Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Clinical Neurophysiology PracticeDocument13 pagesClinical Neurophysiology Practicejacinto isaac galvez cortezPas encore d'évaluation
- Emergence of Risk-Based Authentication in Online Financial Services: You Can'T Hide Your Lyin' IpsDocument11 pagesEmergence of Risk-Based Authentication in Online Financial Services: You Can'T Hide Your Lyin' IpsforoldpcPas encore d'évaluation
- Questions - Topics Data Eng - FresherDocument6 pagesQuestions - Topics Data Eng - Fresherabhinav khokharPas encore d'évaluation
- Post Processing Framework (PPF) - SAP Quick GuideDocument6 pagesPost Processing Framework (PPF) - SAP Quick GuideYogitha Balasubramanian100% (1)
- IT Era ReviewerDocument20 pagesIT Era ReviewerMary Claire NevalgaPas encore d'évaluation
- Arraylist: Christiane, Ralf, Ann, TomDocument14 pagesArraylist: Christiane, Ralf, Ann, TomfairwellmdPas encore d'évaluation
- MSHaulage (English)Document8 pagesMSHaulage (English)Renzo Valencia TapiaPas encore d'évaluation
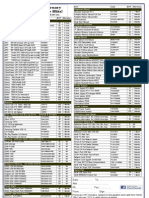
- Bondwell Specials Combo SpecDocument1 pageBondwell Specials Combo SpecMaxFijiPas encore d'évaluation
- Ademco Lynx - Installation and Setup GuideDocument72 pagesAdemco Lynx - Installation and Setup Guidedom1nancePas encore d'évaluation
- (CS214P) Assembly Language Grade: Third Year (Computer Science)Document41 pages(CS214P) Assembly Language Grade: Third Year (Computer Science)Yahia ShahinPas encore d'évaluation
- Ledset User 'S Manual: Linsn TechnologyDocument42 pagesLedset User 'S Manual: Linsn TechnologyPha Lê TímPas encore d'évaluation
- Medicine Reminder: Based On Android StudioDocument3 pagesMedicine Reminder: Based On Android StudioDhruv JainPas encore d'évaluation
- MATLAB Tutorial, Part 2: Plotting Parametric CurvesDocument2 pagesMATLAB Tutorial, Part 2: Plotting Parametric CurvesNaeem GulPas encore d'évaluation
- Dress RoomDocument3 pagesDress RoomNicolas SolisPas encore d'évaluation
- Rigging - Reusing Animations For Another Character - Blender Stack ExchangeDocument1 pageRigging - Reusing Animations For Another Character - Blender Stack ExchangeMed A BadaPas encore d'évaluation
- Simple Vs Compound InterestDocument4 pagesSimple Vs Compound InterestSreedhar RaoPas encore d'évaluation
- SPL Series Scpi Programming Guide SB - GBDocument16 pagesSPL Series Scpi Programming Guide SB - GBMihai CherechesPas encore d'évaluation
- IoT Based Water Level Meter For Alerting Population About FloodsDocument3 pagesIoT Based Water Level Meter For Alerting Population About FloodsEditor IJTSRDPas encore d'évaluation
- The Transistor Tester User Manual (Newly)Document7 pagesThe Transistor Tester User Manual (Newly)Tanel Laanemägi100% (1)
- Interference Prevention Area Function: Output SignalDocument4 pagesInterference Prevention Area Function: Output SignalNAIT OTMANEPas encore d'évaluation
- FKJ BI HK20 Computer EngineeringDocument5 pagesFKJ BI HK20 Computer EngineeringMarcopolo GohPas encore d'évaluation
- 2018R - B Tech ESE Timetable - Nov 2021Document13 pages2018R - B Tech ESE Timetable - Nov 2021AkashArunPas encore d'évaluation
- Bilal Khan ResumeDocument1 pageBilal Khan ResumenajmussaqibmahboobiPas encore d'évaluation
- FSR500 ManualDocument144 pagesFSR500 Manualmiroy14964Pas encore d'évaluation
- Symbols Alt TermsDocument9 pagesSymbols Alt TermsMary GarciaPas encore d'évaluation
- White Paper c11 740091Document62 pagesWhite Paper c11 740091Julio JordanPas encore d'évaluation
- 2016t EnunciatSD enDocument21 pages2016t EnunciatSD enmarioPas encore d'évaluation
- Section 4 ControlsDocument58 pagesSection 4 ControlsSolar Control0% (1)
- StarLC 10 UserGuideDocument123 pagesStarLC 10 UserGuidexerox1025Pas encore d'évaluation
- SMC UserguideDocument132 pagesSMC Userguideatalasa-1Pas encore d'évaluation