMicroporosity Control and Thermal-Fatigue Resistance of A319 Aluminum Foundry AlloyAdriene SantosPas encore d'évaluation
- Mechanical and Electrochemical Characterization of Ti-12Mo-5Zr Alloy For Biomedical ApplicationDocument4 pagesMechanical and Electrochemical Characterization of Ti-12Mo-5Zr Alloy For Biomedical ApplicationhijekePas encore d'évaluation
- Materials Chemistry and Physics: Y. Adraider, Y.X. Pang, M.C. Sharp, S.N. Hodgson, F. Nabhani, A. Al-WaidhDocument8 pagesMaterials Chemistry and Physics: Y. Adraider, Y.X. Pang, M.C. Sharp, S.N. Hodgson, F. Nabhani, A. Al-Waidhluis enriquePas encore d'évaluation
- Experimental Investigation of Wear Behaviour On Sintered Ti6Al4V/Yttrium Oxide Nano-CompositeDocument8 pagesExperimental Investigation of Wear Behaviour On Sintered Ti6Al4V/Yttrium Oxide Nano-CompositeTJPRC PublicationsPas encore d'évaluation
- Velten Et Al-2002-Journal of Biomedical Materials ResearchDocument11 pagesVelten Et Al-2002-Journal of Biomedical Materials ResearchjeffreylopezPas encore d'évaluation
- Determine necessary preheat temperature for steel weldingDocument11 pagesDetermine necessary preheat temperature for steel weldingromanosky11Pas encore d'évaluation
- Welding Document Print PDFDocument103 pagesWelding Document Print PDFRonneySantosPas encore d'évaluation
- Welding Stainless Steels-LincolnelectricDocument40 pagesWelding Stainless Steels-LincolnelectricsachinumaryePas encore d'évaluation
- Ricoh WG-70 ManualDocument202 pagesRicoh WG-70 ManualPuzio JellyfishPas encore d'évaluation
- Qualification WETDocument32 pagesQualification WETromanosky11Pas encore d'évaluation
- .4 Minimum Necessary Preheat TemperatureDocument5 pages.4 Minimum Necessary Preheat Temperatureromanosky11Pas encore d'évaluation
- PPE For Oxy-Ace Welding and CuttingDocument5 pagesPPE For Oxy-Ace Welding and Cuttingdarkhorse1981Pas encore d'évaluation
- Fact Sheet No. 2 August 2018Document3 pagesFact Sheet No. 2 August 2018romanosky11Pas encore d'évaluation
- Eye and Face Selection Guide Tool1Document6 pagesEye and Face Selection Guide Tool1yoylanPas encore d'évaluation
- Senior Welding Inspector 9-Year Recertification OptionsDocument6 pagesSenior Welding Inspector 9-Year Recertification Optionsromanosky11Pas encore d'évaluation
- AWS c7.4mDocument7 pagesAWS c7.4mromanosky11Pas encore d'évaluation
- PPE For Oxy-Ace Welding and CuttingDocument5 pagesPPE For Oxy-Ace Welding and Cuttingdarkhorse1981Pas encore d'évaluation
- Osha 1910 PDFDocument846 pagesOsha 1910 PDFsgh1355100% (2)
- Determine necessary preheat temperature for steel weldingDocument11 pagesDetermine necessary preheat temperature for steel weldingromanosky11Pas encore d'évaluation
- Welding Document Print PDFDocument103 pagesWelding Document Print PDFRonneySantosPas encore d'évaluation
- Zhou IJHMT 2007 59Document19 pagesZhou IJHMT 2007 59romanosky11Pas encore d'évaluation
- Solar Cell WO2017031021A1Document42 pagesSolar Cell WO2017031021A1romanosky11Pas encore d'évaluation
- Zhou IJHMT 2007 59Document19 pagesZhou IJHMT 2007 59romanosky11Pas encore d'évaluation
- Welding Handbook v68Document390 pagesWelding Handbook v68Bryan Brito100% (1)
- Audit Manual PDFDocument107 pagesAudit Manual PDFNoah Mzyece DhlaminiPas encore d'évaluation
- Hydrogenembrittlementoflowcarbonstructuralsteelatmacro Micro Andnano LevelsDocument13 pagesHydrogenembrittlementoflowcarbonstructuralsteelatmacro Micro Andnano Levelsromanosky11Pas encore d'évaluation
- 9100 Series 2016 Revision Overview: October 2015Document49 pages9100 Series 2016 Revision Overview: October 2015Anonymous NbueVAwPas encore d'évaluation
- EWF Special Course Personnel With The Responsibility For Heat Treatment of Welded JointsDocument8 pagesEWF Special Course Personnel With The Responsibility For Heat Treatment of Welded Jointsromanosky11Pas encore d'évaluation
- 17653Document3 pages17653عمرأكرم الحياليPas encore d'évaluation
- Digitalizing Your Fabrication Process: Better Visibility Means Happier CustomersDocument2 pagesDigitalizing Your Fabrication Process: Better Visibility Means Happier Customersromanosky11Pas encore d'évaluation
- Welding Defects 8Document18 pagesWelding Defects 8romanosky11Pas encore d'évaluation
- QAP Format - QA 01 F 01Document1 pageQAP Format - QA 01 F 01Murukan PadmanabhanPas encore d'évaluation
- Maint DataDocument4 pagesMaint DataParents' Coalition of Montgomery County, MarylandPas encore d'évaluation
- What Is Design Interpretation?Document17 pagesWhat Is Design Interpretation?Qaisir MehmoodPas encore d'évaluation
- Smoke Control System DesignDocument4 pagesSmoke Control System DesignHermi DavidPas encore d'évaluation
- TEC-221300 - MET-DoR-003 (Method Statement For Storm Water Works) (H)Document15 pagesTEC-221300 - MET-DoR-003 (Method Statement For Storm Water Works) (H)Roderick Hipol100% (1)
- Fire Water Hydrants: Product CatalogueDocument3 pagesFire Water Hydrants: Product Catalogueseeralan balakrishnanPas encore d'évaluation
- MNHL Engineering ServicesDocument50 pagesMNHL Engineering ServicesYanz DomingoPas encore d'évaluation
- Bike Camper Plans by DrewBuildsStuff v2 5-30-22Document6 pagesBike Camper Plans by DrewBuildsStuff v2 5-30-22Márcio GhrollPas encore d'évaluation
- 2019-05-28 - DA - RSLF Artillery Brigade - Volume 2 PDFDocument490 pages2019-05-28 - DA - RSLF Artillery Brigade - Volume 2 PDFDusngi MoPas encore d'évaluation
- CR (N) 2&4 D&RDocument14 pagesCR (N) 2&4 D&RRudo RockPas encore d'évaluation
- Sudhar PipesDocument5 pagesSudhar Pipesyashas sPas encore d'évaluation
- Cross-Section Properties of IPN 300 Steel BeamDocument2 pagesCross-Section Properties of IPN 300 Steel BeamFilip StojkovskiPas encore d'évaluation
- Local Buckling Tests On Cold-Formed Steel Beams by Yu 2003Document11 pagesLocal Buckling Tests On Cold-Formed Steel Beams by Yu 2003fahmi aballiPas encore d'évaluation
- Norma Cmaa 70Document90 pagesNorma Cmaa 70jargoti164877100% (2)
- 1pf2gf - Pgf-Int-Gp-Re10213Document20 pages1pf2gf - Pgf-Int-Gp-Re10213Johnny JessingPas encore d'évaluation
- Sikadur - 43 FSMY: High Strength Epoxy Bedding MortarDocument3 pagesSikadur - 43 FSMY: High Strength Epoxy Bedding MortarChee Soon LeePas encore d'évaluation
- BH ECV HawthornDocument2 pagesBH ECV HawthornMuhammad AsifPas encore d'évaluation
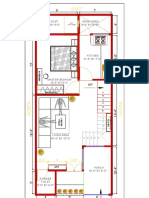
- Architectural floor plan layout and dimensionsDocument1 pageArchitectural floor plan layout and dimensionsBhavesh SarsiyaPas encore d'évaluation
- Casting: Aim of The ExperimentDocument7 pagesCasting: Aim of The Experimentsanskar mittalPas encore d'évaluation
- Bridge Building PDFDocument4 pagesBridge Building PDFGio PadillaPas encore d'évaluation
- LES Cable Entry SystemsDocument26 pagesLES Cable Entry SystemsVasudev AgrawalPas encore d'évaluation
- Instrument Manifold (Monoflange) : SpecificationsDocument1 pageInstrument Manifold (Monoflange) : Specificationshisaj4uPas encore d'évaluation
- Ilovepdf Merged AllDocument47 pagesIlovepdf Merged AllAkash VakkayilPas encore d'évaluation
- POWERPACKDocument31 pagesPOWERPACKcristianPas encore d'évaluation
- amm 467 349Document6 pagesamm 467 349Dinesh JagadisanPas encore d'évaluation
- WRE - 412 - Lec01 - Introduction To Hydraulic StructuresDocument40 pagesWRE - 412 - Lec01 - Introduction To Hydraulic StructuresAzwad Abeer100% (1)
- Reference List 1983-1995Document23 pagesReference List 1983-1995Đi Để ĐếnPas encore d'évaluation