Vous aimerez peut-être aussi
- Cómo mantener seguros la quinta rueda y el perno rey de un tractocamiónDocument7 pagesCómo mantener seguros la quinta rueda y el perno rey de un tractocamiónRodrigo100% (3)
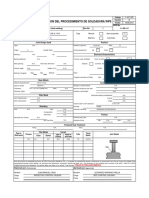
- Emision de Procedimiento de Soldadura Wps para Tuberia de 6"Document7 pagesEmision de Procedimiento de Soldadura Wps para Tuberia de 6"Melissa RodriguezPas encore d'évaluation
- Bridas Ansi Asme PDFDocument13 pagesBridas Ansi Asme PDFArdila DanielPas encore d'évaluation
- Informe de Calidad (Dossier Servicio Sandblasting) Con AjustesDocument60 pagesInforme de Calidad (Dossier Servicio Sandblasting) Con Ajustesantoniosofware100% (1)
- Registro de Pintura ANILLO ADocument2 pagesRegistro de Pintura ANILLO AJavier GomezPas encore d'évaluation
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDocument9 pages29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosPas encore d'évaluation
- Wps PQR Wpqdescargarloskydrivemuyimportante 140615112224 Phpapp02Document115 pagesWps PQR Wpqdescargarloskydrivemuyimportante 140615112224 Phpapp02Jc JaPas encore d'évaluation
- Formatos de CalidadDocument14 pagesFormatos de CalidadAlejandro NietoPas encore d'évaluation
- 2182-PCOM-MEC-005-Rev. 00 - Proc. Gral Maquinas A SoldarDocument8 pages2182-PCOM-MEC-005-Rev. 00 - Proc. Gral Maquinas A SoldarVidal ChoquePas encore d'évaluation
- Procedimiento Soldadura Api1104Document20 pagesProcedimiento Soldadura Api1104Julio AlcantaraPas encore d'évaluation
- Procedimiento Reparacion de SoldaduraDocument5 pagesProcedimiento Reparacion de Soldadurawilialexis771Pas encore d'évaluation
- F-CON-061 - V1 Formato de Registro de Inspección Con Holiday DetectorDocument1 pageF-CON-061 - V1 Formato de Registro de Inspección Con Holiday DetectorRogerMachaD100% (2)
- Indicadores Aseguramiento de La CalidadDocument52 pagesIndicadores Aseguramiento de La CalidadAnny Rangel100% (1)
- Indicadores Aseguramiento de La CalidadDocument52 pagesIndicadores Aseguramiento de La CalidadAnny Rangel100% (1)
- Inspección de Soldadura Por Líquidos Penetrantes.Document13 pagesInspección de Soldadura Por Líquidos Penetrantes.Paulo Sergio Munguia HernandezPas encore d'évaluation
- Registro de Inspeccion de Doblado de TuberiaDocument2 pagesRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaPas encore d'évaluation
- Manual Torque HytorcDocument28 pagesManual Torque HytorcKike Silva100% (1)
- 1 Leak Testing IntroduccionDocument22 pages1 Leak Testing IntroduccionOstwal Kgori100% (1)
- Inspección de tubería API 5L con líquidos penetrantes fluorescentesDocument3 pagesInspección de tubería API 5L con líquidos penetrantes fluorescentesLinis Maris DcfPas encore d'évaluation
- Procedimiento de Control DimensionalDocument7 pagesProcedimiento de Control DimensionalGabriel D. RodriguezPas encore d'évaluation
- Manual de Instrumentacion IndustrialDocument64 pagesManual de Instrumentacion IndustrialvalentinPas encore d'évaluation
- Registro Preparacion Superficial Aplicacion de PinturaDocument3 pagesRegistro Preparacion Superficial Aplicacion de PinturaHemyl LouPas encore d'évaluation
- Protocolo de Montaje TR-4 CERRAMIENTO 1ra NaveDocument2 pagesProtocolo de Montaje TR-4 CERRAMIENTO 1ra Navegiomar.gallardayPas encore d'évaluation
- Como Soldar Bridads SliponDocument5 pagesComo Soldar Bridads SliponAlexandro Jaimes MoralesPas encore d'évaluation
- PR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2Document15 pagesPR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2RESIDENTE CALIDAD CAÑO SUR100% (1)
- F-CYE-046 Formato de Instalación de Tubería ConduitDocument3 pagesF-CYE-046 Formato de Instalación de Tubería ConduitCarlo Lara100% (1)
- Preparacion SuperficialDocument7 pagesPreparacion SuperficialDiego ParedesPas encore d'évaluation
- Presupuesto APRDocument11 pagesPresupuesto APRAnonymous tDc6VWIEAmPas encore d'évaluation
- WPS para soldadura SMAW de acero A36 en ranura JPC de 1/8”- 1 1/2Document2 pagesWPS para soldadura SMAW de acero A36 en ranura JPC de 1/8”- 1 1/2Cesar Jimenez100% (2)
- Unión tuberías SMAW AntaminaDocument9 pagesUnión tuberías SMAW AntaminaHC RollyPas encore d'évaluation
- Protocolo de Inspeccion Por Tinte Penetrante de Estructura de Hidrociclon 1Document1 pageProtocolo de Inspeccion Por Tinte Penetrante de Estructura de Hidrociclon 1juan montufar100% (1)
- Elementos Primarios de La FormaDocument10 pagesElementos Primarios de La FormaNery Estuardo JucubPas encore d'évaluation
- Balanceo de Ecuaciones Por Metodo de RedoxDocument14 pagesBalanceo de Ecuaciones Por Metodo de RedoxFrank Walter Livisi EstradaPas encore d'évaluation
- Registro ArenadoDocument3 pagesRegistro ArenadoItalo JaureguiPas encore d'évaluation
- Procedimiento de Inspección Visual de Uniones SoldadasDocument10 pagesProcedimiento de Inspección Visual de Uniones SoldadasDavid Ninaquispe BardalesPas encore d'évaluation
- Reporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFDocument10 pagesReporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFJosé LéboloPas encore d'évaluation
- Procedimiento CalibracionDocument8 pagesProcedimiento CalibracionAlvaro Vidaurre0% (1)
- Control dimensiones estructuras soporte fachada centro comercialDocument7 pagesControl dimensiones estructuras soporte fachada centro comercialcarlosenrique21Pas encore d'évaluation
- (Procedimiento Inspeccion VisualDocument6 pages(Procedimiento Inspeccion VisualBrayan NavarroPas encore d'évaluation
- Manual de Albañileria y Autoconstrucción 2Document171 pagesManual de Albañileria y Autoconstrucción 2C C Cueshar Arochi100% (1)
- Actividad # 3 Interpretacion de Planos para Maquinaria IndustrialDocument6 pagesActividad # 3 Interpretacion de Planos para Maquinaria IndustrialJeison jose Jimenez galvan71% (7)
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocument14 pagesProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Especificación del procedimiento de soldadura WPS para soldadura de pernos Nelson stud ASTM A106 Gr 1010 en posiciones 1S, 2S y 3SDocument3 pagesEspecificación del procedimiento de soldadura WPS para soldadura de pernos Nelson stud ASTM A106 Gr 1010 en posiciones 1S, 2S y 3SFREDY ARMANDO SANCHEZPas encore d'évaluation
- Procedimiento de Seguridad para Desmontaje y Montaje de LlantasDocument10 pagesProcedimiento de Seguridad para Desmontaje y Montaje de LlantasAna Milena Rojas100% (1)
- Prueba de adherencia por tracción en baranda metálicaDocument6 pagesPrueba de adherencia por tracción en baranda metálicaPedro Juan Dàvila ZùñigaPas encore d'évaluation
- OG-CT-FO-031 - Reporte de Perfil de Anclaje V1Document1 pageOG-CT-FO-031 - Reporte de Perfil de Anclaje V1MAYRA ALEJANDRA VEGA100% (1)
- Formato Inspeccion de Estructuras MetalicasDocument15 pagesFormato Inspeccion de Estructuras Metalicasgapc21Pas encore d'évaluation
- Registro de Liquidos Penetrantes - InG - CMII - 005Document8 pagesRegistro de Liquidos Penetrantes - InG - CMII - 005Luis Alexander Cristobal UbaldoPas encore d'évaluation
- Procedimiento de Inspeccion DimensionalDocument4 pagesProcedimiento de Inspeccion DimensionalCesar Cruz Romero100% (1)
- Procedimiento de Inspeccion VisualDocument6 pagesProcedimiento de Inspeccion VisualDavid Luis Cantando CancionesPas encore d'évaluation
- Imende Introduccion A Los Ensayos No Destructivos PDFDocument143 pagesImende Introduccion A Los Ensayos No Destructivos PDFIrvingLopezPas encore d'évaluation
- Recepción y Almacenamiento SoldaduraDocument8 pagesRecepción y Almacenamiento SoldaduraRenato Ren SZPas encore d'évaluation
- Gl-I-02 Instructivo Lavado de MaterialDocument3 pagesGl-I-02 Instructivo Lavado de MaterialMichael Huisa Taipe100% (1)
- Procedimiento para aplicación de recubrimiento en tuberíasDocument15 pagesProcedimiento para aplicación de recubrimiento en tuberíasCamilo RodriguezPas encore d'évaluation
- Revista de Mineria PDFDocument76 pagesRevista de Mineria PDFWilfredo Escobar100% (1)
- PR-CC-003 Control Dimensional en El ArmadoDocument8 pagesPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Plantilla para Prueba VacíoDocument2 pagesPlantilla para Prueba VacíoJaime Vera100% (2)
- ASME Sección IX Edición 2019: Requisitos de soldadura y calificación de procedimientosDocument8 pagesASME Sección IX Edición 2019: Requisitos de soldadura y calificación de procedimientosEfrain Ortiz BarretoPas encore d'évaluation
- WPS D1.1 A36 - E71t11Document2 pagesWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Pruebas de tensión, doblez y soldaduraDocument2 pagesPruebas de tensión, doblez y soldaduraivanbfPas encore d'évaluation
- WPS FMAWDocument5 pagesWPS FMAWAnonymous IkF0z3VOmPas encore d'évaluation
- Curso VT - MT Ricardo Aguirre RamirezDocument2 pagesCurso VT - MT Ricardo Aguirre RamirezAlex Silva VincesPas encore d'évaluation
- Inspeccion de Soldadura Por Liquidos PenetrantesDocument21 pagesInspeccion de Soldadura Por Liquidos PenetrantesLuis Jahuira SalasPas encore d'évaluation
- HLC QC RG 3.0 28 Registro de Resane de PinturaDocument1 pageHLC QC RG 3.0 28 Registro de Resane de PinturaManuel JuanPas encore d'évaluation
- Reporte de Liquidos PenetrantesDocument1 pageReporte de Liquidos PenetrantesDiego LeónPas encore d'évaluation
- Registro de OperacionesDocument1 pageRegistro de OperacionesAnonymous 5JDy895zPas encore d'évaluation
- Puentes Aws D1.5Document8 pagesPuentes Aws D1.5HM Innovametal100% (2)
- Registro de Recepción de MaterialesDocument1 pageRegistro de Recepción de MaterialesJuan MontufarPas encore d'évaluation
- PR-PP-28 Procedimiento de Rolado de Lamina para Prefabricacion de TanquesDocument6 pagesPR-PP-28 Procedimiento de Rolado de Lamina para Prefabricacion de TanquesJavier Lozano AbrilPas encore d'évaluation
- Lista de SoldadoresDocument2 pagesLista de SoldadoresMau Atenas PerezPas encore d'évaluation
- ASCOOSPETROL SGC F END VT 01 Inspeccion Visual de SoldaduraDocument1 pageASCOOSPETROL SGC F END VT 01 Inspeccion Visual de SoldaduraJorge Enrique Montes CabreraPas encore d'évaluation
- WPS 12mmDocument2 pagesWPS 12mmTonyRiverosBecerraPas encore d'évaluation
- Reg-Tal-009 Lista de Soldadores Calificados (WPQR)Document1 pageReg-Tal-009 Lista de Soldadores Calificados (WPQR)Francisco ImazPas encore d'évaluation
- Taller Codigo AWS D1.1 - 2010Document6 pagesTaller Codigo AWS D1.1 - 2010Williy126Pas encore d'évaluation
- PRTU25 Pasivado de InoxidableDocument3 pagesPRTU25 Pasivado de InoxidableVictor David Vargas RamosPas encore d'évaluation
- Plan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1Document9 pagesPlan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1reynaldoUHPas encore d'évaluation
- TwlightDocument3 pagesTwlightvalentinPas encore d'évaluation
- Catalogo de Cables de AceroDocument28 pagesCatalogo de Cables de AceroAlvaro VillabonaPas encore d'évaluation
- Curso-UltrapipeDocument124 pagesCurso-UltrapipevalentinPas encore d'évaluation
- Estudia Realizado Bajo La API 580Document221 pagesEstudia Realizado Bajo La API 580Ender UrdanetaPas encore d'évaluation
- Curso TuberiaDocument25 pagesCurso Tuberiatavo580Pas encore d'évaluation
- Cables de Perforacion 2Document41 pagesCables de Perforacion 2Cirilo BautistaPas encore d'évaluation
- 2017 10 31 MAT Semarnat PROY NOM 009 ASEA 2017 PDFDocument41 pages2017 10 31 MAT Semarnat PROY NOM 009 ASEA 2017 PDFYahirEduardoNavarroKauilPas encore d'évaluation
- Estudia Realizado Bajo La API 580Document221 pagesEstudia Realizado Bajo La API 580Ender UrdanetaPas encore d'évaluation
- Curso TuberiaDocument25 pagesCurso Tuberiatavo580Pas encore d'évaluation
- Cables de Perforacion 2Document41 pagesCables de Perforacion 2Cirilo BautistaPas encore d'évaluation
- CD 5940Document343 pagesCD 5940DanielPadillaPas encore d'évaluation
- Instituto Tecnologico de Tijuana Ingenie PDFDocument34 pagesInstituto Tecnologico de Tijuana Ingenie PDFvalentinPas encore d'évaluation
- COMSOL Pipe Flow Module 5.5: Simulación de flujo en tuberíasDocument2 pagesCOMSOL Pipe Flow Module 5.5: Simulación de flujo en tuberíasvalentinPas encore d'évaluation
- Vdocuments - MX - NMX CH 002 1993 PDFDocument16 pagesVdocuments - MX - NMX CH 002 1993 PDFvalentinPas encore d'évaluation
- 7 Dureza 2011 22Document22 pages7 Dureza 2011 22Alex BolañosPas encore d'évaluation
- S03 Medicion Nivel 1 GildaDocument11 pagesS03 Medicion Nivel 1 GildavalentinPas encore d'évaluation
- Manual Stealth Xxi Avanti PDFDocument34 pagesManual Stealth Xxi Avanti PDFDavid GoezPas encore d'évaluation
- CalibracionDocument18 pagesCalibracionJorge Daniel HernandezPas encore d'évaluation
- Operación Del Controlador de NivelDocument4 pagesOperación Del Controlador de NivelvalentinPas encore d'évaluation
- Medicion NivelDocument9 pagesMedicion NivelvalentinPas encore d'évaluation
- Manual D Recomendaciones RecubrimientosDocument93 pagesManual D Recomendaciones RecubrimientosLAMBERTO100% (2)
- Ejercicios de Mate II 2 UNDDocument15 pagesEjercicios de Mate II 2 UNDNeils Nilton ÑahuiPas encore d'évaluation
- Análisis de transferencia de calor por convección y radiación en láminas metálicasDocument20 pagesAnálisis de transferencia de calor por convección y radiación en láminas metálicasJoseAlejandroSeguraGalvisPas encore d'évaluation
- M71a7000 - FichaDocument1 pageM71a7000 - FichaTiffany ValeraPas encore d'évaluation
- TFM-Pablo Barroso Rodríguez PDFDocument127 pagesTFM-Pablo Barroso Rodríguez PDFAnonymous SghVMpPas encore d'évaluation
- Ejemplo de CatalogoDocument15 pagesEjemplo de Catalogoinge_leonPas encore d'évaluation
- Calificación Del ProcedimientoDocument6 pagesCalificación Del ProcedimientoWilmer Zavaleta Huamanyauri100% (1)
- Tarea 13 OkokDocument4 pagesTarea 13 OkokAdrian LovonPas encore d'évaluation
- Configuracion Base ComunDocument3 pagesConfiguracion Base ComunjosePas encore d'évaluation
- Manual Del Cable DirectoDocument12 pagesManual Del Cable DirectoItzel Tapia ZavalaPas encore d'évaluation
- Consumible de SoldaduraDocument6 pagesConsumible de SoldaduraLuis GarciaPas encore d'évaluation
- Cálculo de Entalpías MolaresDocument51 pagesCálculo de Entalpías MolaresNelson Estela ValenzuelaPas encore d'évaluation
- Paloma CastilloDocument3 pagesPaloma CastilloPaloma CastilloPas encore d'évaluation
- Suelo ChacarillaDocument18 pagesSuelo ChacarillaLigia HinojosaPas encore d'évaluation
- Ficha Tecnica Sokkia FXDocument4 pagesFicha Tecnica Sokkia FXJorge OsorioPas encore d'évaluation
- Manual tortilladora MLRDocument9 pagesManual tortilladora MLRjose floresPas encore d'évaluation
- BonusDocument40 pagesBonusFelix Jesus Cervantes Soria100% (1)
- Tipos de Sistemas OperativosDocument9 pagesTipos de Sistemas OperativosArmando OrtizPas encore d'évaluation
- Quimica MaterialesDocument28 pagesQuimica MaterialesLucia Maturano PeñarandaPas encore d'évaluation
- Cuestiones EquilibrioDocument3 pagesCuestiones EquilibrioCarlaPas encore d'évaluation
- Electróstatica Actividades ExperimentalesDocument48 pagesElectróstatica Actividades ExperimentalescdreamilyPas encore d'évaluation
- Construccion DL Ponton KM 1217+000 y Accesos Volumen VI PDFDocument88 pagesConstruccion DL Ponton KM 1217+000 y Accesos Volumen VI PDFTeresa Rivera VilchezPas encore d'évaluation
- Manual SIGA MEFDocument159 pagesManual SIGA MEFHermogenes MamaniPas encore d'évaluation