Vous aimerez peut-être aussi
- Design and Analysis of Differential GearboxDocument49 pagesDesign and Analysis of Differential GearboxLakshmiprasad Kadari50% (4)
- Design of Gear Box Prepared By: Yaried Worku Muket AGMASDocument34 pagesDesign of Gear Box Prepared By: Yaried Worku Muket AGMASyared sitotaw100% (1)
- Project Report On Analysis of Propeller ShaftDocument24 pagesProject Report On Analysis of Propeller ShaftGurpreet Singh50% (8)
- Independent Suspension System Full ReportDocument21 pagesIndependent Suspension System Full Reportmonikaneha12380% (5)
- Auto Transmission - NotesDocument34 pagesAuto Transmission - Notesvandanaharikumar100% (2)
- Transmission (Mechanics) PDFDocument11 pagesTransmission (Mechanics) PDFFrancisco Botella JuanPas encore d'évaluation
- Automatic Transmission System ExplainedDocument25 pagesAutomatic Transmission System ExplainedHemanth VallalaPas encore d'évaluation
- REPORT Automatic Transmission SystemDocument24 pagesREPORT Automatic Transmission SystemVaibhav Soni67% (3)
- Synchromesh Gearbox Definition Construction Working Principle Advantages Application Notes PDFDocument9 pagesSynchromesh Gearbox Definition Construction Working Principle Advantages Application Notes PDFMelanie MartinssonPas encore d'évaluation
- Gear Box DetailDocument40 pagesGear Box DetailAmmi Adem100% (1)
- Design and Calculation of Five Speed Manual Gear-Box (Landcruiser)Document6 pagesDesign and Calculation of Five Speed Manual Gear-Box (Landcruiser)Dr. Aung Ko LattPas encore d'évaluation
- Suspention SystemDocument25 pagesSuspention SystemraviPas encore d'évaluation
- Industrial Training Sample ReportDocument34 pagesIndustrial Training Sample ReportayushPas encore d'évaluation
- Ch-10-Steering and Front AxleDocument45 pagesCh-10-Steering and Front Axlekeval patel100% (2)
- Automotive Steering SystemsDocument36 pagesAutomotive Steering SystemsDineshBirdi67% (3)
- Design Project 11Document38 pagesDesign Project 11Hemanth VeeraPas encore d'évaluation
- Axle Types & Construction (FWD vs RWDDocument10 pagesAxle Types & Construction (FWD vs RWDAshish Tak0% (1)
- A Seminar-Report: Topic Air Brake System of Indian RailwaysDocument9 pagesA Seminar-Report: Topic Air Brake System of Indian RailwaysVineet Yadav100% (1)
- Steering GeometryDocument23 pagesSteering GeometryChetanPrasadSevana100% (1)
- Air Brake PROJECT REPORTDocument52 pagesAir Brake PROJECT REPORTChockalingam Athilingam72% (18)
- Essential wheel alignment guideDocument18 pagesEssential wheel alignment guideARASAN100% (1)
- AT6602 - Chassis Component DesignDocument14 pagesAT6602 - Chassis Component Designpavanrane100% (3)
- I C Engine Question BankDocument6 pagesI C Engine Question Bankanandyelwal100% (2)
- Be-Automobile Lab ManualDocument42 pagesBe-Automobile Lab ManualA.j. Jain100% (1)
- Chassis Desgin Univ 2 MarksDocument7 pagesChassis Desgin Univ 2 Markspavanrane67% (3)
- Road Performance PDFDocument8 pagesRoad Performance PDFwanawPas encore d'évaluation
- Constant Mesh Gear BoxDocument10 pagesConstant Mesh Gear BoxSummer Nelson0% (1)
- Differential Gear System Mini Project - ReportDocument40 pagesDifferential Gear System Mini Project - ReportSalman Saifuddin84% (25)
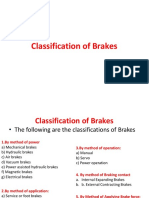
- 5 Classification of Brakes 160217042825Document39 pages5 Classification of Brakes 160217042825manipsg100% (1)
- COMPLETE Report (Braking Department)Document30 pagesCOMPLETE Report (Braking Department)Dinie Abdullah ZamawiPas encore d'évaluation
- Anti Lock Braking SystemDocument22 pagesAnti Lock Braking SystemAbhay Yadav0% (2)
- Hydrodynamic Drive Unit - 2Document28 pagesHydrodynamic Drive Unit - 2Senthil Muthu Kumar TPas encore d'évaluation
- Hydraulic Pneumatic BrakesDocument14 pagesHydraulic Pneumatic Brakesabyzen100% (1)
- New Automotive Suspension SystemsDocument30 pagesNew Automotive Suspension SystemsAbubaker MuzayinPas encore d'évaluation
- Independent Suspension SystemDocument28 pagesIndependent Suspension Systemvishnu13141Pas encore d'évaluation
- Flange CouplingDocument15 pagesFlange CouplingGanesh Dongre0% (1)
- FOUR WHEEL STEERING SYSTEM IMPROVES HANDLINGDocument9 pagesFOUR WHEEL STEERING SYSTEM IMPROVES HANDLINGSai AbhinavPas encore d'évaluation
- DIFFERENTIAL GEARBOX ANALYSISDocument20 pagesDIFFERENTIAL GEARBOX ANALYSISShaik AshfakhPas encore d'évaluation
- Baja Sae TyreDocument43 pagesBaja Sae TyreSadia Khattak100% (1)
- 2 Wheel and Four Wheel DriveDocument14 pages2 Wheel and Four Wheel DriveSIDHANT JAINPas encore d'évaluation
- Drum Brake CalculationDocument3 pagesDrum Brake CalculationKarthigaiselvan Shanmuganathan100% (1)
- Automotive Transmission - Lecture Notes Complete PDFDocument156 pagesAutomotive Transmission - Lecture Notes Complete PDFcemokszPas encore d'évaluation
- Fabrication of Four Wheel Steering SystemDocument14 pagesFabrication of Four Wheel Steering SystemRenju PaulPas encore d'évaluation
- Four-Wheel Steering ReportDocument21 pagesFour-Wheel Steering ReportMuralee Dharan PillaiPas encore d'évaluation
- Difference Between Radial Ply and Bias Ply TyresDocument2 pagesDifference Between Radial Ply and Bias Ply TyresDANAM VENKATA AKHILESHPas encore d'évaluation
- Automobile Engineering in Brakes Lecture NotesDocument3 pagesAutomobile Engineering in Brakes Lecture NotesraamPas encore d'évaluation
- Suspension Systems ExplainedDocument28 pagesSuspension Systems ExplainedMarthandePas encore d'évaluation
- Drum BrakesDocument3 pagesDrum BrakesPiyush Bhatia0% (1)
- Automatic Transmission - PPT 1Document23 pagesAutomatic Transmission - PPT 1Akshay29100% (1)
- Design and Optimization of Front Wheel AssemblyDocument69 pagesDesign and Optimization of Front Wheel Assemblynikhil pandkarPas encore d'évaluation
- Ackermann steering model analysisDocument17 pagesAckermann steering model analysisNinad Mirajgaonkar50% (2)
- Effect of Ethanol Gas Blends on Engine PerformanceDocument7 pagesEffect of Ethanol Gas Blends on Engine Performanceali_isam1100% (1)
- BRAKESDocument46 pagesBRAKESDianna MadejaPas encore d'évaluation
- 2005 - Identification "Allshift"Document34 pages2005 - Identification "Allshift"Shivam KohliPas encore d'évaluation
- Research Paper On Automatic Gear Transmission PDFDocument7 pagesResearch Paper On Automatic Gear Transmission PDFiakoasulgPas encore d'évaluation
- Introduction To Maintenance ManagementDocument62 pagesIntroduction To Maintenance ManagementNazrul HafizPas encore d'évaluation
- Shock Absorber Test RigDocument14 pagesShock Absorber Test RigOmKar GunjalPas encore d'évaluation
- AEN Micro ProjectDocument11 pagesAEN Micro Projectvedantbakal043Pas encore d'évaluation
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesD'EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesÉvaluation : 5 sur 5 étoiles5/5 (3)
- Mechanical Gyroscope ParametersDocument1 pageMechanical Gyroscope ParametersRupesh DangolPas encore d'évaluation
- How Gyroscopes Maintain Angular Position Using PrecessionDocument1 pageHow Gyroscopes Maintain Angular Position Using PrecessionRupesh DangolPas encore d'évaluation
- 3 JHDocument1 page3 JHRupesh DangolPas encore d'évaluation
- MDDocument2 pagesMDRupesh DangolPas encore d'évaluation
- Research ObjectivesDocument2 pagesResearch ObjectivesRupesh DangolPas encore d'évaluation
- 2 FDocument1 page2 FRupesh DangolPas encore d'évaluation
- Introduction To GyroscopeDocument1 pageIntroduction To GyroscopeRupesh DangolPas encore d'évaluation
- Background and IntroductionDocument2 pagesBackground and IntroductionRupesh DangolPas encore d'évaluation
- SdfdfsdaDocument3 pagesSdfdfsdaRupesh DangolPas encore d'évaluation
- Research ObjectivesDocument2 pagesResearch ObjectivesRupesh DangolPas encore d'évaluation
- Increasing Population Drives Need for Floating Solar Power PlantsDocument2 pagesIncreasing Population Drives Need for Floating Solar Power PlantsRupesh DangolPas encore d'évaluation
- Document 1Document1 pageDocument 1Rupesh DangolPas encore d'évaluation
- ExperimentalDocument2 pagesExperimentalRupesh DangolPas encore d'évaluation
- Floating Solar Power: A Sustainable AlternativeDocument2 pagesFloating Solar Power: A Sustainable AlternativeRupesh DangolPas encore d'évaluation
- Floating Solar Photovoltaic Power Plant: Alternative Source For Solar Power GenerationDocument5 pagesFloating Solar Photovoltaic Power Plant: Alternative Source For Solar Power GenerationRupesh DangolPas encore d'évaluation
- Memo ADocument1 pageMemo ARupesh DangolPas encore d'évaluation
- Problem StatementDocument2 pagesProblem StatementRupesh DangolPas encore d'évaluation
- Background and IntroductionDocument2 pagesBackground and IntroductionRupesh DangolPas encore d'évaluation
- Memo CDocument1 pageMemo CRupesh DangolPas encore d'évaluation
- View PosterDocument1 pageView PosterRupesh DangolPas encore d'évaluation
- Split System Air Conditioning Brochure 2019Document28 pagesSplit System Air Conditioning Brochure 2019Rupesh DangolPas encore d'évaluation
- Sergio Pellegrino University of Cambridge, Cambridge, UK: Deployment. The Reverse Transformation Is Called RetractionDocument35 pagesSergio Pellegrino University of Cambridge, Cambridge, UK: Deployment. The Reverse Transformation Is Called RetractionRupesh DangolPas encore d'évaluation
- Midea Catalogue RACDocument2 pagesMidea Catalogue RACRupesh DangolPas encore d'évaluation
- Memo DDocument1 pageMemo DRupesh DangolPas encore d'évaluation
- LG Inverter Single Split Scac-1Document12 pagesLG Inverter Single Split Scac-1Rupesh DangolPas encore d'évaluation
- Memo ADocument1 pageMemo ARupesh DangolPas encore d'évaluation
- Daikin's Advanced Air Conditioning TechnologiesDocument8 pagesDaikin's Advanced Air Conditioning TechnologiesRupesh DangolPas encore d'évaluation
- TolerancesDocument1 pageTolerancesRupesh DangolPas encore d'évaluation
- Memo EDocument1 pageMemo ERupesh DangolPas encore d'évaluation
- ReadDocument1 pageReadRupesh DangolPas encore d'évaluation
- Trip WireDocument19 pagesTrip Wirepinky065558100% (2)
- Nursing ProcessDocument88 pagesNursing ProcessGerard On LinePas encore d'évaluation
- Systems Analyst Interview Questions GuideDocument3 pagesSystems Analyst Interview Questions GuidehassanshoaibPas encore d'évaluation
- Module 1 SIMPLE INTERESTDocument15 pagesModule 1 SIMPLE INTERESTElle Villanueva VlogPas encore d'évaluation
- How To Set Up Simulator Ard MMDocument12 pagesHow To Set Up Simulator Ard MMJayakrishnaPas encore d'évaluation
- Managing Change Leading TransitionsDocument42 pagesManaging Change Leading TransitionsSecrets26Pas encore d'évaluation
- SOLID-LIQUID EXTRACTIONDocument4 pagesSOLID-LIQUID EXTRACTIONHarshal Agrawal100% (1)
- Murat Kenedy: Bu Içerik Tarafından HazırlanmıştırDocument2 pagesMurat Kenedy: Bu Içerik Tarafından HazırlanmıştırChatorg. orgPas encore d'évaluation
- Teknik JWB Maths Spm-PANGDocument42 pagesTeknik JWB Maths Spm-PANGhidayahPas encore d'évaluation
- Handout 4: Course Notes Were Prepared by Dr. R.M.A.P. Rajatheva and Revised by Dr. Poompat SaengudomlertDocument7 pagesHandout 4: Course Notes Were Prepared by Dr. R.M.A.P. Rajatheva and Revised by Dr. Poompat SaengudomlertBryan YaranonPas encore d'évaluation
- Even Sem - Odd Sem - MD MS - MA, MSC, MCom - Previous - Final Main Exam Result 2021 - Mahatma Jyotiba Phule Rohilkhand UniversityDocument2 pagesEven Sem - Odd Sem - MD MS - MA, MSC, MCom - Previous - Final Main Exam Result 2021 - Mahatma Jyotiba Phule Rohilkhand UniversityprashantPas encore d'évaluation
- TAURI User ManualDocument23 pagesTAURI User ManualChris Sad LHPas encore d'évaluation
- In The Shadow of The CathedralDocument342 pagesIn The Shadow of The CathedralJoy MenezesPas encore d'évaluation
- Cylindrical Plug Gage DesignsDocument3 pagesCylindrical Plug Gage DesignskkphadnisPas encore d'évaluation
- Types of Managers and Management Styles: Popmt@uoradea - Ro Dpop@uoradeaDocument7 pagesTypes of Managers and Management Styles: Popmt@uoradea - Ro Dpop@uoradeaJimnadominicPas encore d'évaluation
- VnDoc - Tải tài liệu, văn bản pháp luật, biểu mẫu miễn phíDocument7 pagesVnDoc - Tải tài liệu, văn bản pháp luật, biểu mẫu miễn phíStranger NonamePas encore d'évaluation
- BATAM Selco Amprah Agustus (@) 2021Document31 pagesBATAM Selco Amprah Agustus (@) 2021rentalkiosPas encore d'évaluation
- What Is The Procedure For Graceful Shutdown and Power Up of A Storage System During Scheduled Power OutageDocument5 pagesWhat Is The Procedure For Graceful Shutdown and Power Up of A Storage System During Scheduled Power OutageNiraj MistryPas encore d'évaluation
- Balino, Shedina D. Beed 2-CDocument5 pagesBalino, Shedina D. Beed 2-CSHEDINA BALINOPas encore d'évaluation
- E02-E02 Rev 3 Jun 2017 Selection of Elec Equip in Hazardous AreaDocument6 pagesE02-E02 Rev 3 Jun 2017 Selection of Elec Equip in Hazardous AreaSALMANPas encore d'évaluation
- Catalogs - SchlumbergerDocument2 pagesCatalogs - SchlumbergerchengcaiwangPas encore d'évaluation
- Specification of PCB800099 Controller Board V1.0Document10 pagesSpecification of PCB800099 Controller Board V1.0benabdullahPas encore d'évaluation
- Quicksort and Heapsort Algorithms ExplainedDocument41 pagesQuicksort and Heapsort Algorithms ExplainedRahul SaxenaPas encore d'évaluation
- Generative NLP Robert DiltsDocument11 pagesGenerative NLP Robert DiltsTyler Durden100% (22)
- Educ 61 Module 5 ActivityDocument4 pagesEduc 61 Module 5 ActivityMitchille GetizoPas encore d'évaluation
- Industrial Wire Cutting Machine: A Senior Capstone Design ProjectDocument17 pagesIndustrial Wire Cutting Machine: A Senior Capstone Design ProjectTruta IonutPas encore d'évaluation
- A2 Slot CAT2 QPDocument1 pageA2 Slot CAT2 QPSeverus SnapePas encore d'évaluation
- Barco High Performance MonitorsDocument34 pagesBarco High Performance Monitorskishore13Pas encore d'évaluation
- DX DiagesDocument36 pagesDX DiagesBpbd Kota BengkuluPas encore d'évaluation
- Public Dealing With UrduDocument5 pagesPublic Dealing With UrduTariq Ghayyur86% (7)