Vous aimerez peut-être aussi
- Municipal Wastewater Treatment: Evaluating Improvements in National Water QualityD'EverandMunicipal Wastewater Treatment: Evaluating Improvements in National Water QualityPas encore d'évaluation
- Aerobic Digestion PDFDocument74 pagesAerobic Digestion PDFvalkiria112Pas encore d'évaluation
- Characteristics and Treatment Methods of Wastewater OutlinedDocument81 pagesCharacteristics and Treatment Methods of Wastewater Outlinedashu100% (1)
- DBDocument25 pagesDBAbhijit MondalPas encore d'évaluation
- RV College PACT ReportDocument14 pagesRV College PACT ReportHarish GowdaPas encore d'évaluation
- 比较SBMBR与CMBR在不同COD/TN比下的污水处理效果Document9 pages比较SBMBR与CMBR在不同COD/TN比下的污水处理效果adalcayde2514Pas encore d'évaluation
- Advanced Oxidation ProcesssesDocument25 pagesAdvanced Oxidation ProcesssesDHANANJAY RAJNIKANTBHAI BODAPas encore d'évaluation
- Wastewater IrrigationDocument28 pagesWastewater IrrigationZindai WazirPas encore d'évaluation
- Biological Nutrient RemovalDocument23 pagesBiological Nutrient RemovalvijayendraPas encore d'évaluation
- Lec4 Water and Wastewater TreatmentDocument54 pagesLec4 Water and Wastewater TreatmentKent Harry CumpioPas encore d'évaluation
- Principles and Practices of Reverse OsmosisDocument9 pagesPrinciples and Practices of Reverse OsmosisMohamadPas encore d'évaluation
- Solving Operation Problems For Wastewater Treatment Plants in Cold ClimateDocument3 pagesSolving Operation Problems For Wastewater Treatment Plants in Cold ClimateShakeel ShahPas encore d'évaluation
- Treatment of Industrial WastewaterDocument42 pagesTreatment of Industrial WastewaterchanlalPas encore d'évaluation
- Managing Food Industry Waste EffluentsDocument5 pagesManaging Food Industry Waste EffluentsAbiodun GbengaPas encore d'évaluation
- Wastewater TreatmentDocument25 pagesWastewater TreatmentLTE002Pas encore d'évaluation
- Unit 5 PDFDocument154 pagesUnit 5 PDFKhalilPas encore d'évaluation
- Membrane Bioreactor (MBR) Technology PPT - FERA MEILASARI - 21080122420021Document14 pagesMembrane Bioreactor (MBR) Technology PPT - FERA MEILASARI - 21080122420021fera meilasariPas encore d'évaluation
- Modeling of Activated Sludge With ASM1 Model, Case Study On Wastewater Treatment Plant of South of IsfahanDocument10 pagesModeling of Activated Sludge With ASM1 Model, Case Study On Wastewater Treatment Plant of South of IsfahanAnish GhimirePas encore d'évaluation
- Unit-III Secondary Treatment Processes-Suspended Growth: Instructor: Prof. (DR.) Gaurav Saini Sharda UniversityDocument66 pagesUnit-III Secondary Treatment Processes-Suspended Growth: Instructor: Prof. (DR.) Gaurav Saini Sharda UniversityAkbar Hamid100% (1)
- Topic Quiz QA Wastewater Treatment Dec 04.2021Document4 pagesTopic Quiz QA Wastewater Treatment Dec 04.2021Julie Anne Cristales100% (1)
- 10 Cum - DayDocument5 pages10 Cum - DayAbhijit MondalPas encore d'évaluation
- Advanced Oxidation Processes for Wastewater TreatmentDocument22 pagesAdvanced Oxidation Processes for Wastewater Treatmentจิรพัฒน์ทิพย์รัตน์0% (1)
- STP PDFDocument16 pagesSTP PDFhumaidjafriPas encore d'évaluation
- Lesson 17 - Activated SludgeDocument8 pagesLesson 17 - Activated SludgeShane RodriguezPas encore d'évaluation
- Iare Ce Iwwt Lecture Notes 2Document101 pagesIare Ce Iwwt Lecture Notes 2SHEKHARPas encore d'évaluation
- 02 Overview of Drinking Water TreatmentDocument36 pages02 Overview of Drinking Water TreatmentCharlie CB PortnerPas encore d'évaluation
- Unit 1. Itroduction To Wastewater TreatmentDocument28 pagesUnit 1. Itroduction To Wastewater Treatmentsssshekhar100% (1)
- Silica Removal During Lime Softening in Water Treatment PlantDocument10 pagesSilica Removal During Lime Softening in Water Treatment PlantLouay MansourPas encore d'évaluation
- Water Treatment Processes - Coagulation and Flocculation ExplainedDocument7 pagesWater Treatment Processes - Coagulation and Flocculation ExplainedDr-Manoj GargPas encore d'évaluation
- Solution: Introduction To Solutions Group 5 Cornelia Espiritu Lumasag Mejorada OmbleroDocument12 pagesSolution: Introduction To Solutions Group 5 Cornelia Espiritu Lumasag Mejorada OmbleroGezem GigantoPas encore d'évaluation
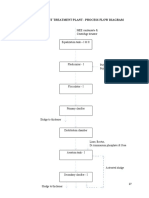
- Effluent Treatment Plant - Process Flow DiagramDocument45 pagesEffluent Treatment Plant - Process Flow DiagramAmarnath PPas encore d'évaluation
- WWT Cert Prep 2021Document17 pagesWWT Cert Prep 2021EbleysPas encore d'évaluation
- WEEM 3510 Water and Wastewater Lab ManualDocument65 pagesWEEM 3510 Water and Wastewater Lab ManualMichael Huisa Taipe100% (1)
- Handout BOILER FEED WATERDocument9 pagesHandout BOILER FEED WATERMuhammad Omar AzadPas encore d'évaluation
- Journal of Water Process Engineering: SciencedirectDocument8 pagesJournal of Water Process Engineering: SciencedirectOmar GameelPas encore d'évaluation
- Co-Treatment of Landfill Leachate and Settled Domestic Wastewater Using Composite Adsorbent in Sequencing Batch ReactorDocument232 pagesCo-Treatment of Landfill Leachate and Settled Domestic Wastewater Using Composite Adsorbent in Sequencing Batch ReactorAmin Mojiri100% (1)
- Trickling FilterDocument10 pagesTrickling FilterAbdullahPas encore d'évaluation
- Biological Wastewater Treatment SystemsDocument41 pagesBiological Wastewater Treatment SystemsJames Korbla Dodzi Hills100% (1)
- Module 2 - Water TreatmentDocument56 pagesModule 2 - Water TreatmentGorgeous boiPas encore d'évaluation
- Chapter 5Document23 pagesChapter 5Tefera TemesgenPas encore d'évaluation
- Tertiary TreatmentDocument45 pagesTertiary TreatmentsunitaudayPas encore d'évaluation
- D399DDocument5 pagesD399DHilarie Jonathan100% (1)
- Trickling Filters: Biological Wastewater Treatment Using Porous MediaDocument7 pagesTrickling Filters: Biological Wastewater Treatment Using Porous MediaTasirmistPas encore d'évaluation
- Glossary For Water Treatment Systems 2007Document10 pagesGlossary For Water Treatment Systems 2007Ahmad Mamdouh100% (1)
- Chapter-1: 1.1 Waste Water Treatment PlantDocument39 pagesChapter-1: 1.1 Waste Water Treatment PlantKalyan Reddy AnuguPas encore d'évaluation
- Anaerobic Digestion Introduction and Science GuideDocument21 pagesAnaerobic Digestion Introduction and Science GuidenawajhaPas encore d'évaluation
- Extend Aeration RFDocument27 pagesExtend Aeration RFMaria Hazel AbayaPas encore d'évaluation
- Drinking Water Treatment Design CalculationsDocument13 pagesDrinking Water Treatment Design Calculationssalil dubey100% (1)
- RODocument10 pagesROShahrooz Leo QureshiPas encore d'évaluation
- 2021 CH 274Document23 pages2021 CH 274Ali Raza MeharPas encore d'évaluation
- Nitrates Removal StrategiesDocument12 pagesNitrates Removal Strategiesharoon_siyech_enggPas encore d'évaluation
- Environmental EngineeringDocument49 pagesEnvironmental EngineeringswathiprasadPas encore d'évaluation
- Landfill LeachateDocument7 pagesLandfill LeachateChristian Mihai GPas encore d'évaluation
- Calculation of Sludge Production From Aerobic ASP JanusDocument8 pagesCalculation of Sludge Production From Aerobic ASP Janusكرم عمرو100% (1)
- BIONICS - DR - Parameswari. PHD Agri., Bionics Enviro Tech, NanozymeDocument26 pagesBIONICS - DR - Parameswari. PHD Agri., Bionics Enviro Tech, NanozymeK SASIKUMAR100% (1)
- 9544-2 MBR Design Considerations-E PDFDocument4 pages9544-2 MBR Design Considerations-E PDFdevil3300Pas encore d'évaluation
- Biotreat Industrial EffluentsDocument9 pagesBiotreat Industrial EffluentsAmit ChristianPas encore d'évaluation
- CH 9 - Attached Growth ProcessDocument30 pagesCH 9 - Attached Growth Processxuantra92100% (1)
- Slow Sand Filtration: A Proven Household Water Treatment OptionDocument2 pagesSlow Sand Filtration: A Proven Household Water Treatment OptionBernadette Tumacder MaganaPas encore d'évaluation
- 9 Wastewater Treatment: Basic Processes of Water TreatmentDocument94 pages9 Wastewater Treatment: Basic Processes of Water TreatmentSayan BiswasPas encore d'évaluation
- MMF & Ro Section - Rev-1Document1 pageMMF & Ro Section - Rev-1nawajhaPas encore d'évaluation
- Wastewater Treatment Advanced PDFDocument368 pagesWastewater Treatment Advanced PDFradoinePas encore d'évaluation
- P&ID - Rev-1Document3 pagesP&ID - Rev-1nawajhaPas encore d'évaluation
- Applied Evolutionary Algorithms For Engineers Using PythonDocument254 pagesApplied Evolutionary Algorithms For Engineers Using Pythonnawajha100% (1)
- Water TreatmentDocument190 pagesWater TreatmentDaniel Rivaldi92% (12)
- Getting StartedDocument19 pagesGetting StartednawajhaPas encore d'évaluation
- 2014 CTB3365DWx Coagulation Flocculation PDFDocument12 pages2014 CTB3365DWx Coagulation Flocculation PDFnawajhaPas encore d'évaluation
- Wat 0011Document6 pagesWat 0011nawajhaPas encore d'évaluation
- Maurice Nicoll The Mark PDFDocument4 pagesMaurice Nicoll The Mark PDFErwin KroonPas encore d'évaluation
- Water TreatmentDocument4 pagesWater TreatmentnawajhaPas encore d'évaluation
- Technical Specification Volume II-Part IDocument244 pagesTechnical Specification Volume II-Part Inawajha0% (1)
- Wastewater TreatmentDocument60 pagesWastewater TreatmentPC YeapPas encore d'évaluation
- Maurice Nicoll The Mark PDFDocument4 pagesMaurice Nicoll The Mark PDFErwin KroonPas encore d'évaluation
- QNO 334 Submittal ADocument101 pagesQNO 334 Submittal AnawajhaPas encore d'évaluation
- CADWorx 2013 SpecificationsDocument97 pagesCADWorx 2013 SpecificationsMahdi DalyPas encore d'évaluation
- Tia6e ch04 PPTDocument54 pagesTia6e ch04 PPTnawajhaPas encore d'évaluation
- Amtrol HandbookDocument112 pagesAmtrol HandbookKokchuan WangPas encore d'évaluation
- How to add components to CADWorx 2013 specificationsDocument0 pageHow to add components to CADWorx 2013 specificationsAngel Andres Olano MendozaPas encore d'évaluation
- Surcharge Rate Updates... : Avoid Undercharging (Or Overcharging) Your Industrial UsersDocument30 pagesSurcharge Rate Updates... : Avoid Undercharging (Or Overcharging) Your Industrial UsersnawajhaPas encore d'évaluation
- Project Controls Manual 2014-10-16 Issued Rev 4Document235 pagesProject Controls Manual 2014-10-16 Issued Rev 4CH4N4P0P4Pas encore d'évaluation
- 05 SedimentationDocument70 pages05 SedimentationCesar GutierrezPas encore d'évaluation
- Selection of Pumping Configuration For Closed Water Distribution SystemsDocument28 pagesSelection of Pumping Configuration For Closed Water Distribution SystemsnawajhaPas encore d'évaluation
- 45-56-005 Avkcms enDocument2 pages45-56-005 Avkcms ennawajhaPas encore d'évaluation
- CDW Overview PDFDocument2 pagesCDW Overview PDFnawajhaPas encore d'évaluation
- Wastewater CharacterizationDocument20 pagesWastewater CharacterizationAnonymous 6RM4Ck100% (1)
- Engineering Field Notes: Engineering Technical Information SystemDocument50 pagesEngineering Field Notes: Engineering Technical Information SystemnawajhaPas encore d'évaluation
- 01wg183 Inf6 EngDocument84 pages01wg183 Inf6 EngnawajhaPas encore d'évaluation
- 01wg183 Inf6 EngDocument84 pages01wg183 Inf6 EngnawajhaPas encore d'évaluation
- 45-56-005 Avkcms enDocument2 pages45-56-005 Avkcms ennawajhaPas encore d'évaluation
- 0306 Lecture12Document62 pages0306 Lecture12Rodante MontallanaPas encore d'évaluation
- Emision StandardsDocument4 pagesEmision StandardsAshish RoongtaPas encore d'évaluation
- Lesson Plan Template: The Pearl AcademiesDocument3 pagesLesson Plan Template: The Pearl Academiesapi-300023217Pas encore d'évaluation
- Bca Oct2010Document118 pagesBca Oct2010lalitmunawat100% (1)
- Rilem TC 162-TDF PDFDocument17 pagesRilem TC 162-TDF PDFAref AbadelPas encore d'évaluation
- 08M70 MGS A30Document4 pages08M70 MGS A30henkesPas encore d'évaluation
- Tom Bearden - OdtDocument68 pagesTom Bearden - OdtRoberto FernandesPas encore d'évaluation
- Chapter 8-Stringing and Miscellaneous WorksDocument3 pagesChapter 8-Stringing and Miscellaneous Workschintan pandyaPas encore d'évaluation
- MS 2400 1 2010 P-TocDocument7 pagesMS 2400 1 2010 P-Tocfauzirohani0% (1)
- Ideal Institute of Engineering: Industrial RoboticsDocument10 pagesIdeal Institute of Engineering: Industrial RoboticsSoumik DasPas encore d'évaluation
- Samsung WayDocument8 pagesSamsung WayWilliam WongPas encore d'évaluation
- Introduction To CPHQDocument24 pagesIntroduction To CPHQmonir61Pas encore d'évaluation
- Ap RP 572Document3 pagesAp RP 572Mohammed IlliasuddinPas encore d'évaluation
- Master Microsoft Excel 2016 text functionsDocument14 pagesMaster Microsoft Excel 2016 text functionsratheeshPas encore d'évaluation
- CIECO PPC1000R Installation Manual V3.3Document61 pagesCIECO PPC1000R Installation Manual V3.3TomPas encore d'évaluation
- BBU - Maintenance User GuideDocument578 pagesBBU - Maintenance User GuideSibte Hassan100% (2)
- Side Sealing Machine Operation GuideDocument30 pagesSide Sealing Machine Operation GuideRocio GimenezPas encore d'évaluation
- Vietnam ProjosDocument271 pagesVietnam Projosjbart252Pas encore d'évaluation
- C3Document14 pagesC3mee myyPas encore d'évaluation
- Executive Synopsis Internet BankingDocument8 pagesExecutive Synopsis Internet BankingSweta PandeyPas encore d'évaluation
- Pundit Transducers - Operating Instructions - English - HighDocument8 pagesPundit Transducers - Operating Instructions - English - HighAayush JoshiPas encore d'évaluation
- Memory Performance Guidelines For Dell PowerEdge 12thDocument47 pagesMemory Performance Guidelines For Dell PowerEdge 12thHuỳnh Hữu ToànPas encore d'évaluation
- Rock Mechanics ASSGN 2Document7 pagesRock Mechanics ASSGN 2ankeshPas encore d'évaluation
- Bizhub 20 Service ManualDocument508 pagesBizhub 20 Service ManualSergio Riso100% (1)
- Automatic Temperature Controlled FanDocument27 pagesAutomatic Temperature Controlled Fankannan100% (2)
- Race Tuning 05-07 KX250Document6 pagesRace Tuning 05-07 KX250KidKawiePas encore d'évaluation
- Auto Parts Manufacturing in China: Ibisworld Industry ReportDocument33 pagesAuto Parts Manufacturing in China: Ibisworld Industry ReportSaira BanuPas encore d'évaluation
- Prof TVKB Propeller TheoryDocument26 pagesProf TVKB Propeller TheorytvkbhanuprakashPas encore d'évaluation
- Alejandrino, Michael S. Bsee-3ADocument14 pagesAlejandrino, Michael S. Bsee-3AMichelle AlejandrinoPas encore d'évaluation
- ResumeDocument3 pagesResumeAadil AhmadPas encore d'évaluation
- مساهمة البرمجيات المدمجة في تحسين جودة خدمات الإدارة الجبائية (عرض برمجية جباية -تيك نموذجا) PDFDocument18 pagesمساهمة البرمجيات المدمجة في تحسين جودة خدمات الإدارة الجبائية (عرض برمجية جباية -تيك نموذجا) PDFAnis AnisPas encore d'évaluation