Vous aimerez peut-être aussi
- Clasificacion y Origen Del MaizDocument9 pagesClasificacion y Origen Del MaizJEAN CARLOS REYES ABRIGOPas encore d'évaluation
- Crecimiento, Rendimiento y Rentabilidad Del Maíz VS-535 en Función Del Biofertilizante y NitrógenoDocument10 pagesCrecimiento, Rendimiento y Rentabilidad Del Maíz VS-535 en Función Del Biofertilizante y NitrógenopmtmsPas encore d'évaluation
- Estrategias para La Producción de Maíz Frente A Los Impactos Del Cambio ClimáticoDocument11 pagesEstrategias para La Producción de Maíz Frente A Los Impactos Del Cambio ClimáticopmtmsPas encore d'évaluation
- Maíz, Alimentación y Productividad - Modelo Tecnológico para Productores de Temporal de MéxicoDocument21 pagesMaíz, Alimentación y Productividad - Modelo Tecnológico para Productores de Temporal de MéxicopmtmsPas encore d'évaluation
- Rendimiento y Rentabilidad de Maíz en Función Del Genotipo, Biofertilizante y Nitrógeno, en Clima CálidoDocument14 pagesRendimiento y Rentabilidad de Maíz en Función Del Genotipo, Biofertilizante y Nitrógeno, en Clima CálidopmtmsPas encore d'évaluation
- Maiz PDFDocument13 pagesMaiz PDFNoe JonatanPas encore d'évaluation
- Capacidad Desemp ProcesoDocument32 pagesCapacidad Desemp Procesodalila_roblesPas encore d'évaluation
- Caso AquilanoDocument2 pagesCaso AquilanopmtmsPas encore d'évaluation
- 179420763002Document12 pages179420763002Danny GudielPas encore d'évaluation
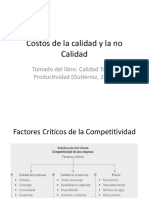
- Costos CalidadDocument2 pagesCostos CalidadpmtmsPas encore d'évaluation
- Caso PDFDocument1 pageCaso PDFpmtmsPas encore d'évaluation
- VSMDocument3 pagesVSMpmtmsPas encore d'évaluation
- 179420763002Document12 pages179420763002Danny GudielPas encore d'évaluation
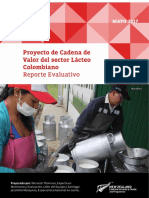
- Aid Evaluation Colombia Diary Chain Spanish 2017Document47 pagesAid Evaluation Colombia Diary Chain Spanish 2017pmtmsPas encore d'évaluation
- Taller Sob Reel Juego Del A CervezaDocument6 pagesTaller Sob Reel Juego Del A CervezaPedrito RodriguezPas encore d'évaluation
- Codigo de BarrasDocument16 pagesCodigo de BarraspmtmsPas encore d'évaluation
- Taguchi y MuestreoDocument38 pagesTaguchi y MuestreopmtmsPas encore d'évaluation
- Anexo 1. Descripción de Ejes y Lineas Temáticas Revisado. Convocatoria PaísDocument9 pagesAnexo 1. Descripción de Ejes y Lineas Temáticas Revisado. Convocatoria PaíspmtmsPas encore d'évaluation
- Costos No Calidad PDFDocument18 pagesCostos No Calidad PDFpmtmsPas encore d'évaluation
- Costos Totales de La Calidad PDFDocument7 pagesCostos Totales de La Calidad PDFpmtmsPas encore d'évaluation
- Taller Sob Reel Juego Del A CervezaDocument6 pagesTaller Sob Reel Juego Del A CervezaPedrito RodriguezPas encore d'évaluation
- Taller Sob Reel Juego Del A CervezaDocument6 pagesTaller Sob Reel Juego Del A CervezaPedrito RodriguezPas encore d'évaluation
- Taller Sob Reel Juego Del A CervezaDocument6 pagesTaller Sob Reel Juego Del A CervezaPedrito RodriguezPas encore d'évaluation
- Dpmo DpmuDocument23 pagesDpmo Dpmupmtms0% (1)
- Muisca - Enciclopedia - BanrepculturalDocument14 pagesMuisca - Enciclopedia - BanrepculturalpmtmsPas encore d'évaluation
- El Poder Del Cluster. JOSE ALBORSDocument10 pagesEl Poder Del Cluster. JOSE ALBORSpmtmsPas encore d'évaluation
- Manual de Procedimientos de Gestión Del SGCDocument45 pagesManual de Procedimientos de Gestión Del SGCpmtmsPas encore d'évaluation
- Ejercicios Hombre MaquinaDocument1 pageEjercicios Hombre Maquinacromrey71% (7)
- Ejercicios Hombre MaquinaDocument1 pageEjercicios Hombre Maquinacromrey71% (7)
- Inclusión Financiera de Las PYMES en ColombiaDocument8 pagesInclusión Financiera de Las PYMES en ColombialauraPas encore d'évaluation
- PRESUPUESTO FINANCIERO - TareaDocument3 pagesPRESUPUESTO FINANCIERO - TareaRc CesarPas encore d'évaluation
- Actividad 4-Curva SDocument2 pagesActividad 4-Curva SLuis Gonzalez100% (1)
- Unidad 11 FolDocument8 pagesUnidad 11 FolDavid MartinezPas encore d'évaluation
- Ange - DESARROLLO DE MENTALIDAD EMPRENDEDORADocument3 pagesAnge - DESARROLLO DE MENTALIDAD EMPRENDEDORAangelica perezPas encore d'évaluation
- Molino Chiclayo SAC - v3Document28 pagesMolino Chiclayo SAC - v3agtagtPas encore d'évaluation
- Modelo de Negocios CANVASDocument6 pagesModelo de Negocios CANVASTATIANA ALVAREZPas encore d'évaluation
- NIC 12 - Ejercicios Prácticos Diciembre 2021Document25 pagesNIC 12 - Ejercicios Prácticos Diciembre 2021Mayovanex TrañaPas encore d'évaluation
- Mire CompletarDocument9 pagesMire CompletarMartha Felicitas SerranoPas encore d'évaluation
- Informacion Sap Fi-Fm (Bcs y Ea-Ps)Document8 pagesInformacion Sap Fi-Fm (Bcs y Ea-Ps)JoshuaPas encore d'évaluation
- Camila Espejo Dorta MDocument3 pagesCamila Espejo Dorta MCAMILA JOSE ESPEJO DORTA0% (1)
- A Desarrollo Organizacional 2016 IDocument5 pagesA Desarrollo Organizacional 2016 IAvelardo Diaz Santiago MoraPas encore d'évaluation
- Comercio Entre 7 para CopiarDocument58 pagesComercio Entre 7 para Copiarairton lain angulo canchilaPas encore d'évaluation
- GUIA DE TRABAJO 003 PublicidadDocument20 pagesGUIA DE TRABAJO 003 PublicidadLuis LaloPas encore d'évaluation
- Caso ReedSupermarketDocument7 pagesCaso ReedSupermarketCamila Molina SanhuezaPas encore d'évaluation
- REGLAS de CobranzaDocument6 pagesREGLAS de Cobranzajaime HurtadoPas encore d'évaluation
- CH1-Diseno y Desarrollo de Productos-23-32 PDFDocument10 pagesCH1-Diseno y Desarrollo de Productos-23-32 PDFIvanRodrigoQuiñonesHerreraPas encore d'évaluation
- Muy Bueno ConciliacionDocument36 pagesMuy Bueno ConciliacionrodrigoPas encore d'évaluation
- 23073SIRA142680ZDocument2 pages23073SIRA142680ZFederico Marcos BassanoPas encore d'évaluation
- Rap 62 Sistema de DistribucionDocument16 pagesRap 62 Sistema de DistribucionDiana Marcela Londoño LeonPas encore d'évaluation
- 20 Los Estados FinancierosDocument23 pages20 Los Estados FinancierosBraulio Vanegas HernandezPas encore d'évaluation
- UAPA-Adan Yomar-Tarea VIIDocument8 pagesUAPA-Adan Yomar-Tarea VIIIdeas DiseñosPas encore d'évaluation
- Legajo CorrienteDocument40 pagesLegajo CorrienteMarizelba VillePas encore d'évaluation
- El Marketing OperativoDocument4 pagesEl Marketing OperativoVladímirPas encore d'évaluation
- Boletin Informativo 01 2020Document14 pagesBoletin Informativo 01 2020Carlos Santana RuizPas encore d'évaluation
- Documentos Unidos PDFDocument69 pagesDocumentos Unidos PDFJemejiaPas encore d'évaluation
- Actividad Eje 4Document8 pagesActividad Eje 4hoy paraPas encore d'évaluation
- Estudio de MercadoDocument7 pagesEstudio de MercadoYordy Valle CallaPas encore d'évaluation
- 08-Formato InformeDocument4 pages08-Formato InformeEnrique CamposPas encore d'évaluation
- Tarea Ecosistema de Emprendimiento y Gem EcuadorDocument3 pagesTarea Ecosistema de Emprendimiento y Gem EcuadorLESLIE AARON ALBUJA O�A100% (1)