Vous aimerez peut-être aussi
- MIG 600C TRIVOLT 3PH Com Display No CabeçoteDocument23 pagesMIG 600C TRIVOLT 3PH Com Display No CabeçoteFernando LimaPas encore d'évaluation
- MIG 400I BIVOLT 3PH - Mudança Tensão HylongDocument19 pagesMIG 400I BIVOLT 3PH - Mudança Tensão HylongJuniorPas encore d'évaluation
- Mig/Mma 270Y Mono: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCDocument15 pagesMig/Mma 270Y Mono: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCFelipe Moreira de PáduaPas encore d'évaluation
- Mig 350i Bivolt 3PHDocument22 pagesMig 350i Bivolt 3PHFelipe Moreira de PáduaPas encore d'évaluation
- Arc 160a Igbt 220V 1PHDocument10 pagesArc 160a Igbt 220V 1PHFelipe Moreira de PáduaPas encore d'évaluation
- TIG 300 220V/380V 3PH: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCDocument12 pagesTIG 300 220V/380V 3PH: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCFelipe Moreira de PáduaPas encore d'évaluation
- Tig 500P Acdc Digital 220V 3PHDocument17 pagesTig 500P Acdc Digital 220V 3PHFelipe Moreira de PáduaPas encore d'évaluation
- Arc 250a Igbt 220V 1PHDocument10 pagesArc 250a Igbt 220V 1PHFelipe Moreira de PáduaPas encore d'évaluation
- ARC 400C 220V 3PH: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCDocument12 pagesARC 400C 220V 3PH: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCFelipe Moreira de PáduaPas encore d'évaluation
- Mig 280y BivoltDocument14 pagesMig 280y BivoltSamuel AlvesPas encore d'évaluation
- Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCDocument12 pagesRua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCINTERPLASMA CORTE E SOLDAPas encore d'évaluation
- 3 - Tig 180PDocument11 pages3 - Tig 180PINTERPLASMA CORTE E SOLDAPas encore d'évaluation
- 5 - Tig 250Document11 pages5 - Tig 250INTERPLASMA CORTE E SOLDAPas encore d'évaluation
- Tig 200p DC DigitalDocument11 pagesTig 200p DC DigitalFelipe Moreira de PáduaPas encore d'évaluation
- Tig 200p Acdc AnalogicaDocument13 pagesTig 200p Acdc AnalogicaFelipe Moreira de PáduaPas encore d'évaluation
- 4 - TIG 200P DIGITAL (Atualização 1)Document13 pages4 - TIG 200P DIGITAL (Atualização 1)INTERPLASMA CORTE E SOLDAPas encore d'évaluation
- 1 - ARC 250 (Atualização 1)Document11 pages1 - ARC 250 (Atualização 1)INTERPLASMA CORTE E SOLDAPas encore d'évaluation
- Arc 250a Arc Force 220v 1phDocument9 pagesArc 250a Arc Force 220v 1phFelipe Moreira de PáduaPas encore d'évaluation
- Catálogo Ortobrás PDFDocument59 pagesCatálogo Ortobrás PDFmartecmec100% (9)
- Manual de Intruções - Bomba Centrifuga Auto-Escorvante Com Pre-FiltroDocument10 pagesManual de Intruções - Bomba Centrifuga Auto-Escorvante Com Pre-FiltroMartoneOliveiraPas encore d'évaluation
- Conjunto Teto SL 72 STD Impar C - ReforcoDocument1 pageConjunto Teto SL 72 STD Impar C - ReforcoWanderson CardosoPas encore d'évaluation
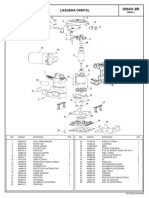
- D 26441 VistaDocument6 pagesD 26441 VistaJoao LoboPas encore d'évaluation
- Lista de Peças de Reposição - 2018Document120 pagesLista de Peças de Reposição - 2018Rafael VerdeliPas encore d'évaluation
- Peças 9300Document21 pagesPeças 9300Rellim AugustoPas encore d'évaluation
- Pe 4031 201902200813Document3 pagesPe 4031 201902200813Monique SchlickmannPas encore d'évaluation
- Manual de Pecas Stara TORNADO 1300 11 2015Document41 pagesManual de Pecas Stara TORNADO 1300 11 2015leonardoPas encore d'évaluation
- Concessionários Participantes - Revisão Declarada Mercedes-Benz Service Care Concessionário Cidade Endereco FoneDocument2 pagesConcessionários Participantes - Revisão Declarada Mercedes-Benz Service Care Concessionário Cidade Endereco FoneSérgio FigueiredoPas encore d'évaluation
- Tornado 1300 GivDocument43 pagesTornado 1300 GivUsuario2023Pas encore d'évaluation
- Tornado 1300 06-2016Document43 pagesTornado 1300 06-2016Usuario2023Pas encore d'évaluation
- Pontos de Atendimento RNTRC 31-08-22 SITEDocument8 pagesPontos de Atendimento RNTRC 31-08-22 SITERaphael MartinsPas encore d'évaluation
- 336 - Manual PortuguêsDocument10 pages336 - Manual Portuguêsmarcos amaral100% (3)
- Hobart Bisteca Hsf3200Document30 pagesHobart Bisteca Hsf3200brunoPas encore d'évaluation
- Manual de Peças de Reposição - Serra Fita HSF3200 Seg PDFDocument30 pagesManual de Peças de Reposição - Serra Fita HSF3200 Seg PDFLuiz Ricardo MirandaPas encore d'évaluation
- Plasmetal 'MCF 4200M - CompressedDocument81 pagesPlasmetal 'MCF 4200M - CompressedJoao PauloPas encore d'évaluation
- Cac MT-BRDocument2 pagesCac MT-BRMárcio TrindadePas encore d'évaluation
- Starplan 3000 01-2017Document63 pagesStarplan 3000 01-2017Wellivelton Dos SantosPas encore d'évaluation
- ChicoteDocument1 pageChicotetiago valentePas encore d'évaluation
- an1ACC14 04792Document210 pagesan1ACC14 04792Kika Souza100% (1)
- Produtiva ArrastoDocument62 pagesProdutiva ArrastoJulio Milan100% (1)
- Catálogo - TramontinaDocument4 pagesCatálogo - TramontinaJoldinei de Witt0% (1)
- Arpa Quant. Codigo Descrição Manufacturer Plt210715P-783 (Indústria de Rações Patense Ltda - Sobradinho - MG)Document1 pageArpa Quant. Codigo Descrição Manufacturer Plt210715P-783 (Indústria de Rações Patense Ltda - Sobradinho - MG)Agnaldo JuniorPas encore d'évaluation
- Arte 330002Document1 pageArte 330002Hugo Henrique De Sousa e SilvaPas encore d'évaluation
- Vulcan Equipamentos - Lista - Assistências Técnicas Autorizadas - Vulcan Equipamentos BrasilDocument17 pagesVulcan Equipamentos - Lista - Assistências Técnicas Autorizadas - Vulcan Equipamentos BrasilRafael Davi Hack0% (1)
- 2670PD Pop 2021Document110 pages2670PD Pop 2021Julio MilanPas encore d'évaluation
- Situação OI.22.03.10Document39 pagesSituação OI.22.03.10Ramon FonsecaPas encore d'évaluation
- Materiais EletricaDocument131 pagesMateriais EletricaRODRIGO_RALOPas encore d'évaluation
- JACTO Lav-500Document19 pagesJACTO Lav-500Joao Pedro Barros e SouzaPas encore d'évaluation
- Catálogo de Peças TmaDocument63 pagesCatálogo de Peças TmaBruno FranciscoPas encore d'évaluation
- Lista de Material Que Tem No EstoqueDocument1 pageLista de Material Que Tem No EstoqueRellim AugustoPas encore d'évaluation
- Orcamento 015105 24102022 134441 466Document1 pageOrcamento 015105 24102022 134441 466Jaime FigueiredoPas encore d'évaluation
- Grãos BB Mendes SLZ - Baixa TensãoDocument1 pageGrãos BB Mendes SLZ - Baixa Tensãoeletricsolutions23Pas encore d'évaluation
- Grãos BB Mendes SLZ - Baixa TensãoDocument1 pageGrãos BB Mendes SLZ - Baixa Tensãoeletricsolutions23Pas encore d'évaluation
- Lista MF 04-08Document9 pagesLista MF 04-08noe antonio solorzano floresPas encore d'évaluation
- 8664 - Combo PortuguesDocument24 pages8664 - Combo PortuguesAmauri RogérioPas encore d'évaluation
- Maquina de Solda TRR SDocument10 pagesMaquina de Solda TRR SObsol EtoPas encore d'évaluation
- Catalogo de Pecas 580MDocument508 pagesCatalogo de Pecas 580MEdson92% (12)
- 2570PD PopDocument98 pages2570PD PopJulio Milan100% (1)
- Lista de Material Elevatória Er3Document4 pagesLista de Material Elevatória Er3fernando.longo79Pas encore d'évaluation
- 9º Ficha de Preparação #2 9anoDocument3 pages9º Ficha de Preparação #2 9anoProfessora Celia PereiraPas encore d'évaluation
- Feedback Padagógico em Ed. FísicaDocument3 pagesFeedback Padagógico em Ed. FísicaPoc Sol100% (3)
- Obras Validadas Na Triagem PNLD 2018Document5 pagesObras Validadas Na Triagem PNLD 2018brendawilkePas encore d'évaluation
- AssasDocument45 pagesAssasLucianoPas encore d'évaluation
- Tabela AnexoDocument91 pagesTabela AnexoSilvio EduardoPas encore d'évaluation
- RECURSO Na Barra FixaDocument2 pagesRECURSO Na Barra FixaAlmeida Moreno AlmeidaPas encore d'évaluation
- Avaliação Educacional - SaulDocument8 pagesAvaliação Educacional - SaulGislaine Lourenço Rocha FigueredoPas encore d'évaluation
- GiroscópioDocument10 pagesGiroscópioLuanadutPas encore d'évaluation
- Manual Personal Trainning Holmes Place AcademyDocument350 pagesManual Personal Trainning Holmes Place Academymarco_cadete_189% (9)
- Dilatação Dos SólidosDocument12 pagesDilatação Dos SólidosNatalia Beatriz SilvaPas encore d'évaluation
- A Inquietante Qabalah QliphoticaDocument34 pagesA Inquietante Qabalah QliphoticaAirtonMaestrelloPas encore d'évaluation
- Atividades Experimentais Investigativas No Ensino de Química PDFDocument90 pagesAtividades Experimentais Investigativas No Ensino de Química PDFnayaracoriolanoPas encore d'évaluation
- Dimensionamento de Espessadores PDFDocument40 pagesDimensionamento de Espessadores PDFValdo Ragnar BenzanePas encore d'évaluation
- Além Da Razão - Marilynne RobinsonDocument111 pagesAlém Da Razão - Marilynne Robinsonesemedo.l23Pas encore d'évaluation
- Teoria Pedagogica CaefDocument89 pagesTeoria Pedagogica CaefXyko MestrePas encore d'évaluation
- Caminhos - Dossiê Humanidades: Revista Online (Ano 10, Nº34 - Abr/jun 2019)Document82 pagesCaminhos - Dossiê Humanidades: Revista Online (Ano 10, Nº34 - Abr/jun 2019)Rodrigo Jaci SilvaPas encore d'évaluation
- Cálculo NPSH PDFDocument6 pagesCálculo NPSH PDFLeandro MatosPas encore d'évaluation
- 100 Questões - Exercícios Teóricos Gerais-PM-N2Document13 pages100 Questões - Exercícios Teóricos Gerais-PM-N2Bruno Policario88% (8)
- Ficha - 3 - Química - 2021 - 22Document5 pagesFicha - 3 - Química - 2021 - 22Catarina OliveiraPas encore d'évaluation
- Apostila Topografia IDocument25 pagesApostila Topografia IFabiola SouzaPas encore d'évaluation
- Físico-Química de SuperfíciesDocument73 pagesFísico-Química de SuperfíciesJony Andrade100% (1)
- Manual de Instalacao e Manutencao de Transform Adores Secos - WEGDocument14 pagesManual de Instalacao e Manutencao de Transform Adores Secos - WEGrdpimentaPas encore d'évaluation
- Aula 4-Soluções ReaisDocument8 pagesAula 4-Soluções ReaisLarissa MeneghiniPas encore d'évaluation
- ColetoresDocument18 pagesColetoresSergio AlvesPas encore d'évaluation
- Resumo Fontes Nao Convencionais de EnergiaDocument2 pagesResumo Fontes Nao Convencionais de EnergiaMilena BarcelosPas encore d'évaluation
- Exercicios UmidificacaoDocument2 pagesExercicios UmidificacaoArielder GabrielPas encore d'évaluation
- Ficha MABC-2 Bateria Motora 11 A 16 AnosDocument9 pagesFicha MABC-2 Bateria Motora 11 A 16 AnosRafael OliveiraPas encore d'évaluation
- Ficha de Escolha Múltipla AREALDocument6 pagesFicha de Escolha Múltipla AREALanaPas encore d'évaluation
- Ficha Biofísica IDocument2 pagesFicha Biofísica IFrancisca Ribeiro100% (1)
- O Metodo Científico - GalianoDocument9 pagesO Metodo Científico - GalianoAna Paula Risson100% (1)