Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Risk MGMT Thrugh Process ApproachDocument1 pageRisk MGMT Thrugh Process ApproachSadashiw PatilPas encore d'évaluation
- 49315Document36 pages49315Vijay KumarPas encore d'évaluation
- Brand - Msa 1.1) Model - V-Gard® 500 Vented Hard Hat Cap StyleDocument3 pagesBrand - Msa 1.1) Model - V-Gard® 500 Vented Hard Hat Cap StyleSadashiw PatilPas encore d'évaluation
- Refractory Inspection-3Document2 pagesRefractory Inspection-3Sadashiw PatilPas encore d'évaluation
- Ppe 2Document1 pagePpe 2Sadashiw PatilPas encore d'évaluation
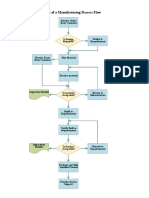
- Sample Process Flow Chart MFG 1Document1 pageSample Process Flow Chart MFG 1Ye YintPas encore d'évaluation
- Apendix ADocument1 pageApendix ASadashiw PatilPas encore d'évaluation
- Ankle Boot.: ExcavatorDocument2 pagesAnkle Boot.: ExcavatorSadashiw PatilPas encore d'évaluation
- Recognition of Competent Person Under SMPV 0Document6 pagesRecognition of Competent Person Under SMPV 0Sadashiw PatilPas encore d'évaluation
- EOI For Competent Persons Under SMPV (U) Rules 2016Document2 pagesEOI For Competent Persons Under SMPV (U) Rules 2016Sadashiw PatilPas encore d'évaluation
- Safety Goggles 1) Sure Safety 1.1) 3M Indoor - Outdoor Safety EyewearDocument2 pagesSafety Goggles 1) Sure Safety 1.1) 3M Indoor - Outdoor Safety EyewearSadashiw PatilPas encore d'évaluation
- EOI For Competent Persons Under SMPV (U) Rules 2016Document2 pagesEOI For Competent Persons Under SMPV (U) Rules 2016Sadashiw PatilPas encore d'évaluation
- The Static and Mobile Pressure VesselsDocument28 pagesThe Static and Mobile Pressure VesselsSadashiw PatilPas encore d'évaluation
- Project Quality ManagementDocument4 pagesProject Quality ManagementSadashiw PatilPas encore d'évaluation
- MAWPDocument1 pageMAWPSadashiw PatilPas encore d'évaluation
- Project Quality ManagementDocument4 pagesProject Quality ManagementSadashiw PatilPas encore d'évaluation
- Boilers and Hrsgs 171: Fig. 7.4 Pressure ConversionsDocument1 pageBoilers and Hrsgs 171: Fig. 7.4 Pressure ConversionsSadashiw PatilPas encore d'évaluation
- Plate Mill ToleranceDocument4 pagesPlate Mill ToleranceSadashiw Patil0% (1)
- Terms & Defination PDFDocument37 pagesTerms & Defination PDFSadashiw PatilPas encore d'évaluation
- Pressure Conversion PDFDocument1 pagePressure Conversion PDFSadashiw Patil100% (1)
- Flange Joints Avoiding Installation Pitfalls 2014Document11 pagesFlange Joints Avoiding Installation Pitfalls 2014Urtzi LegorburuPas encore d'évaluation
- 1Document1 page1Sadashiw PatilPas encore d'évaluation
- What Is Flange Facing?: Types of Flange DamageDocument1 pageWhat Is Flange Facing?: Types of Flange Damagejksankar100% (1)
- Metric UnitsDocument47 pagesMetric UnitsSadashiw PatilPas encore d'évaluation
- Company ProfileDocument9 pagesCompany ProfileSadashiw PatilPas encore d'évaluation
- Corrosion AllowanceDocument35 pagesCorrosion AllowanceReni Mutiara Sari50% (2)
- CBB Prospectus 2018Document23 pagesCBB Prospectus 2018Sadashiw PatilPas encore d'évaluation
- Welding Terms & DefinationDocument37 pagesWelding Terms & DefinationSadashiw PatilPas encore d'évaluation
- Travel Camera Comparison TableDocument1 pageTravel Camera Comparison TableSadashiw Patil0% (1)
- RUST GRADES On Steel SurfacesDocument10 pagesRUST GRADES On Steel SurfacesSadashiw PatilPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Chemical Industry Pakistan 2030 PDFDocument151 pagesChemical Industry Pakistan 2030 PDFhatim75% (8)
- Term Paper Inorganic PolymersDocument24 pagesTerm Paper Inorganic PolymersCasey Karua0% (1)
- Sample Paper For Cumulative Examination Class-XI Subject - Chemistry Time Allowed: 3 Hrs. M.M.70Document4 pagesSample Paper For Cumulative Examination Class-XI Subject - Chemistry Time Allowed: 3 Hrs. M.M.70phultushiblsPas encore d'évaluation
- Polyethylene: Section GuideDocument31 pagesPolyethylene: Section GuidemjinspectorPas encore d'évaluation
- Q1 Science Week 8 CherryDocument64 pagesQ1 Science Week 8 Cherrycherry faralPas encore d'évaluation
- Rollgliss InstructionsDocument28 pagesRollgliss InstructionsCarlos Ernesto Flores AlbinoPas encore d'évaluation
- !!!cell Biology SciOly Notes 1pager RegionalDocument3 pages!!!cell Biology SciOly Notes 1pager RegionalJes He100% (1)
- New Polymer Technology Improves Durability and Constructability of Coatingfor Steel StructuresDocument4 pagesNew Polymer Technology Improves Durability and Constructability of Coatingfor Steel StructuresUsama Awad100% (1)
- SH 5107 Gases, Vapour & Aerosols 2021 Version 1Document131 pagesSH 5107 Gases, Vapour & Aerosols 2021 Version 1Shuyuan LuPas encore d'évaluation
- ProcedureskimmyDocument2 pagesProcedureskimmyChao KimPas encore d'évaluation
- YS SeriesDocument7 pagesYS SeriesSimanjuntak JulpianPas encore d'évaluation
- Hydrogen Production by Dark Fermentation - AidicDocument6 pagesHydrogen Production by Dark Fermentation - AidicĐêmTrắngPas encore d'évaluation
- U.S. National Chemistry Olympiad (Usnco) Coordinator's HandbookDocument19 pagesU.S. National Chemistry Olympiad (Usnco) Coordinator's HandbookJJPas encore d'évaluation
- Development of Stainless Steel Sheets For Cylinder Head GasketDocument7 pagesDevelopment of Stainless Steel Sheets For Cylinder Head Gasketstefan.vince536Pas encore d'évaluation
- New Doc 4Document46 pagesNew Doc 4imnithin100% (1)
- Bio STP Final PrintDocument11 pagesBio STP Final PrintChauhan UjjvalPas encore d'évaluation
- ME659: Regulations For Health, Safety and Environment PPT Presentation Schedule S.No Date ID Name TopicDocument1 pageME659: Regulations For Health, Safety and Environment PPT Presentation Schedule S.No Date ID Name TopicAmarnath Reddy RagipindiPas encore d'évaluation
- Fracture Toughness Evaluation of WC-Co Alloys by Indentation TestingDocument12 pagesFracture Toughness Evaluation of WC-Co Alloys by Indentation TestingFjodorSergPas encore d'évaluation
- Metaceram 25010: Aluminum Oxide PowderDocument2 pagesMetaceram 25010: Aluminum Oxide PowderTob NisapakulPas encore d'évaluation
- Ex Vivo Magnetic Resonance Imaging Using Hyaluronic Acid Fillers Differences Between Monophasic and Biphasic FillersDocument4 pagesEx Vivo Magnetic Resonance Imaging Using Hyaluronic Acid Fillers Differences Between Monophasic and Biphasic FillersImanuel CristiantoPas encore d'évaluation
- Immunological Techniques IDocument28 pagesImmunological Techniques Imartinian_4everPas encore d'évaluation
- Biomolecules Anil HssliveDocument2 pagesBiomolecules Anil HssliveMathew YoyakkyPas encore d'évaluation
- Chapter 14Document29 pagesChapter 14Ella KabongoPas encore d'évaluation
- Nuodex BroschüreDocument4 pagesNuodex BroschüreviettaPas encore d'évaluation
- SECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsDocument8 pagesSECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsminchanmonPas encore d'évaluation
- Madoparcapdisptab PDFDocument12 pagesMadoparcapdisptab PDFGek Mas CydexPas encore d'évaluation
- Hvac ProjectDocument95 pagesHvac ProjectSTAD87100% (3)
- FMRC 1612 Polyvinyl Chloride (PVC) Pipe and Fittings For Underground Fire Protection Service PDFDocument30 pagesFMRC 1612 Polyvinyl Chloride (PVC) Pipe and Fittings For Underground Fire Protection Service PDFdyıldırım_4Pas encore d'évaluation
- Romatic Ydrocarbons: CH CH CH C HDocument7 pagesRomatic Ydrocarbons: CH CH CH C HMukesh BishtPas encore d'évaluation
- Znco - 80: Guangzhou Longhi Rubber&Plastic Co., LTDDocument1 pageZnco - 80: Guangzhou Longhi Rubber&Plastic Co., LTDThanhNhựtPas encore d'évaluation