Vous aimerez peut-être aussi
- IATA Message FormsDocument20 pagesIATA Message FormsServet Basol95% (41)
- Natural Urticaria and Angioedema Treatment System FREE PDF Natural Urticaria and Angioedema Treatment SystemDocument42 pagesNatural Urticaria and Angioedema Treatment System FREE PDF Natural Urticaria and Angioedema Treatment Systemankeshkatoch33% (3)
- Unitech MIS DataDocument1 475 pagesUnitech MIS DataAkash Gola50% (2)
- 1044 Plant Inspection Career Poster March 2015 PDFDocument1 page1044 Plant Inspection Career Poster March 2015 PDFHoque Anamul100% (1)
- Keys To Maintenance and Repair of Coke Drums Derrick RogersDocument34 pagesKeys To Maintenance and Repair of Coke Drums Derrick RogersNatrajiPas encore d'évaluation
- Remaining Life Assessment - PJB Services PDFDocument1 pageRemaining Life Assessment - PJB Services PDFbobyPas encore d'évaluation
- Risk Based Inspection A Complete Guide - 2020 EditionD'EverandRisk Based Inspection A Complete Guide - 2020 EditionPas encore d'évaluation
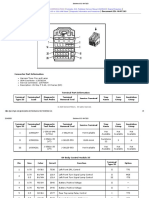
- Body Control Module X5Document3 pagesBody Control Module X5Men PanhaPas encore d'évaluation
- Assessment Cover Sheet: Student UseDocument11 pagesAssessment Cover Sheet: Student UseARSHAD TURIPas encore d'évaluation
- UberAnalysis Phase1 Sample 1Document15 pagesUberAnalysis Phase1 Sample 1231976100% (1)
- New Insights in Repairing Damaged Pipes and Pipelines Using Composite Materials Chris AlexanderDocument41 pagesNew Insights in Repairing Damaged Pipes and Pipelines Using Composite Materials Chris AlexanderAlp AltınokPas encore d'évaluation
- PEC Corrosion MonitoringDocument4 pagesPEC Corrosion Monitoringmahesh070Pas encore d'évaluation
- DESOUQ Pipeline Integrity Management System: Developed by / Ahmed Shaaban Desouq Corrosion EngineerDocument26 pagesDESOUQ Pipeline Integrity Management System: Developed by / Ahmed Shaaban Desouq Corrosion EngineerAmr SalehPas encore d'évaluation
- SEIP For 089-WHB-001: Claus Waste Heat BoilerDocument6 pagesSEIP For 089-WHB-001: Claus Waste Heat BoilerThinh NguyenPas encore d'évaluation
- GasketsDocument20 pagesGasketsParthiban NagarajanPas encore d'évaluation
- OTC-25134 Final - WatermarkDocument15 pagesOTC-25134 Final - WatermarkgenmikPas encore d'évaluation
- White Paper RX Large Dia PipeDocument15 pagesWhite Paper RX Large Dia Pipetirtha sarmaPas encore d'évaluation
- Presentasi - Cortec CGIDocument38 pagesPresentasi - Cortec CGImoch ardiansyahPas encore d'évaluation
- Welding Inspection: Course Reference WIS 5Document31 pagesWelding Inspection: Course Reference WIS 5venkyPas encore d'évaluation
- Pheonwj I PRC 0005 0Document54 pagesPheonwj I PRC 0005 0Iksan Adityo Mulyo100% (1)
- SAESL350Document14 pagesSAESL350Lester Dechavez100% (1)
- ES.0.08.0002 Rev.B - Engineering Data Request Form PDFDocument1 pageES.0.08.0002 Rev.B - Engineering Data Request Form PDFSaravanan VaradarajanPas encore d'évaluation
- Evaluation of Smartphone Feature Preference by A Modified AHP ApproachDocument5 pagesEvaluation of Smartphone Feature Preference by A Modified AHP ApproachSeu Ze NinguemPas encore d'évaluation
- Corrosion Engineer - Refinery Position DescriptionDocument2 pagesCorrosion Engineer - Refinery Position DescriptionyagolainPas encore d'évaluation
- Esab, Ok 309L (29.12.16)Document1 pageEsab, Ok 309L (29.12.16)RodrigoPas encore d'évaluation
- RBI - A Transparent Process ?Document11 pagesRBI - A Transparent Process ?Vinícius EstevesPas encore d'évaluation
- Pipeline SlidesDocument14 pagesPipeline Slidesc丽诗Pas encore d'évaluation
- 1169 2014-BOK Rev-071014Document9 pages1169 2014-BOK Rev-071014Siva KumarPas encore d'évaluation
- Corrosion Rate ConversionDocument2 pagesCorrosion Rate ConversionBakti PrasetyoPas encore d'évaluation
- API653 TankInspection FormDocument4 pagesAPI653 TankInspection FormAnbarasan PerumalPas encore d'évaluation
- ASME BrochureDocument2 pagesASME BrochureumeshPas encore d'évaluation
- MQ SP I 7015 PDFDocument66 pagesMQ SP I 7015 PDFJaseelKanhirathinkalPas encore d'évaluation
- BA-55-3b - Penn West NEB Pipeline Abandonment Costs - A3Q1I9Document1 pageBA-55-3b - Penn West NEB Pipeline Abandonment Costs - A3Q1I9eko100% (1)
- Repair Techniques For in Service and Out of Service Buried PipelinesDocument26 pagesRepair Techniques For in Service and Out of Service Buried PipelinesAnonymous wKvJXBJ2i100% (1)
- Technical Proposal: FOR Application of Formashield On Flow Line On-Board Abo FpsoDocument27 pagesTechnical Proposal: FOR Application of Formashield On Flow Line On-Board Abo FpsoIdung ChristopherPas encore d'évaluation
- Asset Integrity - RBI EngineerDocument8 pagesAsset Integrity - RBI EngineerOwais MalikPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Weld Overlay Chemical Composition Testing & Results SAIC-W-2025 24-Mar-16 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Weld Overlay Chemical Composition Testing & Results SAIC-W-2025 24-Mar-16 WeldRijwan MohammadPas encore d'évaluation
- Which Procedures For Fitness-For-service Assessment - API 579 or BS 7910 - (July 2003)Document9 pagesWhich Procedures For Fitness-For-service Assessment - API 579 or BS 7910 - (July 2003)moustafa mahmoudPas encore d'évaluation
- Corrosion Survey of Valdez Marine TerminalDocument58 pagesCorrosion Survey of Valdez Marine TerminalGeert Henk WijnantsPas encore d'évaluation
- HTR900 Inspection, Maintenance, and TestingDocument27 pagesHTR900 Inspection, Maintenance, and TestingVicente Regulez FernandezPas encore d'évaluation
- RSTRENG IntroductionDocument2 pagesRSTRENG IntroductionpipelineIntegrityPas encore d'évaluation
- Sow NDTDocument1 pageSow NDTderwaishjeePas encore d'évaluation
- Charlie Chong CV-2018 March Rev04Document24 pagesCharlie Chong CV-2018 March Rev04charliechongPas encore d'évaluation
- MODULE No. E-14: Cathodic ProtectionDocument32 pagesMODULE No. E-14: Cathodic ProtectionLâm Thanh100% (1)
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Document10 pagesSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoPas encore d'évaluation
- Us Pipeline Explosions Since 2001-Calculation of Safety SetbacksDocument20 pagesUs Pipeline Explosions Since 2001-Calculation of Safety SetbacksZecheru Ion IrimiaPas encore d'évaluation
- Sample Report Tank Structural Profile SurveyDocument36 pagesSample Report Tank Structural Profile SurveyOwais MalikPas encore d'évaluation
- Durapol Coating For Amines EtcDocument2 pagesDurapol Coating For Amines EtckermadaxPas encore d'évaluation
- Guide Inspection Plan For CUIDocument6 pagesGuide Inspection Plan For CUIMohamed SamyPas encore d'évaluation
- Living With Defects and Fitness For ServiceDocument16 pagesLiving With Defects and Fitness For ServiceNatraji100% (1)
- Dacon Asset Integrity PresentationDocument10 pagesDacon Asset Integrity PresentationMohammed Ilyas Mohiuddin100% (1)
- VAIL-20-129-S-007 - Fitness For Service Assessment of Static Equipment - Rev. ADocument25 pagesVAIL-20-129-S-007 - Fitness For Service Assessment of Static Equipment - Rev. Akunnar corrosionPas encore d'évaluation
- 00 Saip 08 - 03142016Document9 pages00 Saip 08 - 03142016PandhuPas encore d'évaluation
- Potential Damage PKTDocument7 pagesPotential Damage PKTFebri Ramdani NugrahaPas encore d'évaluation
- CML Optimization FinalDocument31 pagesCML Optimization FinalFatemeh SaadatmandPas encore d'évaluation
- BATD369 - Corrosion Management SystemDocument5 pagesBATD369 - Corrosion Management SystemFlorian COUTURIER100% (1)
- F.sq-p.003 Rev. 0 Procedure For Repair, Alteration, and Modification Pressure VesselDocument7 pagesF.sq-p.003 Rev. 0 Procedure For Repair, Alteration, and Modification Pressure VesselIksan Adityo MulyoPas encore d'évaluation
- Guide For Installing RTR Pipe Courtesy Bondstrand For InfoDocument4 pagesGuide For Installing RTR Pipe Courtesy Bondstrand For InfoHafiz Ali Alvi100% (1)
- Pipeline Direct AssessmentDocument29 pagesPipeline Direct Assessment김원재100% (1)
- Comparison of Risk Levels 2Document12 pagesComparison of Risk Levels 2istrice78Pas encore d'évaluation
- EECE 574 - Adaptive ControlDocument73 pagesEECE 574 - Adaptive Controllamis rezkiPas encore d'évaluation
- Visual Inspection of Large Electric GeneratorsDocument28 pagesVisual Inspection of Large Electric Generatorsemailsepamku gorgomPas encore d'évaluation
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsD'EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsPas encore d'évaluation
- Asset Integrity Management A Complete Guide - 2020 EditionD'EverandAsset Integrity Management A Complete Guide - 2020 EditionPas encore d'évaluation
- Brochure 2019 20Document5 pagesBrochure 2019 20ankeshkatochPas encore d'évaluation
- WPM 58Document61 pagesWPM 58ankeshkatochPas encore d'évaluation
- R789973004X0Document1 pageR789973004X0ankeshkatochPas encore d'évaluation
- R789973005X0Document1 pageR789973005X0ankeshkatochPas encore d'évaluation
- Draft of ContractDocument93 pagesDraft of ContractankeshkatochPas encore d'évaluation
- LKG Life Skills People and Places WorksheetDocument5 pagesLKG Life Skills People and Places WorksheetankeshkatochPas encore d'évaluation
- LKG Math Shapes WorksheetDocument5 pagesLKG Math Shapes WorksheetankeshkatochPas encore d'évaluation
- FpsoDocument2 pagesFpsoankeshkatochPas encore d'évaluation
- TGE Brochure 2010Document12 pagesTGE Brochure 2010ankeshkatochPas encore d'évaluation
- Warning Line Tracer Wire SpecDocument3 pagesWarning Line Tracer Wire SpecankeshkatochPas encore d'évaluation
- Drawing Number Description Revision: APA Group Arrangement DrawingDocument24 pagesDrawing Number Description Revision: APA Group Arrangement DrawingankeshkatochPas encore d'évaluation
- Detectable Tape PDFDocument1 pageDetectable Tape PDFankeshkatochPas encore d'évaluation
- Warning Mat BrochureDocument2 pagesWarning Mat BrochureankeshkatochPas encore d'évaluation
- Detectable Warning Tape Product SpecificationsDocument1 pageDetectable Warning Tape Product SpecificationsankeshkatochPas encore d'évaluation
- Detect Tape SpecsDocument2 pagesDetect Tape SpecsankeshkatochPas encore d'évaluation
- ASTM D882 Tech Note - Thin Film Tester: Tensile Testers For Thin Plastic Sheeting or Thin FilmsDocument1 pageASTM D882 Tech Note - Thin Film Tester: Tensile Testers For Thin Plastic Sheeting or Thin FilmsankeshkatochPas encore d'évaluation
- Pipeline ToolboxDocument2 pagesPipeline ToolboxankeshkatochPas encore d'évaluation
- CNG Dispenser Service Manual v.1.1.5Document129 pagesCNG Dispenser Service Manual v.1.1.5ankeshkatoch100% (1)
- IPLOCA Discussion With MR V K KaushikDocument3 pagesIPLOCA Discussion With MR V K KaushikankeshkatochPas encore d'évaluation
- Properties of AirDocument5 pagesProperties of AirankeshkatochPas encore d'évaluation
- Oilfield Glossary: Terms and Definitions: Look To As "The Source."Document25 pagesOilfield Glossary: Terms and Definitions: Look To As "The Source."ankeshkatochPas encore d'évaluation
- SSGP Line PipeDocument1 pageSSGP Line PipeankeshkatochPas encore d'évaluation
- Emci™: - Engineering Management Certification InternationalDocument21 pagesEmci™: - Engineering Management Certification InternationalankeshkatochPas encore d'évaluation
- DNV 1996Document22 pagesDNV 1996ankeshkatochPas encore d'évaluation
- HRM AssignmentDocument3 pagesHRM AssignmentShalaka PhatakPas encore d'évaluation
- 1988 Toyota Mr2 Aw11 Repair Manual WDocument1 065 pages1988 Toyota Mr2 Aw11 Repair Manual WDonoven KornelsenPas encore d'évaluation
- Final Thesis - Chapter 1-WPS OfficeDocument36 pagesFinal Thesis - Chapter 1-WPS OfficeBai-Sandra Tabua Macarimbang100% (1)
- NTSB Preliminary Report On NASCAR Plane Crash in Sanford, FLDocument5 pagesNTSB Preliminary Report On NASCAR Plane Crash in Sanford, FLdaytonapost.comPas encore d'évaluation
- LectureDocument29 pagesLectures2rajiPas encore d'évaluation
- Twa Vs CaDocument5 pagesTwa Vs CatmaderazoPas encore d'évaluation
- Summer Internship Project Report: Inventory Optimization Less Is MoreDocument17 pagesSummer Internship Project Report: Inventory Optimization Less Is Morep11Pas encore d'évaluation
- Chinese Class 101 Lower Intermediate S1L2 Lesson Transcript - Parking A Bike in BeijingDocument8 pagesChinese Class 101 Lower Intermediate S1L2 Lesson Transcript - Parking A Bike in Beijingtanteichan22Pas encore d'évaluation
- The Analysis of Service Blueprint Application For Qantas Airways Passenger Handling in Departure Terminal Soekarno-Hatta International Airport, BantenDocument8 pagesThe Analysis of Service Blueprint Application For Qantas Airways Passenger Handling in Departure Terminal Soekarno-Hatta International Airport, BantenInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Eticket 4XVPNG KIM en USDocument1 pageEticket 4XVPNG KIM en USVân NguyễnPas encore d'évaluation
- Consult - New-Registration - Form (For Local) - A-4 - SizeDocument19 pagesConsult - New-Registration - Form (For Local) - A-4 - SizeTalha Fareed HashmiPas encore d'évaluation
- Tack CoatsDocument4 pagesTack CoatsWangTF100% (1)
- Traffic Rules and FineDocument8 pagesTraffic Rules and FineNarayan VermaPas encore d'évaluation
- Distance Time Graphs Worksheet PDFDocument5 pagesDistance Time Graphs Worksheet PDFAnonymous GNWnQacPas encore d'évaluation
- Aerzen Chronik ENDocument13 pagesAerzen Chronik ENFatih YAŞARPas encore d'évaluation
- Hd20 Chamber Cover MTCDocument1 pageHd20 Chamber Cover MTCnikhil bhosalePas encore d'évaluation
- Design Report Eco Kart Team Exergy.Document19 pagesDesign Report Eco Kart Team Exergy.Upender Rawat50% (2)
- DHL Mainline AwbDocument5 pagesDHL Mainline AwbVictor Lo Dastek UnichipPas encore d'évaluation
- Handbook DL-7 PDFDocument96 pagesHandbook DL-7 PDFMrYimagu2017Pas encore d'évaluation
- SIP FINAL REPORT - Bala Sai Veluvolu Edited On 09-10-18 PDFDocument99 pagesSIP FINAL REPORT - Bala Sai Veluvolu Edited On 09-10-18 PDFakhilPas encore d'évaluation
- Reading TestDocument19 pagesReading TestHabib WachiddianataPas encore d'évaluation
- Aerospace Companies List For InternshipDocument3 pagesAerospace Companies List For InternshipvaskanePas encore d'évaluation
- Volvo FMX Product Guide Euro6 en GBDocument24 pagesVolvo FMX Product Guide Euro6 en GBMaxPas encore d'évaluation
- Pub149 LNGPumpTower GNJuly09 PDFDocument64 pagesPub149 LNGPumpTower GNJuly09 PDFZetaPas encore d'évaluation
- Auburn Trader - June 8, 2011Document12 pagesAuburn Trader - June 8, 2011GCMediaPas encore d'évaluation