Vous aimerez peut-être aussi
- A Ground Test Rocket Thrust Measurement SystemDocument7 pagesA Ground Test Rocket Thrust Measurement SystemAerojet Rocketdyne RS-25Pas encore d'évaluation
- Paper 3Document6 pagesPaper 3Srinivasan VairamanickamPas encore d'évaluation
- Applied Sciences: Investigation On The Mass Flow Rate of A Refrigerator Compressor Based On The P-V DiagramDocument11 pagesApplied Sciences: Investigation On The Mass Flow Rate of A Refrigerator Compressor Based On The P-V DiagramHafid Papeda SaguPas encore d'évaluation
- Intermittent PumpingDocument8 pagesIntermittent PumpingAvanish ChaubeyPas encore d'évaluation
- Numerical Simulation On Pump As Turbine Mesh Reliability and Performance ConcernsDocument6 pagesNumerical Simulation On Pump As Turbine Mesh Reliability and Performance ConcernsDaniel Santacruz LPas encore d'évaluation
- Chapter1 - Drilling Rig and SystemsDocument166 pagesChapter1 - Drilling Rig and Systemsm.kooshan20100% (1)
- Rickle ED EactorDocument11 pagesRickle ED EactorRajesh Kumar SahooPas encore d'évaluation
- A Computer Model For Scroll Compressors-Calliat1988Document10 pagesA Computer Model For Scroll Compressors-Calliat1988Stacy WilsonPas encore d'évaluation
- Opportunities For Variable Rotor Lead in Screw Compressors Depending On Dimensionless NumbersDocument10 pagesOpportunities For Variable Rotor Lead in Screw Compressors Depending On Dimensionless NumbersMike GeorgiouPas encore d'évaluation
- Longwall Mining at Shallow Depth of Cover in IndiaD'EverandLongwall Mining at Shallow Depth of Cover in IndiaPas encore d'évaluation
- Reservoir Characterizaiton in Tight Gas FormationsDocument9 pagesReservoir Characterizaiton in Tight Gas FormationsPedroPas encore d'évaluation
- New Capacity Modulation Algorithm For Linear CompressorDocument7 pagesNew Capacity Modulation Algorithm For Linear CompressorFADI MalkawiPas encore d'évaluation
- Ying Wang (2020) CFD Simulation of Propane Combustion in A PorousDocument9 pagesYing Wang (2020) CFD Simulation of Propane Combustion in A PorousmadadmrdPas encore d'évaluation
- The Pelton Wheel: 1 ObjectivesDocument8 pagesThe Pelton Wheel: 1 ObjectivesAbelBayartPas encore d'évaluation
- A Magnetorheological Hydraulic Actuator Driven by A PiezopumpDocument12 pagesA Magnetorheological Hydraulic Actuator Driven by A PiezopumpguruprasadPas encore d'évaluation
- 1 s2.0 S1876610215009066 MainDocument10 pages1 s2.0 S1876610215009066 MainMohammed GhanemPas encore d'évaluation
- Fatigue of Piston Rod Caused by Unsteady, Unbalanced, UnsynchronizedDocument8 pagesFatigue of Piston Rod Caused by Unsteady, Unbalanced, UnsynchronizedAnuj RaizadaPas encore d'évaluation
- Modeling and Control of A Monopropellant-Based Pneumatic Actuation SystemDocument6 pagesModeling and Control of A Monopropellant-Based Pneumatic Actuation SystemgramuiitmPas encore d'évaluation
- Sucker Rod Pump Downhole Dynamometer Card DeterminDocument19 pagesSucker Rod Pump Downhole Dynamometer Card Determinsuarezad2014Pas encore d'évaluation
- Taking Up A Characteristic of A Centrifugal Compressor With An Adjustable Inlet Guide GridDocument21 pagesTaking Up A Characteristic of A Centrifugal Compressor With An Adjustable Inlet Guide GridJIGAR SURA100% (3)
- Fluid Level Using Dynamometer CardDocument8 pagesFluid Level Using Dynamometer CardvibhutiPas encore d'évaluation
- Marsh Funnel Testing For Rheology AnalysDocument11 pagesMarsh Funnel Testing For Rheology AnalysFederico MaltesePas encore d'évaluation
- Modelling of Fluid Flow and Heat Transfer in A RecDocument11 pagesModelling of Fluid Flow and Heat Transfer in A RecElmano MiguelPas encore d'évaluation
- Efficiency of Pumps in Parallel Operation On Long-Distance Water PipelinesDocument12 pagesEfficiency of Pumps in Parallel Operation On Long-Distance Water Pipelinessimu84Pas encore d'évaluation
- Yang Et Al. (2017)Document11 pagesYang Et Al. (2017)Francisco OppsPas encore d'évaluation
- Practical Techniques For Modeling Gas Turbine Engine PerformanceDocument20 pagesPractical Techniques For Modeling Gas Turbine Engine Performancepemih56484Pas encore d'évaluation
- Thermodynamic Calculation of A Dual Screw Compressor Based On ExpDocument8 pagesThermodynamic Calculation of A Dual Screw Compressor Based On Expmaaz ahmadPas encore d'évaluation
- Design of A 60 MW Coal Power Plant - Christian Jay UayanDocument50 pagesDesign of A 60 MW Coal Power Plant - Christian Jay UayanChristian Jay UayanPas encore d'évaluation
- A Study On The Performance Analysis of Francis HydDocument9 pagesA Study On The Performance Analysis of Francis HydAru Mithayatri RamlanPas encore d'évaluation
- Effects of Working Fluids On Cryogenic Power Generation Through Two Stages Organic Rankine CycleDocument7 pagesEffects of Working Fluids On Cryogenic Power Generation Through Two Stages Organic Rankine CyclelappvgasPas encore d'évaluation
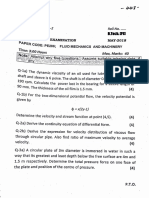
- FMM 3Document1 pageFMM 3Clash GodPas encore d'évaluation
- 2023-II Diego HW 14Document6 pages2023-II Diego HW 14Diego LopezPas encore d'évaluation
- A Thermal Model For Analysis of Hermetic Reciprocating Compressors Under The On-Off Cycling OperatingDocument11 pagesA Thermal Model For Analysis of Hermetic Reciprocating Compressors Under The On-Off Cycling OperatingAlper EmekPas encore d'évaluation
- Mixing Performance Induced by Coaxial Flat Blade-Helical Ribbon Impellers Rotating at Different SpeedsDocument9 pagesMixing Performance Induced by Coaxial Flat Blade-Helical Ribbon Impellers Rotating at Different SpeedsNaveen KumarPas encore d'évaluation
- Walker and Goulas - Perf Characteristics of Pumps Handling Non-Newtonian Slurries - IMechE 1984Document9 pagesWalker and Goulas - Perf Characteristics of Pumps Handling Non-Newtonian Slurries - IMechE 1984Cristian RAPas encore d'évaluation
- FLUID MECANICS II Lab ManualDocument54 pagesFLUID MECANICS II Lab ManualMr. Danish SaeedPas encore d'évaluation
- A 3D CFD Simulation of A Self Inducing Pitched Blade Turbine Down OwDocument9 pagesA 3D CFD Simulation of A Self Inducing Pitched Blade Turbine Down Owmadadi moradPas encore d'évaluation
- Konieczny Analiysis AMM 1 2016Document6 pagesKonieczny Analiysis AMM 1 2016Sliim AmiriPas encore d'évaluation
- Dynamic Modelling of Gas TurbinesDocument8 pagesDynamic Modelling of Gas TurbinesdannyPas encore d'évaluation
- 94martinez DelgadilloDocument6 pages94martinez DelgadilloAdditya ChoudhharyPas encore d'évaluation
- Tribology in Industry: Z. Tkáč, J. Kosiba, Ľ. Hujo, J. Jablonický, J. NosianDocument7 pagesTribology in Industry: Z. Tkáč, J. Kosiba, Ľ. Hujo, J. Jablonický, J. Nosianayman husnePas encore d'évaluation
- Semester: I.T1cb. lPEIDocument2 pagesSemester: I.T1cb. lPEIClash GodPas encore d'évaluation
- Thrust SensorDocument6 pagesThrust SensorArun Chand C VPas encore d'évaluation
- Hydraulic Design Challenges of High Head 880 MW Gouvães Pumped-Storage Power PlantDocument13 pagesHydraulic Design Challenges of High Head 880 MW Gouvães Pumped-Storage Power Plantbinaya pandeyPas encore d'évaluation
- Notes Hydraulic FracturingDocument43 pagesNotes Hydraulic FracturingShubham Gupta100% (1)
- ESO in Chemical Process Industries-Dr. Sivasubramanian V (NITC-CHED)Document100 pagesESO in Chemical Process Industries-Dr. Sivasubramanian V (NITC-CHED)SaurabhPas encore d'évaluation
- Energies 12 02092Document33 pagesEnergies 12 02092dorian.axel.ptPas encore d'évaluation
- Effect of Bearing Housing On Centrifugal Pump RotordynamicDocument6 pagesEffect of Bearing Housing On Centrifugal Pump Rotordynamicmsh16000Pas encore d'évaluation
- Levant Amien ToDocument8 pagesLevant Amien ToCharles CarreraPas encore d'évaluation
- Effect of Reed Valve Configuration On The Charging Characteristics of A Crankcase-Compressed Two-Stroke EngineDocument12 pagesEffect of Reed Valve Configuration On The Charging Characteristics of A Crankcase-Compressed Two-Stroke Enginebaldorin21Pas encore d'évaluation
- Simulador Qrod v3 para Bombeo MecanicoDocument3 pagesSimulador Qrod v3 para Bombeo MecanicobeymarPas encore d'évaluation
- Study of Multi-Stage Centrifugal Pump Guide Vanes in A Package of Hydrodynamic Simulating STAR CCM+Document11 pagesStudy of Multi-Stage Centrifugal Pump Guide Vanes in A Package of Hydrodynamic Simulating STAR CCM+Alexander Aristizábal PeñalozaPas encore d'évaluation
- PTF2 ND SympDocument9 pagesPTF2 ND SympUganeth RiberaPas encore d'évaluation
- Chavez, Valencia, Jaramillo, Coronado, Rodriguez - Failure Analysis of A Pelton ImpellerDocument11 pagesChavez, Valencia, Jaramillo, Coronado, Rodriguez - Failure Analysis of A Pelton ImpellerHidan WLPas encore d'évaluation
- Advanced Chemical Reaction Engineering CBE9450 ProjectDocument21 pagesAdvanced Chemical Reaction Engineering CBE9450 Projectdaoud saleemPas encore d'évaluation
- ChuteDesignFormulas Paper43Document11 pagesChuteDesignFormulas Paper43Martin LarochellePas encore d'évaluation
- Rate-Transient Analysis Based On The Power-Law Behavior For Permian WellsDocument11 pagesRate-Transient Analysis Based On The Power-Law Behavior For Permian WellsBelen FourcadePas encore d'évaluation
- Measurements of Ingress in Upstream and Downstream Turbine Wheel-SpacesDocument12 pagesMeasurements of Ingress in Upstream and Downstream Turbine Wheel-SpacesAgung SulistyonoPas encore d'évaluation
- The Effects of Impeller Characteristics in The Hydrogenation of Aniline On Ru/C CatalystDocument6 pagesThe Effects of Impeller Characteristics in The Hydrogenation of Aniline On Ru/C CatalystBheemannaChandurPas encore d'évaluation
- Design of The Test Stand For Hydraulic Active Heave Compensation SystemDocument3 pagesDesign of The Test Stand For Hydraulic Active Heave Compensation SystemkazdanoPas encore d'évaluation
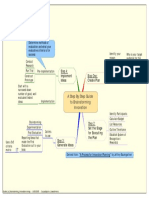
- AStep by Step Guideto Brainstorming InnovationDocument1 pageAStep by Step Guideto Brainstorming InnovationCandra ColivinnPas encore d'évaluation
- Renewable Energy and Agriculture: A Natural Fit: What You Can DoDocument2 pagesRenewable Energy and Agriculture: A Natural Fit: What You Can DoCandra ColivinnPas encore d'évaluation
- 1 s2.0 S0045794905000805 Main PDFDocument10 pages1 s2.0 S0045794905000805 Main PDFCandra ColivinnPas encore d'évaluation
- Banking Market Discipline in Indonesia An Empirical Test On Conventional and Islamic BankDocument15 pagesBanking Market Discipline in Indonesia An Empirical Test On Conventional and Islamic BankCandra ColivinnPas encore d'évaluation
- Diesel Power Plant PresentationDocument30 pagesDiesel Power Plant Presentationjlaguilar67% (3)
- CNG Compressors: Fueling Natural Gas VehiclesDocument9 pagesCNG Compressors: Fueling Natural Gas VehiclesKASIMPas encore d'évaluation
- Manual RestaurantesDocument44 pagesManual RestaurantesArturo Muñoz CastilloPas encore d'évaluation
- Marine Diesel Engines CatalogDocument16 pagesMarine Diesel Engines CatalogDamian Cid MoralesPas encore d'évaluation
- SI1070AB Specified Fuels SUPERCEDE LA SI1070AA PDFDocument9 pagesSI1070AB Specified Fuels SUPERCEDE LA SI1070AA PDFDavid OrtizPas encore d'évaluation
- 102 Hydro Treating Unit Prepared By: Abdul Haseeb NRL #: 11692Document10 pages102 Hydro Treating Unit Prepared By: Abdul Haseeb NRL #: 11692Abdul Haseeb QadeerPas encore d'évaluation
- BMW Torque ChartDocument5 pagesBMW Torque ChartmarcelcardPas encore d'évaluation
- Section 3 - Hand PumpsDocument3 pagesSection 3 - Hand PumpsДаниил СторчеусPas encore d'évaluation
- Revenue Regulation 2-2018: Petroleum ProductsDocument38 pagesRevenue Regulation 2-2018: Petroleum ProductsTRISHAPas encore d'évaluation
- Module 3 PDFDocument27 pagesModule 3 PDFkaushal shivaprakashPas encore d'évaluation
- Questions For Removal ExaminationDocument3 pagesQuestions For Removal ExaminationJoniele Angelo AninPas encore d'évaluation
- Patents: Methanol Synthesis Method Using Synthesis Gas Generated by A Mixed Reforming of Natural Gas and Carbon DioxideDocument14 pagesPatents: Methanol Synthesis Method Using Synthesis Gas Generated by A Mixed Reforming of Natural Gas and Carbon DioxideAditi SharmaPas encore d'évaluation
- Reboiler: Types of ReboilersDocument5 pagesReboiler: Types of ReboilersMigueAngelPFPas encore d'évaluation
- Ecoclean (TM) HSDI 653.af - PDS (2381)Document1 pageEcoclean (TM) HSDI 653.af - PDS (2381)Sony HartonoPas encore d'évaluation
- Heat BalanceDocument5 pagesHeat BalancegemagdyPas encore d'évaluation
- Management of Inert Confined Space EntryDocument4 pagesManagement of Inert Confined Space EntryLuqman OsmanPas encore d'évaluation
- Ficha Tecnica Ak8jrsa NJL Hino PDFDocument5 pagesFicha Tecnica Ak8jrsa NJL Hino PDFChristian Parra OrtegaPas encore d'évaluation
- Squeeze CMTG With CTDocument60 pagesSqueeze CMTG With CTLuis Fernando Quiroz Ibañez100% (1)
- ChemHLP3may03ans PDFDocument16 pagesChemHLP3may03ans PDFchuasioklengPas encore d'évaluation
- CommissioningDocument2 pagesCommissioningBug me notPas encore d'évaluation
- CATOFIN® Dehydrogenation: Process Features Process BenefitsDocument2 pagesCATOFIN® Dehydrogenation: Process Features Process BenefitsJay ShuklaPas encore d'évaluation
- STD Spec - Pig TrapsDocument10 pagesSTD Spec - Pig TrapsArun MishraPas encore d'évaluation
- Cat Dcs Sis ControllerDocument27 pagesCat Dcs Sis ControllerTamer Elsebaei Ebarhim67% (3)
- Brochure DBX 10Document1 pageBrochure DBX 10Sigit Bayu AjiePas encore d'évaluation
- Data Sheet 400 KvaDocument3 pagesData Sheet 400 KvaCarlosPas encore d'évaluation
- ExerciseDocument49 pagesExerciseTanishq KapoorPas encore d'évaluation
- Things You Should KnowDocument3 pagesThings You Should KnowShazmaniaPas encore d'évaluation
- Measuring The Diesel Fuel Return Quantity of Bosch Solenoid Valve InjectorsDocument3 pagesMeasuring The Diesel Fuel Return Quantity of Bosch Solenoid Valve InjectorsIonut-alexandru IordachePas encore d'évaluation
- 1-3 Alpha LubricatorDocument6 pages1-3 Alpha LubricatorYury Shmyrkin100% (1)
- Assignment 3Document7 pagesAssignment 3Surenderan LoganPas encore d'évaluation