Vous aimerez peut-être aussi
- Wire RopesDocument22 pagesWire RopesMehmet Ali100% (1)
- Certex Wire Rope Slings LR Rev3Document34 pagesCertex Wire Rope Slings LR Rev3jogi oscar sinagaPas encore d'évaluation
- 02 Wire Rope StrandDocument39 pages02 Wire Rope Strandmanuelperezz2567% (3)
- BS Iso 509-1996 (1999)Document12 pagesBS Iso 509-1996 (1999)bugsePas encore d'évaluation
- GL Pers Transfer Basket Inspection PDFDocument26 pagesGL Pers Transfer Basket Inspection PDFSteve Morrison100% (1)
- Wire Rope Sling Tech InfoDocument6 pagesWire Rope Sling Tech InfoDaud PirriPas encore d'évaluation
- Securing Straps & RatchetsDocument2 pagesSecuring Straps & RatchetsKhurram S. MuzammilPas encore d'évaluation
- List of Wire Rope SlingsDocument1 pageList of Wire Rope SlingskvsagarPas encore d'évaluation
- RR C 271FDocument45 pagesRR C 271Fm_naderasliPas encore d'évaluation
- Forged steel lifting shackles BS EN 13889 complianceDocument2 pagesForged steel lifting shackles BS EN 13889 complianceRizwan Ahmed100% (1)
- LEEA-077 Guidance On The Verification of Crane Systems Using The Allowable Stress Method Version 1 March 2019Document11 pagesLEEA-077 Guidance On The Verification of Crane Systems Using The Allowable Stress Method Version 1 March 2019GaniyuPas encore d'évaluation
- X 904 ManualDocument19 pagesX 904 Manualuser123Pas encore d'évaluation
- Iwaki Case Study 13082012Document4 pagesIwaki Case Study 13082012Thiban KumarPas encore d'évaluation
- Wire Rope Technical InfoDocument11 pagesWire Rope Technical Infoأزيزى سودينPas encore d'évaluation
- American Grommet Wire SlingDocument112 pagesAmerican Grommet Wire SlingYusik Jung100% (1)
- Product CatalogueDocument44 pagesProduct CatalogueTo Van TinhPas encore d'évaluation
- REP-045 Report Record of Socketing Termination by Wire Lock ResinDocument1 pageREP-045 Report Record of Socketing Termination by Wire Lock ResinHendra LimPas encore d'évaluation
- Shackles and Chain Sling Inspection ChecklistDocument1 pageShackles and Chain Sling Inspection ChecklistBorislav VulićPas encore d'évaluation
- Alloy Steel Shackles BS-3551Document24 pagesAlloy Steel Shackles BS-3551Moheb BotrosPas encore d'évaluation
- General Information: Wire Rope SlingsDocument7 pagesGeneral Information: Wire Rope Slingsegy purePas encore d'évaluation
- Wire Rope Cross SectionsDocument22 pagesWire Rope Cross Sectionsproxy60Pas encore d'évaluation
- Cables para Izaje Diepa IngevalDocument60 pagesCables para Izaje Diepa IngevalOscar ValderramaPas encore d'évaluation
- Suds Wire Rope Grips Din741Document1 pageSuds Wire Rope Grips Din741Gerardo LobosPas encore d'évaluation
- Wire Rope Slings: Recommended Guideline For Proof Test Procedures ForDocument22 pagesWire Rope Slings: Recommended Guideline For Proof Test Procedures Fordonnyars1979Pas encore d'évaluation
- Working Safely with Wire RopesDocument5 pagesWorking Safely with Wire Ropesdcsamaraweera100% (1)
- About Center of Gravity PDFDocument7 pagesAbout Center of Gravity PDFReparamipc PCPas encore d'évaluation
- GunneboDocument36 pagesGunnebomordidomiPas encore d'évaluation
- REPORT Model of Wire RopesDocument32 pagesREPORT Model of Wire RopesalexremPas encore d'évaluation
- Taglineuse PEERREVIEWDOCDocument56 pagesTaglineuse PEERREVIEWDOCMohamed Said0% (1)
- Block Rotation and Rope Stability PDFDocument3 pagesBlock Rotation and Rope Stability PDFAnshul AsthanaPas encore d'évaluation
- Working Between The Hook and The Load: 2014 Product Catalogue For UK & ROWDocument68 pagesWorking Between The Hook and The Load: 2014 Product Catalogue For UK & ROWDiego RPas encore d'évaluation
- Fleeting Chain Blocks-Mod 5Document5 pagesFleeting Chain Blocks-Mod 5Vitor OlivettiPas encore d'évaluation
- Lifting Beams vs. Spreader BeamDocument10 pagesLifting Beams vs. Spreader BeamAkram BadranPas encore d'évaluation
- User Manual Wire Rope SlingDocument4 pagesUser Manual Wire Rope SlingRashid GhaniPas encore d'évaluation
- Scope:: Saudi Arabian Oil Company (Saudi Aramco) General Instruction ManualDocument10 pagesScope:: Saudi Arabian Oil Company (Saudi Aramco) General Instruction ManualakbarPas encore d'évaluation
- PPL-PVS-023 - Rev1 - Barge Calculation During Transportation On SeaDocument80 pagesPPL-PVS-023 - Rev1 - Barge Calculation During Transportation On SeaThanh Anh MaiPas encore d'évaluation
- BS 6166-1 1986Document18 pagesBS 6166-1 1986احمد عبداللاPas encore d'évaluation
- Liebherr LR 1350/1 Crawler Crane Specs and DetailsDocument2 pagesLiebherr LR 1350/1 Crawler Crane Specs and DetailsIngeniero EstructuralPas encore d'évaluation
- Wire Rope Forensics Letter PDFDocument50 pagesWire Rope Forensics Letter PDFAshley DeanPas encore d'évaluation
- Lifting ShacklesDocument8 pagesLifting Shacklesgechaves1Pas encore d'évaluation
- Web-Sling-Recommended-Operating-and-Inspection-GuidelineDocument12 pagesWeb-Sling-Recommended-Operating-and-Inspection-GuidelineibrahimPas encore d'évaluation
- Inspection of Wire Rope ProcedureDocument4 pagesInspection of Wire Rope ProceduremochisitampanPas encore d'évaluation
- STS Crane Rope Online Inspection System.Document47 pagesSTS Crane Rope Online Inspection System.Mouwadine MoussaPas encore d'évaluation
- Instructions For Safe Use ShacklesDocument2 pagesInstructions For Safe Use ShacklesNickPas encore d'évaluation
- Electrical Power Generator Inspection CheklistDocument1 pageElectrical Power Generator Inspection CheklistBalogun IsaacPas encore d'évaluation
- Wire RopeDocument16 pagesWire Ropesori1386Pas encore d'évaluation
- LEEA Training & Assessment OptionsDocument1 pageLEEA Training & Assessment OptionsMinhaj Sahiwal100% (1)
- Cargo Net l3 Ast Le Adma 314Document6 pagesCargo Net l3 Ast Le Adma 314Anwar DeenPas encore d'évaluation
- Using Equotip Hardness Test BlocksDocument5 pagesUsing Equotip Hardness Test Blocksanilbabu4Pas encore d'évaluation
- Technical Information: Properties of Extension of Steel Wire RopesDocument36 pagesTechnical Information: Properties of Extension of Steel Wire RopesThanhdong DoPas encore d'évaluation
- Measurement and Calibration of Load Cell and Strain GaugesDocument6 pagesMeasurement and Calibration of Load Cell and Strain GaugesHimanshuKalbandhePas encore d'évaluation
- Wire Ropes - Bridon Rope - BAC - TechnicalDocument25 pagesWire Ropes - Bridon Rope - BAC - TechnicalJose BijoyPas encore d'évaluation
- BRIDON BAC TechnicalDocument25 pagesBRIDON BAC TechnicalMohamed SidatePas encore d'évaluation
- Rope TorqueDocument4 pagesRope TorqueMarcus AlvarezPas encore d'évaluation
- Technical Data & General Information: Charoong Thai Wire & Cable Public Company LimitedDocument5 pagesTechnical Data & General Information: Charoong Thai Wire & Cable Public Company LimitedSathish KumarPas encore d'évaluation
- Mechanics of Material lab assignment measures strainDocument13 pagesMechanics of Material lab assignment measures strainsadiaPas encore d'évaluation
- Data Mcen3047 Final ProjectDocument15 pagesData Mcen3047 Final Projectapi-491772270Pas encore d'évaluation
- JBMS+Vol5+No1-5432(new)Document8 pagesJBMS+Vol5+No1-5432(new)rie.mori05Pas encore d'évaluation
- Strength of Materials: An Introduction to the Analysis of Stress and StrainD'EverandStrength of Materials: An Introduction to the Analysis of Stress and StrainÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Power of Steel and Synthetics in Hard Rock HaulageDocument14 pagesThe Power of Steel and Synthetics in Hard Rock HaulageAndrew PeterPas encore d'évaluation
- Comparison of A Hoisting System and Vertical Conveyor For Shallow ShaftsDocument8 pagesComparison of A Hoisting System and Vertical Conveyor For Shallow ShaftsAndrew PeterPas encore d'évaluation
- Investigation On Conveyance Motion Using CFD and Structural AnalysisDocument14 pagesInvestigation On Conveyance Motion Using CFD and Structural AnalysisAndrew PeterPas encore d'évaluation
- ProfileDCT Mar15 Web PDFDocument245 pagesProfileDCT Mar15 Web PDFshazanPas encore d'évaluation
- Bullivants WireRope - SpecificationsDocument20 pagesBullivants WireRope - SpecificationsAndrew PeterPas encore d'évaluation
- Functional Safety For Mine Hoist-From Lilly To SIL3 Hoist ProtectorDocument20 pagesFunctional Safety For Mine Hoist-From Lilly To SIL3 Hoist ProtectorAndrew PeterPas encore d'évaluation
- KUJ 1365-A New Main Haulage Level in The LKAB Kiruna Mine: Hans EngbergDocument10 pagesKUJ 1365-A New Main Haulage Level in The LKAB Kiruna Mine: Hans EngbergAndrew PeterPas encore d'évaluation
- Austube Mills - Generic Processing Fact Sheet - 2015 - 1Document2 pagesAustube Mills - Generic Processing Fact Sheet - 2015 - 1Andrew PeterPas encore d'évaluation
- Tiger RopeDocument82 pagesTiger RopeAndrew PeterPas encore d'évaluation
- Compacting: Page 1 of 2Document2 pagesCompacting: Page 1 of 2Andrew PeterPas encore d'évaluation
- Casar Multi LayerDocument30 pagesCasar Multi LayermarketakisioannisPas encore d'évaluation
- Rotation Tech RefDocument41 pagesRotation Tech RefAndrew PeterPas encore d'évaluation
- Timoshenko. Strength of Materials. Parts I - II (2nd Ed, 1947) - Print - ScannedDocument7 pagesTimoshenko. Strength of Materials. Parts I - II (2nd Ed, 1947) - Print - ScannedRavinder SinghPas encore d'évaluation
- Guidelines For: Ordering Stainless Steel TubingDocument2 pagesGuidelines For: Ordering Stainless Steel TubingAndrew PeterPas encore d'évaluation
- Casar Steel Wire Ropes LetterDocument34 pagesCasar Steel Wire Ropes LetterAnonymous t0r2yT4Pas encore d'évaluation
- Xler Entire Brochure PDFDocument33 pagesXler Entire Brochure PDFmobogdan_1Pas encore d'évaluation
- How To Budget Your Money - The 50-20-30 GuidelineDocument7 pagesHow To Budget Your Money - The 50-20-30 GuidelineAndrew Peter100% (1)
- 7 Secrets To Creating A Successful Budget PDFDocument6 pages7 Secrets To Creating A Successful Budget PDFAndrew PeterPas encore d'évaluation
- 20130828-HSC-Deep Mined Coal Industry Advisory Committee-2004Document139 pages20130828-HSC-Deep Mined Coal Industry Advisory Committee-2004Andrew PeterPas encore d'évaluation
- RopemansHdbk3rdEd UKDocument90 pagesRopemansHdbk3rdEd UKAndrew Peter100% (4)
- Mathcad User GuideDocument347 pagesMathcad User Guidenoname999xxx100% (1)
- RopemansHdbk3rdEd UKDocument90 pagesRopemansHdbk3rdEd UKAndrew Peter100% (4)
- Bridon Crane Rope CatalogueDocument80 pagesBridon Crane Rope CataloguePete Swift100% (1)
- Atlas Product Reference Manual 2010 PDFDocument158 pagesAtlas Product Reference Manual 2010 PDFwaynectwPas encore d'évaluation
- RopemansHdbk3rdEd UKDocument90 pagesRopemansHdbk3rdEd UKAndrew Peter100% (4)
- Advantages of Rolled ThreadsDocument3 pagesAdvantages of Rolled ThreadsAndrew PeterPas encore d'évaluation
- Sprockets Selection - Martins PDFDocument41 pagesSprockets Selection - Martins PDFTúlio Barata FrançaPas encore d'évaluation
- 7 Secrets To Creating A Successful BudgetDocument6 pages7 Secrets To Creating A Successful BudgetAndrew PeterPas encore d'évaluation
- Atkinson-Taylor Method PDFDocument55 pagesAtkinson-Taylor Method PDFAndrew PeterPas encore d'évaluation
- Servo Coat 120Document1 pageServo Coat 120BhaveshBalasPas encore d'évaluation
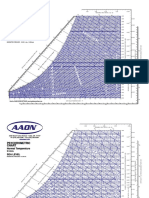
- Aaon ChartDocument2 pagesAaon ChartpabloPas encore d'évaluation
- Condensing and Cooling Efficiently with Adiabatic SystemsDocument17 pagesCondensing and Cooling Efficiently with Adiabatic SystemsIon ZabetPas encore d'évaluation
- Wear Resistance of Material Used in Slurry TransportDocument7 pagesWear Resistance of Material Used in Slurry TransportwoodoobooPas encore d'évaluation
- Storage Tank CalcDocument9 pagesStorage Tank CalcMary Grace Narvaez GarciaPas encore d'évaluation
- GKSDocument8 pagesGKSDota NgPas encore d'évaluation
- Composite Beam Bimetallic StripDocument4 pagesComposite Beam Bimetallic StripBunkun15Pas encore d'évaluation
- RS-7-C-005 Coils-2016Document7 pagesRS-7-C-005 Coils-2016Shoukat Ali ShaikhPas encore d'évaluation
- Where is MissyDocument25 pagesWhere is MissyKhulan AmarsaikhanPas encore d'évaluation
- Pipe Materials Storage Cisterns SizingDocument6 pagesPipe Materials Storage Cisterns SizingIr Engku MuhammadPas encore d'évaluation
- Fastenr GradesDocument5 pagesFastenr GradesVipul SherePas encore d'évaluation
- Is 3597 1998 PDFDocument17 pagesIs 3597 1998 PDFRushanPas encore d'évaluation
- Study Brinell Hardness Testing MachineDocument31 pagesStudy Brinell Hardness Testing MachineAnonymous vvO0nZWflrPas encore d'évaluation
- All About ElevatorDocument2 pagesAll About ElevatorMico MercadoPas encore d'évaluation
- Aluminium Alloy 1100 Data SheetDocument1 pageAluminium Alloy 1100 Data Sheetmohammed shaffi abdul rahmanPas encore d'évaluation
- QL - Sound Absorbent (Eng)Document2 pagesQL - Sound Absorbent (Eng)PT MarinePas encore d'évaluation
- Typical Stairs DetailsDocument1 pageTypical Stairs DetailsQualityPas encore d'évaluation
- Gas Cooker - Google SearchDocument1 pageGas Cooker - Google SearchDaphine NabiserePas encore d'évaluation
- Farnsworth House SummaryDocument6 pagesFarnsworth House SummaryAshtonPas encore d'évaluation
- Production Engineering by SKMondalDocument201 pagesProduction Engineering by SKMondalavimam129100% (3)
- SABIC® LLDPE - 118WM - Global - Technical - Data - SheetDocument2 pagesSABIC® LLDPE - 118WM - Global - Technical - Data - Sheethafidz 35Pas encore d'évaluation
- Murar Sos PDFDocument13 pagesMurar Sos PDFJain AniketPas encore d'évaluation
- iNDiS 2012 EngDocument987 pagesiNDiS 2012 Engslavijasrb3Pas encore d'évaluation
- Mass building code glass and glazing requirementsDocument14 pagesMass building code glass and glazing requirementsDLPas encore d'évaluation
- Sabroe Product Profile: / - Get Refrigeration RightDocument24 pagesSabroe Product Profile: / - Get Refrigeration RightVadimPas encore d'évaluation
- Screw Pile Solar Mounting Structure for Mountain & Ground InstallationsDocument14 pagesScrew Pile Solar Mounting Structure for Mountain & Ground InstallationsAMIR100% (2)
- Acson Hydrotech Chilled Water System Solution Application ManualDocument62 pagesAcson Hydrotech Chilled Water System Solution Application ManualDota NgPas encore d'évaluation
- Various Types of Shear Connectors in Composite StructuresDocument15 pagesVarious Types of Shear Connectors in Composite StructuresYasser OryassoPas encore d'évaluation
- Fluid MechanicsDocument50 pagesFluid MechanicsAnna Louise WyPas encore d'évaluation
- J&K Services Selection Board Junior Engineer Civil Written Test GuidelinesDocument2 pagesJ&K Services Selection Board Junior Engineer Civil Written Test GuidelinesakPas encore d'évaluation