Vous aimerez peut-être aussi
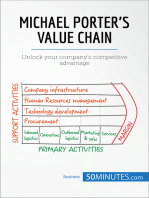
- Michael Porter's Value Chain: Unlock your company's competitive advantageD'EverandMichael Porter's Value Chain: Unlock your company's competitive advantageÉvaluation : 4 sur 5 étoiles4/5 (1)
- Consulting Interview Case Preparation: Frameworks and Practice CasesD'EverandConsulting Interview Case Preparation: Frameworks and Practice CasesPas encore d'évaluation
- Journal of MGMT Development 2000v19i8Document59 pagesJournal of MGMT Development 2000v19i8Kevin SomedayPas encore d'évaluation
- The Logic of Management Consulting 2Document27 pagesThe Logic of Management Consulting 2Xyz YxzPas encore d'évaluation
- Banking Value Chain PDFDocument13 pagesBanking Value Chain PDFAnonymous nPT6LOnRXPas encore d'évaluation
- Banking Value ChainDocument13 pagesBanking Value ChainAshutosh MohapatraPas encore d'évaluation
- Business Models As A Unit of Analysis For StrategizingDocument12 pagesBusiness Models As A Unit of Analysis For Strategizingpstaehler100% (1)
- Lean CaseDocument10 pagesLean CaseAditya KumarPas encore d'évaluation
- 6 Enterprises and Industrial PolicyDocument26 pages6 Enterprises and Industrial Policy吴善统Pas encore d'évaluation
- Outside in & Inside OutDocument44 pagesOutside in & Inside OutSlobodan AdzicPas encore d'évaluation
- 07 Chapter 2Document101 pages07 Chapter 2Anirudha ThenganePas encore d'évaluation
- Operations Strategies: Oland ChmuckDocument9 pagesOperations Strategies: Oland Chmuckahmadbader1Pas encore d'évaluation
- Operations Strategies PDFDocument9 pagesOperations Strategies PDFIris TitoPas encore d'évaluation
- Chap 1 Introduction (IE)Document28 pagesChap 1 Introduction (IE)ZePas encore d'évaluation
- Fin IndustryDocument10 pagesFin IndustryJudithRavelloPas encore d'évaluation
- Dec 2009Document17 pagesDec 2009Murugesh Kasivel EnjoyPas encore d'évaluation
- 4 Book SummariesDocument10 pages4 Book SummariesAravind Kumar DPas encore d'évaluation
- Strategy and Market ProcessDocument40 pagesStrategy and Market ProcessCesarPas encore d'évaluation
- Unit 5 CDMDocument40 pagesUnit 5 CDMManojkumar MohanasundramPas encore d'évaluation
- Luzzini2015 (CIN)Document12 pagesLuzzini2015 (CIN)Raditya AgungPas encore d'évaluation
- Reconciling Internalization Theory and The Eclectic ParadigmDocument14 pagesReconciling Internalization Theory and The Eclectic Paradigmjazi_4uPas encore d'évaluation
- View". Accordingly, One Firm Can Successfully and Effectively "Compete" Without Having ToDocument1 pageView". Accordingly, One Firm Can Successfully and Effectively "Compete" Without Having ToLeDzungPas encore d'évaluation
- Springer Mir: Management International ReviewDocument15 pagesSpringer Mir: Management International ReviewdawjonisPas encore d'évaluation
- Article in Press: Applied Customer Knowledge in A Manufacturing Environment: Flexibility For Industrial FirmsDocument12 pagesArticle in Press: Applied Customer Knowledge in A Manufacturing Environment: Flexibility For Industrial FirmsJohan TumiwaPas encore d'évaluation
- Revisiting Marketing's PDFDocument17 pagesRevisiting Marketing's PDFNuliPas encore d'évaluation
- The Role of Diversification Strategies in Global Companies: - Research ResultsDocument8 pagesThe Role of Diversification Strategies in Global Companies: - Research ResultscuribenPas encore d'évaluation
- Internalization Theory Is A Branch of Economics That Is Used To Analyse International Business BehaviourDocument3 pagesInternalization Theory Is A Branch of Economics That Is Used To Analyse International Business BehaviourMD Abdur RahmanPas encore d'évaluation
- Porter ContributionDocument8 pagesPorter ContributionZubair ChPas encore d'évaluation
- Hooley 1998Document20 pagesHooley 1998Knowlege NgwendePas encore d'évaluation
- SM NotesDocument52 pagesSM NotesShantnu SharmaPas encore d'évaluation
- Literature Review: 2.1 CompetitivenessDocument22 pagesLiterature Review: 2.1 CompetitivenesspriyankaPas encore d'évaluation
- Relationship Management-Knowledge How ToDocument20 pagesRelationship Management-Knowledge How ToRoshanPas encore d'évaluation
- Strama MGT Week 5Document13 pagesStrama MGT Week 5Ailene GapoyPas encore d'évaluation
- Theories On Entry in International MarketsDocument25 pagesTheories On Entry in International Marketsabhilash831989100% (4)
- Wheel of StrategyDocument7 pagesWheel of StrategyKalpesh Singh SinghPas encore d'évaluation
- Ansoff Matrix and Gap Analysis ExplainedDocument4 pagesAnsoff Matrix and Gap Analysis Explainedakshay_abs100% (1)
- Table 2.1. The Evolution of Strategic ManagementDocument4 pagesTable 2.1. The Evolution of Strategic Managementanon_706827441Pas encore d'évaluation
- Regional Formation 27133-141Document10 pagesRegional Formation 27133-141Victor DiasPas encore d'évaluation
- Competitive StrategyDocument6 pagesCompetitive StrategySokratis Edirnelis100% (1)
- Flows of Goods or Supply Chains Lessons From The Natural Rubber Industry in Kerala, IndiaDocument10 pagesFlows of Goods or Supply Chains Lessons From The Natural Rubber Industry in Kerala, IndiaSylvia GracePas encore d'évaluation
- Disruptive Marketing Strategy: CommentaryDocument6 pagesDisruptive Marketing Strategy: CommentaryMikePas encore d'évaluation
- Developing A Customer Value-Based Theory of The Firm: Marketing in The 21St CenturyDocument6 pagesDeveloping A Customer Value-Based Theory of The Firm: Marketing in The 21St CenturyAlesa A To ZPas encore d'évaluation
- Edeling Himme WhenDoesMarketShareMatter 2018 JMDocument26 pagesEdeling Himme WhenDoesMarketShareMatter 2018 JMTest TwoPas encore d'évaluation
- Herrigel. Autoparts-OEMcompetition PDFDocument35 pagesHerrigel. Autoparts-OEMcompetition PDFmateoPas encore d'évaluation
- Pfeffer 2005 AME Producing Sustainable Competitive Advantage Through PeopleDocument13 pagesPfeffer 2005 AME Producing Sustainable Competitive Advantage Through PeopleFarhan1561Pas encore d'évaluation
- What Is A Multinational Corporation (MNC) ?: Key Issues in International Business StrategyDocument6 pagesWhat Is A Multinational Corporation (MNC) ?: Key Issues in International Business StrategyShubham AgrawalPas encore d'évaluation
- Capability-Oriented Modeling of The Firm: January 2005Document17 pagesCapability-Oriented Modeling of The Firm: January 2005Juan Andres SantiagoPas encore d'évaluation
- Organizing Vertical Boundaries: Vertical Integration and Its Alternatives Chapter ContentsDocument14 pagesOrganizing Vertical Boundaries: Vertical Integration and Its Alternatives Chapter ContentsOscar CardenasPas encore d'évaluation
- First Mover Ad ND DisDocument4 pagesFirst Mover Ad ND DisChaudhary Sachin TomarPas encore d'évaluation
- International Review of Financial Analysis: Steffen Meinshausen, Dirk SchiereckDocument9 pagesInternational Review of Financial Analysis: Steffen Meinshausen, Dirk SchiereckSaravanakkumar KRPas encore d'évaluation
- The Effect of Export Marketing Capabilities On Export Performance An InvestigationDocument24 pagesThe Effect of Export Marketing Capabilities On Export Performance An InvestigationM VPas encore d'évaluation
- Helms-Ettkin-Baxter-Gordon - Managerial Implications For Target CostingDocument9 pagesHelms-Ettkin-Baxter-Gordon - Managerial Implications For Target CostingAsc RaihanPas encore d'évaluation
- Competitor Analysis ExamplesDocument6 pagesCompetitor Analysis Examplesmahakagrawal3Pas encore d'évaluation
- Author Copy: Formalizing Internationalization in The Eclectic ParadigmDocument13 pagesAuthor Copy: Formalizing Internationalization in The Eclectic ParadigmMinhaz AhmedPas encore d'évaluation
- Value Chain Analysis ArticleDocument9 pagesValue Chain Analysis Articlesneha_emaPas encore d'évaluation
- Articulo 1 (Ingles)Document13 pagesArticulo 1 (Ingles)angellyPas encore d'évaluation
- The Horizontal Scope of The Firm Organizational Tradeoffs vs. Buyer-Supplier Relationships CopiableDocument35 pagesThe Horizontal Scope of The Firm Organizational Tradeoffs vs. Buyer-Supplier Relationships Copiablerodrigo.cortescaPas encore d'évaluation
- Issue 3Document99 pagesIssue 3zubairhussainscribdPas encore d'évaluation
- Theoretical Background - UpdatedDocument7 pagesTheoretical Background - UpdatedBálint CsutakPas encore d'évaluation
- Experiencing Change in German Controlling: Management Accounting in a Globalizing WorldD'EverandExperiencing Change in German Controlling: Management Accounting in a Globalizing WorldPas encore d'évaluation
- Financial FactorsDocument31 pagesFinancial FactorsArslan QayyumPas encore d'évaluation
- Risk and Rates of Return: Stand-Alone Risk Portfolio Risk Risk & Return: CAPM / SMLDocument31 pagesRisk and Rates of Return: Stand-Alone Risk Portfolio Risk Risk & Return: CAPM / SMLArslan QayyumPas encore d'évaluation
- White Et Al-2008-Management and Organization ReviewDocument32 pagesWhite Et Al-2008-Management and Organization ReviewArslan QayyumPas encore d'évaluation
- Managerial Finance: Article InformationDocument26 pagesManagerial Finance: Article InformationArslan QayyumPas encore d'évaluation
- Solutions Chapter 5Document21 pagesSolutions Chapter 5Arslan QayyumPas encore d'évaluation
- Acr ModelDocument6 pagesAcr ModelArslan QayyumPas encore d'évaluation
- Financial Statement Analysis On BEXIMCO and SQUAREDocument33 pagesFinancial Statement Analysis On BEXIMCO and SQUAREYolowii XanaPas encore d'évaluation
- Corporate Finance Institute - Financial-Modeling-GuidelinesDocument95 pagesCorporate Finance Institute - Financial-Modeling-GuidelinesTan Pheng SoonPas encore d'évaluation
- The Walt Disney CompanyDocument4 pagesThe Walt Disney CompanyAhsan Ul HaqPas encore d'évaluation
- Ross 2012Document179 pagesRoss 2012JadPas encore d'évaluation
- Competitive Analysis Benchmark ReportDocument3 pagesCompetitive Analysis Benchmark Reportdebka100% (1)
- Karen The SupertraderDocument2 pagesKaren The SupertraderHemant Chaudhari100% (1)
- Basic Tools of FinanceDocument13 pagesBasic Tools of FinanceGayle AbayaPas encore d'évaluation
- Address To Partner Bank Details: Sales Tax InvoiceDocument4 pagesAddress To Partner Bank Details: Sales Tax Invoiceshamaz aliPas encore d'évaluation
- Century IDBI Q2FY21 12nov20Document7 pagesCentury IDBI Q2FY21 12nov20Tai TranPas encore d'évaluation
- Group 1 - Vinsun IE - HRIS CaseDocument14 pagesGroup 1 - Vinsun IE - HRIS CaseAneeshKKedlayaPas encore d'évaluation
- C05 Revenue Recognition - Percentage Completion AccountingDocument16 pagesC05 Revenue Recognition - Percentage Completion AccountingBrooke CarterPas encore d'évaluation
- 16 Quintanar v. CCDocument3 pages16 Quintanar v. CCIELTSPas encore d'évaluation
- DepartmentationDocument9 pagesDepartmentationArjunsingh HajeriPas encore d'évaluation
- Airport Cities - The Evolution-1Document17 pagesAirport Cities - The Evolution-1IswatunHasanahSyatiriPas encore d'évaluation
- Chennai Metro Rail Limited: Terms of Reference For Outsourcing of Internal AuditDocument15 pagesChennai Metro Rail Limited: Terms of Reference For Outsourcing of Internal Auditpvraju1040Pas encore d'évaluation
- Bhu - Cover PageDocument7 pagesBhu - Cover PageLibin AbrahamPas encore d'évaluation
- Blue Diamond Pattern Background Writer ResumeDocument2 pagesBlue Diamond Pattern Background Writer ResumerabiaPas encore d'évaluation
- Chapter 1 - The Systems Development Environment - 2Document23 pagesChapter 1 - The Systems Development Environment - 2Mahdi GhulamiPas encore d'évaluation
- Exercises - Game Theory Questions PDFDocument10 pagesExercises - Game Theory Questions PDFTeyma TouatiPas encore d'évaluation
- ScienceDirect Citations 1522851638967Document42 pagesScienceDirect Citations 1522851638967Manoj KumarPas encore d'évaluation
- Risk Management (MBA General, 1st Semester) by Sir Aftab ParvezDocument17 pagesRisk Management (MBA General, 1st Semester) by Sir Aftab ParvezAsjad JamshedPas encore d'évaluation
- ABM 221 Managerial AccountingDocument136 pagesABM 221 Managerial AccountingTimothy MaluwaPas encore d'évaluation
- Watertower CafeDocument39 pagesWatertower Cafesasamil93100% (1)
- Dividend Policy AssignDocument2 pagesDividend Policy AssignAsad RehmanPas encore d'évaluation
- NI Act, Nomination & TDSDocument76 pagesNI Act, Nomination & TDSPreetha ChelladuraiPas encore d'évaluation
- Self Evaluation QuestionsDocument4 pagesSelf Evaluation QuestionsNeeraj KhatriPas encore d'évaluation
- Report On CDBLDocument25 pagesReport On CDBLshoumitajPas encore d'évaluation
- Exercises-SClast SolvedDocument7 pagesExercises-SClast SolvedSarah GherdaouiPas encore d'évaluation
- Schedules For Form 1040 and Form 1040Document2 pagesSchedules For Form 1040 and Form 1040Eloy GonzalezPas encore d'évaluation
- OB DellDocument28 pagesOB DellGoh Koon Loong0% (1)