Vous aimerez peut-être aussi
- A Christmas Baby For The CowboyDocument80 pagesA Christmas Baby For The CowboyJari Alejandra Chavez100% (2)
- Historia de las computadorasDocument9 pagesHistoria de las computadorasLuz Eliana Martinez RamosPas encore d'évaluation
- 64-0410 - Señales Escriturales Del Tiempo PDFDocument18 pages64-0410 - Señales Escriturales Del Tiempo PDFdavid_guerra_gt8595100% (1)
- La batalla olvidadaDocument341 pagesLa batalla olvidadaMiguel Angel Gutierrez Gambetta100% (1)
- Calculo de Incertidumbre en VernierDocument4 pagesCalculo de Incertidumbre en Vernierjorge100% (1)
- Graficos de ControlDocument9 pagesGraficos de ControljorgePas encore d'évaluation
- Presiones en suelos: Ejercicios resueltos de presiones totales, efectivas y neutrasDocument34 pagesPresiones en suelos: Ejercicios resueltos de presiones totales, efectivas y neutrasmariluz villalobos gomezPas encore d'évaluation
- FermentacionDocument7 pagesFermentacionjorgePas encore d'évaluation
- Costos UnitariosDocument33 pagesCostos UnitariosScanda AlexanderPas encore d'évaluation
- ACT° 3 EXP 7diseñamos EspirometroDocument5 pagesACT° 3 EXP 7diseñamos Espirometroluis mtPas encore d'évaluation
- Auditor NOM ISO 19011Document6 pagesAuditor NOM ISO 19011jorgePas encore d'évaluation
- Proyeccion de FlujosDocument1 pageProyeccion de FlujosjorgePas encore d'évaluation
- VW Guia de IndicadoresDocument4 pagesVW Guia de IndicadoresShevasPas encore d'évaluation
- Lista Precios VAB Bajio ACTUAL AGOSTO 2022Document6 pagesLista Precios VAB Bajio ACTUAL AGOSTO 2022germanPas encore d'évaluation
- Practica 3 Unidad Seis SigmaDocument22 pagesPractica 3 Unidad Seis SigmajorgePas encore d'évaluation
- CartaDocument4 pagesCartajorgePas encore d'évaluation
- 8 Disiplinas MAYOLICADocument41 pages8 Disiplinas MAYOLICALuis EnriquePas encore d'évaluation
- Punto 8. Distribucion de PlantaDocument3 pagesPunto 8. Distribucion de PlantajorgePas encore d'évaluation
- Ensayo LogisticaDocument4 pagesEnsayo LogisticajorgePas encore d'évaluation
- GruppaperDocument7 pagesGruppaperjorgePas encore d'évaluation
- Punto 8. Distribucion de PlantaDocument3 pagesPunto 8. Distribucion de PlantajorgePas encore d'évaluation
- 8 Disiplinas MAYOLICADocument41 pages8 Disiplinas MAYOLICALuis EnriquePas encore d'évaluation
- Interpol Ac I OnDocument8 pagesInterpol Ac I OnFrank Wilbert Navarro ChistamaPas encore d'évaluation
- LiderasgoDocument1 pageLiderasgojorgePas encore d'évaluation
- Proceso de operación del micro destilador ISL modelo ISL-PMD-110Document13 pagesProceso de operación del micro destilador ISL modelo ISL-PMD-110jorgePas encore d'évaluation
- Procedimiento para Medir Con Un VernierDocument5 pagesProcedimiento para Medir Con Un VernierjorgePas encore d'évaluation
- Procedimiento para Medir Con Un VernierDocument5 pagesProcedimiento para Medir Con Un VernierjorgePas encore d'évaluation
- Seis Sigma InvestigacionDocument9 pagesSeis Sigma InvestigacionjorgePas encore d'évaluation
- Diagrma de Bloques AzucarDocument1 pageDiagrma de Bloques AzucarjorgePas encore d'évaluation
- Proceso de Doblado de LáminaDocument6 pagesProceso de Doblado de LáminaCamiloPas encore d'évaluation
- FermentacionDocument26 pagesFermentacionjorge100% (2)
- Perfiles 2 PDFDocument72 pagesPerfiles 2 PDFjorgePas encore d'évaluation
- Nelson MandelaDocument5 pagesNelson MandelajorgePas encore d'évaluation
- Diagrama de Flujo FotjadoDocument7 pagesDiagrama de Flujo FotjadojorgePas encore d'évaluation
- Orden de CompraDocument2 pagesOrden de CompraEmerson JhonPas encore d'évaluation
- Fase de MediciónDocument4 pagesFase de MediciónjorgePas encore d'évaluation
- 537 540 Maria Castroviejo Luis Monteagudo Anuario Brigantino 2018 g1Document4 pages537 540 Maria Castroviejo Luis Monteagudo Anuario Brigantino 2018 g1Eu SonPas encore d'évaluation
- Conexiones de Vacio y Aire ComprimidoDocument28 pagesConexiones de Vacio y Aire Comprimidojzmxg0Pas encore d'évaluation
- Estructura Del Plan de Selección de PersonalDocument3 pagesEstructura Del Plan de Selección de PersonalJULI SHARMELY CRUZ ZANABRIAPas encore d'évaluation
- Otros Grupos Sanguíneos V2Document36 pagesOtros Grupos Sanguíneos V2Tec Lab BoliviaPas encore d'évaluation
- Interpretación de La Primera Entrevista Caso RealDocument3 pagesInterpretación de La Primera Entrevista Caso RealSara Geller OrsiniPas encore d'évaluation
- Ficha 1.3. Números DecimalesDocument5 pagesFicha 1.3. Números DecimalesAIDE BIBIANA CALVILLO VILLAPas encore d'évaluation
- Trabajo Colaborativo Contabilidad General Entrega 2 Sem5Document15 pagesTrabajo Colaborativo Contabilidad General Entrega 2 Sem5ana rojasPas encore d'évaluation
- Induccion TGBDocument49 pagesInduccion TGBMarcos Gonzalez LarreguyPas encore d'évaluation
- Hoja de Vida Actualizada ArnodDocument28 pagesHoja de Vida Actualizada ArnodArnold Jonas Madariaga ArangoPas encore d'évaluation
- Revista Menopausia Colombia artículosDocument67 pagesRevista Menopausia Colombia artículosLuis Andres Carrero TovarPas encore d'évaluation
- Examen de 1º Bachillerato Morfología y TextosDocument3 pagesExamen de 1º Bachillerato Morfología y Textosevama76Pas encore d'évaluation
- Proyecto Pasarela Peatonal AvDocument12 pagesProyecto Pasarela Peatonal AvJhonatan Tejerina BlancoPas encore d'évaluation
- Formula LeucocitariaDocument30 pagesFormula Leucocitariaerikadaniela110% (1)
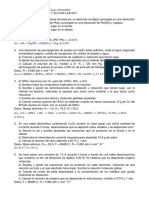
- Redox Evau PDFDocument2 pagesRedox Evau PDFRebeca HerreraPas encore d'évaluation
- Post-Tarea - Evaluación Final - Prueba Objetiva Cerrada POC PDFDocument16 pagesPost-Tarea - Evaluación Final - Prueba Objetiva Cerrada POC PDFRaul Andres Castañeda29% (7)
- Trabajo Especial de LaboratorioDocument125 pagesTrabajo Especial de Laboratorioadriana isabel ramirez terifePas encore d'évaluation
- Silabus Contabilidad IDocument4 pagesSilabus Contabilidad INERO3000Pas encore d'évaluation
- SuicidioDocument19 pagesSuicidioJM SalinasPas encore d'évaluation
- (SES) S1 - D5 - ART - Expresamos Creativamente Lo Que Nos Gustó de Nuestras Vacaciones - 24.03Document3 pages(SES) S1 - D5 - ART - Expresamos Creativamente Lo Que Nos Gustó de Nuestras Vacaciones - 24.03Nelly Asunta Perez ChirinosPas encore d'évaluation
- Plan de Direccionamiento Estrategico para El Haus Hotel de Santiago de CaliDocument124 pagesPlan de Direccionamiento Estrategico para El Haus Hotel de Santiago de CalimayadelgPas encore d'évaluation
- 1 - Libro Titulos Valores - Parte 1 Hasta Pág 31 PDFDocument26 pages1 - Libro Titulos Valores - Parte 1 Hasta Pág 31 PDFMaJo Sancheez100% (1)
- Agenda 1° A CONT Semana # 4Document47 pagesAgenda 1° A CONT Semana # 4Xavi Xavi CarmunozPas encore d'évaluation
- T.N.O. Edición No.2Document60 pagesT.N.O. Edición No.2Tamaulipas Nuestro OrgulloPas encore d'évaluation