Vous aimerez peut-être aussi
- Journal Pre-Proof: Journal of Non-Newtonian Fluid MechanicsDocument55 pagesJournal Pre-Proof: Journal of Non-Newtonian Fluid MechanicsSiddharth JainPas encore d'évaluation
- 1539 RewfDocument13 pages1539 RewfivanmatijevicPas encore d'évaluation
- Literature Review FluidizationDocument8 pagesLiterature Review Fluidizationea4hasyw100% (1)
- Minerals 11 00229 v3Document18 pagesMinerals 11 00229 v3Ryan FirmansyahPas encore d'évaluation
- A Design of Jet Mixed TankDocument17 pagesA Design of Jet Mixed Tankhussein100% (1)
- Pinched Tube ReactorDocument8 pagesPinched Tube ReactorManoj BPas encore d'évaluation
- CFD in water treatment analysis and designDocument20 pagesCFD in water treatment analysis and designmouhcine maouhoubPas encore d'évaluation
- Characteristics of Gas-Liquid Slug Flow in HoneycoDocument14 pagesCharacteristics of Gas-Liquid Slug Flow in HoneycoYaswanth LegendPas encore d'évaluation
- 733 Mixing 12Document2 pages733 Mixing 12kumar_chemicalPas encore d'évaluation
- Berruti1995 - Hydrodynamics of Circulating Fluidized Bed Risers A ReviewDocument24 pagesBerruti1995 - Hydrodynamics of Circulating Fluidized Bed Risers A ReviewHasanPas encore d'évaluation
- Clarifier - 1Document13 pagesClarifier - 1wasin2543Pas encore d'évaluation
- CFD Simulation of Two-Phase Flow in A Hybrid Pulsed Sieve-Plate Solvent Extraction Column Prediction of Holdup and Axial-Dispersion CoefficientsDocument16 pagesCFD Simulation of Two-Phase Flow in A Hybrid Pulsed Sieve-Plate Solvent Extraction Column Prediction of Holdup and Axial-Dispersion CoefficientsArunPas encore d'évaluation
- BCT Loop Reactor Technology 2009-02-2Document7 pagesBCT Loop Reactor Technology 2009-02-2fsingPas encore d'évaluation
- A Multiresolution Method For The Simulation of Sedimentation in Inclined ChannelsDocument27 pagesA Multiresolution Method For The Simulation of Sedimentation in Inclined Channels2306노강민Pas encore d'évaluation
- Study of Solid-Liquid Mixing in Agitated Tanks Through Computational Fluid Dynamics ModelingDocument10 pagesStudy of Solid-Liquid Mixing in Agitated Tanks Through Computational Fluid Dynamics ModelingrajuvadlakondaPas encore d'évaluation
- Chemical Engineering Science: G.R. Kasat, A.R. Khopkar, V.V. Ranade, A.B. PanditDocument9 pagesChemical Engineering Science: G.R. Kasat, A.R. Khopkar, V.V. Ranade, A.B. PanditGopal KasatPas encore d'évaluation
- Numerical Investigations of Two-Phase Flows Through Enhanced MicrochannelsDocument11 pagesNumerical Investigations of Two-Phase Flows Through Enhanced MicrochannelsDai DomPas encore d'évaluation
- Particle Technology and EngineeringDocument4 pagesParticle Technology and EngineeringAlexM1598Pas encore d'évaluation
- Study of Hydrodynamics and Upscaling of Immiscible Fluid Stirred Tank Using Computational Fluid Dynamics SimulationDocument19 pagesStudy of Hydrodynamics and Upscaling of Immiscible Fluid Stirred Tank Using Computational Fluid Dynamics Simulationเอกฤกษ์ พุ่มนกPas encore d'évaluation
- Climent 2019Document16 pagesCliment 2019Eduard Moliné RoviraPas encore d'évaluation
- Heat Transfer Performance of Netmix-A Novel Micro-Meso Structured Mixer and ReactorDocument13 pagesHeat Transfer Performance of Netmix-A Novel Micro-Meso Structured Mixer and ReactorJakaAbuPas encore d'évaluation
- Agitators: Robert L. Bates, President Chemineer, IncDocument24 pagesAgitators: Robert L. Bates, President Chemineer, InctenshinomiyukiPas encore d'évaluation
- Liu2020 Article ManipulationOfGas Liquid LiquiDocument19 pagesLiu2020 Article ManipulationOfGas Liquid LiquiShrinivas JahagirdarPas encore d'évaluation
- Autoclave PDFDocument8 pagesAutoclave PDFDïëgöNïïckYtzPas encore d'évaluation
- OTC 18513 Modeling Fluid Interfaces During Cementing Using A 3D Mud Displacement SimulatorDocument8 pagesOTC 18513 Modeling Fluid Interfaces During Cementing Using A 3D Mud Displacement SimulatorAhmed Ali AlsubaihPas encore d'évaluation
- Distributor - Trickle Bed ReactorDocument19 pagesDistributor - Trickle Bed ReactorGajendra Meghwal100% (1)
- CFD Simulation of Liquid Phase Mixing IDocument10 pagesCFD Simulation of Liquid Phase Mixing IIITRANANDJADHAVPas encore d'évaluation
- CFD Simulation of Solids Suspension in Stirred Tanks: ReviewDocument10 pagesCFD Simulation of Solids Suspension in Stirred Tanks: ReviewivanmatijevicPas encore d'évaluation
- Convective Mixing and Chemical Reactions in Microchannels With High Flow RatesDocument14 pagesConvective Mixing and Chemical Reactions in Microchannels With High Flow RateswassermelonePas encore d'évaluation
- Axial Dispersion of Liquid in Gas-Liquid Cocurrent Downflow and Upflow Fixed-Bed Reactors With Porous ParticlesDocument9 pagesAxial Dispersion of Liquid in Gas-Liquid Cocurrent Downflow and Upflow Fixed-Bed Reactors With Porous ParticlesArunPas encore d'évaluation
- AGITATION AND AERATION TECHNIQUESDocument69 pagesAGITATION AND AERATION TECHNIQUESAhmed ShahabiPas encore d'évaluation
- Fischer 2013Document7 pagesFischer 2013sukanyagggPas encore d'évaluation
- Study On Power ConsumptionDocument19 pagesStudy On Power ConsumptionprasannaPas encore d'évaluation
- Vol1no2-4 NarasimhaMDocument17 pagesVol1no2-4 NarasimhaMSandra PowersPas encore d'évaluation
- Soleymani 2008Document7 pagesSoleymani 2008Vinu DPas encore d'évaluation
- Agitated Tank Experiment on Non-Newtonian Fluid MixingDocument4 pagesAgitated Tank Experiment on Non-Newtonian Fluid MixingnewtonPas encore d'évaluation
- Energies 13 00640 PDFDocument19 pagesEnergies 13 00640 PDFManojPas encore d'évaluation
- CFD MODELING OF CHEMICAL REACTORSDocument20 pagesCFD MODELING OF CHEMICAL REACTORSdavinciPas encore d'évaluation
- Processes 08 00878Document28 pagesProcesses 08 00878Somesh MishraPas encore d'évaluation
- Otc 28052 MsDocument9 pagesOtc 28052 MsSain-Gio De-Anton LizardiPas encore d'évaluation
- Numerical Simulation of Fresh Concrete Flow: Insight and ChallengesDocument10 pagesNumerical Simulation of Fresh Concrete Flow: Insight and ChallengesKhalid EL ABBAOUIPas encore d'évaluation
- Hydrodynamic Simulation of Horizontal Slurry Pipeline Flow Using ANSYS-CFXDocument39 pagesHydrodynamic Simulation of Horizontal Slurry Pipeline Flow Using ANSYS-CFXAvinash VasudeoPas encore d'évaluation
- Bubble Column TechnologyDocument34 pagesBubble Column TechnologyВладимир Петров100% (1)
- Practical Aspects of Rheology and The Applications in Nickel ProcessingDocument24 pagesPractical Aspects of Rheology and The Applications in Nickel Processingewin basokePas encore d'évaluation
- FILTECH 2016 - Dynamic Process Modelling of Decanter CentrifugesDocument10 pagesFILTECH 2016 - Dynamic Process Modelling of Decanter CentrifugesRyan FirmansyahPas encore d'évaluation
- Investigation of The Influence of Swirl On A Confined Coannular Swirl JetDocument47 pagesInvestigation of The Influence of Swirl On A Confined Coannular Swirl JetSaravanaPas encore d'évaluation
- Performance of High-Speed Hydrodynamic Sliding BeaDocument13 pagesPerformance of High-Speed Hydrodynamic Sliding BeaGuilherme CuzzuolPas encore d'évaluation
- CFD Modeling of SolidsDocument11 pagesCFD Modeling of Solidssaa6383Pas encore d'évaluation
- ASME IMECE 2015 Paper FINALDocument14 pagesASME IMECE 2015 Paper FINALVigor ModemPas encore d'évaluation
- Scale-Up of Reactive Distillation Columns With Catalytic PackingsDocument22 pagesScale-Up of Reactive Distillation Columns With Catalytic PackingsChristian Martinez CervantesPas encore d'évaluation
- Integrity Evaluation of Micro-/Nanobubble Pump Impeller using Fluid-Structure Coupled SimulationDocument7 pagesIntegrity Evaluation of Micro-/Nanobubble Pump Impeller using Fluid-Structure Coupled SimulationWijaya KaryaPas encore d'évaluation
- 1.2.4 Static Mixer ReactorsDocument13 pages1.2.4 Static Mixer ReactorsJyoti RaniPas encore d'évaluation
- Airlift PaperDocument44 pagesAirlift PaperbkkbrazilPas encore d'évaluation
- Purpose of Agitation VesselDocument6 pagesPurpose of Agitation VesselMAHAD ZahidPas encore d'évaluation
- Mixing Performance Induced by Coaxial Flat Blade-Helical Ribbon Impellers Rotating at Different SpeedsDocument9 pagesMixing Performance Induced by Coaxial Flat Blade-Helical Ribbon Impellers Rotating at Different SpeedsNaveen KumarPas encore d'évaluation
- Resources: An Integrated Approach To The Biological Reactor-Sedimentation Tank SystemDocument19 pagesResources: An Integrated Approach To The Biological Reactor-Sedimentation Tank SystemAhmed AmediPas encore d'évaluation
- CFD Simulation of A Co-Rotating Twin-Screw Extruder: Validation of A Rheological Model For A Starch-Based Dough For Snack FoodDocument7 pagesCFD Simulation of A Co-Rotating Twin-Screw Extruder: Validation of A Rheological Model For A Starch-Based Dough For Snack FoodMuscalu GheorghePas encore d'évaluation
- Prediction of Mass Transfer Coefficients in A Puls PDFDocument11 pagesPrediction of Mass Transfer Coefficients in A Puls PDFعبدالمحسن علي EPas encore d'évaluation
- Multiphase Flow and Fluidization: Continuum and Kinetic Theory DescriptionsD'EverandMultiphase Flow and Fluidization: Continuum and Kinetic Theory DescriptionsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Wiring Diagram FH, NH: GroupDocument110 pagesWiring Diagram FH, NH: GroupNelsonPas encore d'évaluation
- Agitation & Mixing of FluidsDocument20 pagesAgitation & Mixing of Fluidsmarkbene69Pas encore d'évaluation
- 3290 OrigDocument5 pages3290 Origmshah222Pas encore d'évaluation
- 16 - Blending and AgitationDocument20 pages16 - Blending and AgitationRafael ReyesPas encore d'évaluation
- Script With AutoitDocument20 pagesScript With AutoitapooladiPas encore d'évaluation
- Agitated VesselsDocument12 pagesAgitated VesselsFren2008100% (11)
- 6 GREC Manual For Mixer Selection ImportantDocument5 pages6 GREC Manual For Mixer Selection ImportantLabroufiAbdelouahedPas encore d'évaluation
- 273Document75 pages273LabroufiAbdelouahedPas encore d'évaluation
- 27390644Document75 pages27390644LabroufiAbdelouahedPas encore d'évaluation
- Vertical EnsembleDocument1 pageVertical EnsembleLabroufiAbdelouahedPas encore d'évaluation
- Hierarchical Static Timing Analysis using ETMs (Extracted Timing ModelsDocument26 pagesHierarchical Static Timing Analysis using ETMs (Extracted Timing ModelsspaulsPas encore d'évaluation
- RTA Road Design GuideDocument609 pagesRTA Road Design GuideTaiCheong Lee89% (9)
- notesSDE PDFDocument124 pagesnotesSDE PDFxkzffqmzkxPas encore d'évaluation
- Recall The Innis Investments Problem Chapter 2 Problem 39 Letting S Units Purchased in The PDFDocument4 pagesRecall The Innis Investments Problem Chapter 2 Problem 39 Letting S Units Purchased in The PDFCharlotte0% (1)
- Oup TransitionDocument4 pagesOup TransitionBjorn AbuboPas encore d'évaluation
- Implementation of Aes Algorithm Using Verilog: Gireesh Kumar P, P. Mahesh KumarDocument4 pagesImplementation of Aes Algorithm Using Verilog: Gireesh Kumar P, P. Mahesh KumarVasanth VasuPas encore d'évaluation
- Assignment 1 - 1618 - PresentationDocument15 pagesAssignment 1 - 1618 - Presentationzamui sukiPas encore d'évaluation
- Chapter 8 - Cmos ComparatorsDocument39 pagesChapter 8 - Cmos Comparatorsfabio-delima8012100% (1)
- Structural Analysis Lab ManualDocument30 pagesStructural Analysis Lab ManualdoktorterPas encore d'évaluation
- Personal Introduction to Standard CostingDocument18 pagesPersonal Introduction to Standard CostingSkiller XPas encore d'évaluation
- Chapter 2Document39 pagesChapter 2aisyahazaliPas encore d'évaluation
- System Design and Analysis of Main Landing Gear StrutDocument7 pagesSystem Design and Analysis of Main Landing Gear StrutjeffinPas encore d'évaluation
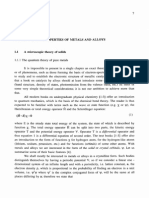
- Chapter 1 Structure and Properties of Metals and Alloys 1995 Studies in Surface Science and CatalysisDocument66 pagesChapter 1 Structure and Properties of Metals and Alloys 1995 Studies in Surface Science and CatalysisHenrique SouzaPas encore d'évaluation
- MAGMA SimulationFatiqueDocument37 pagesMAGMA SimulationFatiquevmgobinathPas encore d'évaluation
- Survey or Review On Soft Set Theory and DevelopmentDocument8 pagesSurvey or Review On Soft Set Theory and DevelopmentthesijPas encore d'évaluation
- The Undiscovered Self - Carl Gustav JungDocument25 pagesThe Undiscovered Self - Carl Gustav JungYusuf IrawanPas encore d'évaluation
- A Student Will Lead A PrayerDocument11 pagesA Student Will Lead A PrayerEsther Joy Perez100% (3)
- Amrita Btech Automation Robotics Curriculum Syllabus 2022Document133 pagesAmrita Btech Automation Robotics Curriculum Syllabus 2022adithyaPas encore d'évaluation
- Urban Renewal For Traditional Commercial Streets at - 2019 - Alexandria EngineeDocument17 pagesUrban Renewal For Traditional Commercial Streets at - 2019 - Alexandria EngineeAndika AhsanaPas encore d'évaluation
- Lai 474 LessonplanDocument9 pagesLai 474 Lessonplanapi-272790316Pas encore d'évaluation
- Modeling of Heat Transfer in Two-Phase Flow Using The Level-Set MethodDocument125 pagesModeling of Heat Transfer in Two-Phase Flow Using The Level-Set Methodnaru_saPas encore d'évaluation
- Tension Structures: A. Buchholdt BSC PHDDocument10 pagesTension Structures: A. Buchholdt BSC PHDRoach Gabriele SandersonPas encore d'évaluation
- M-TECH COMMUNICATION SIGNAL PROCESSING LAB COMPONENT MANUALDocument13 pagesM-TECH COMMUNICATION SIGNAL PROCESSING LAB COMPONENT MANUALSai raghavendraPas encore d'évaluation
- CAPA, Root Cause Analysis, and Risk ManagementDocument53 pagesCAPA, Root Cause Analysis, and Risk ManagementAbhijitPas encore d'évaluation
- Rule #1 Explained: 2.7.1 Variations of Form (Rule #1: Envelope Principle)Document6 pagesRule #1 Explained: 2.7.1 Variations of Form (Rule #1: Envelope Principle)Anonymous 7ZTcBnPas encore d'évaluation
- Bearing Capacity of Shallow Foundation PDFDocument20 pagesBearing Capacity of Shallow Foundation PDFAbera MulugetaPas encore d'évaluation
- Generator Answers 3Document6 pagesGenerator Answers 3Ahmad SwandiPas encore d'évaluation
- Study Plan Chemical Engineering UiTM Shah AlamDocument2 pagesStudy Plan Chemical Engineering UiTM Shah AlamKhairaniNorPas encore d'évaluation
- MIT2 29S15 Lecture10Document26 pagesMIT2 29S15 Lecture10Ihab OmarPas encore d'évaluation
- Chapter 3 - Supervised Learning - Neural Network FinalDocument103 pagesChapter 3 - Supervised Learning - Neural Network Finalapoorva aapoorvaPas encore d'évaluation