Vous aimerez peut-être aussi
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMED'EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEPas encore d'évaluation
- LV de Prontuário de NR13 Vasos de PressãoDocument8 pagesLV de Prontuário de NR13 Vasos de PressãocamilaPas encore d'évaluation
- E-Book (Caldeira)Document23 pagesE-Book (Caldeira)Odagil Banzato100% (3)
- Manual Porta PalletDocument41 pagesManual Porta PalletMAXMILLE SOUZAPas encore d'évaluation
- Projeto de Manutenção IndustrialDocument137 pagesProjeto de Manutenção IndustrialPós-Graduações UNIASSELVIPas encore d'évaluation
- Exercicio TopografiaDocument81 pagesExercicio TopografiaKelly Ane Santos50% (2)
- Manual Caldeira - EngboilerDocument37 pagesManual Caldeira - EngboilerDannillo Parreira100% (1)
- Fundamento de Planeamento Da MinaDocument100 pagesFundamento de Planeamento Da MinaUkaka WamatendePas encore d'évaluation
- Laudo Teste de Estanqueidade em Posto de GasolinaDocument37 pagesLaudo Teste de Estanqueidade em Posto de GasolinaEvandro BonaPas encore d'évaluation
- Manual CaldeiraDocument20 pagesManual CaldeiraFelipe PatronPas encore d'évaluation
- Memorial de Cálculo Do Separador AròleoDocument2 pagesMemorial de Cálculo Do Separador AròleoMendonça GS Ar Condicionado0% (1)
- Enquadramento de Vasos de PressãoDocument2 pagesEnquadramento de Vasos de PressãoKleber Vieira100% (1)
- Inspeção em Vasos de Pressão Reativação de Uma CaldeiraDocument31 pagesInspeção em Vasos de Pressão Reativação de Uma CaldeiraGregory MendesPas encore d'évaluation
- Apostila CaldeiraDocument35 pagesApostila CaldeiraManoel LuizPas encore d'évaluation
- Modelo Prontuario de Vaso de Pressao CompressDocument4 pagesModelo Prontuario de Vaso de Pressao CompressDJAMAR MOUKARZEL SALVADORPas encore d'évaluation
- Memória de Cálculo Acumulador Uhne-Ch-Ug2-2Document3 pagesMemória de Cálculo Acumulador Uhne-Ch-Ug2-2alexsandro_dias_1100% (2)
- Cálculo de Tanques de Vasos de PressãoDocument25 pagesCálculo de Tanques de Vasos de Pressãoluciano ioresPas encore d'évaluation
- Apostila Vida ResidualDocument15 pagesApostila Vida Residualadr123deoliveira4100% (1)
- Treinamento NR-13Document102 pagesTreinamento NR-13César BastosPas encore d'évaluation
- 03 - APR ConcretagemDocument10 pages03 - APR ConcretagemAntonio de Padua86% (7)
- Prontuário Reservatório de ArDocument18 pagesProntuário Reservatório de ArMatheusPas encore d'évaluation
- Livro de Registro de Servicos de Seguranca Da Caldeira BRS Modelo FH UNISOLDAS Coopag Povoado de Gilo Varzea Nova 9 e 10 Jan 2019Document4 pagesLivro de Registro de Servicos de Seguranca Da Caldeira BRS Modelo FH UNISOLDAS Coopag Povoado de Gilo Varzea Nova 9 e 10 Jan 2019VITOR DIAS DO VALEPas encore d'évaluation
- Metalografia de Campo NR 13 Edição 2020Document10 pagesMetalografia de Campo NR 13 Edição 2020alexsandro_dias_1Pas encore d'évaluation
- RT-18297-017 - DesaeradorDocument2 pagesRT-18297-017 - DesaeradorIvan NobregaPas encore d'évaluation
- 2021 - EQUIPAMENTOS - Separador de Oleo - SOA-18 - RP - 0470.21Document6 pages2021 - EQUIPAMENTOS - Separador de Oleo - SOA-18 - RP - 0470.21Paulo César Vieira de SouzaPas encore d'évaluation
- Prontuario Gerador de Vapor m3p-34m 10802Document20 pagesProntuario Gerador de Vapor m3p-34m 10802Hudson Leonardo MacacheroPas encore d'évaluation
- Roteiro Básico para Inspeção em Tanques - IEqDocument9 pagesRoteiro Básico para Inspeção em Tanques - IEqalexsandro_dias_1Pas encore d'évaluation
- Manual 1Document11 pagesManual 1João Batista Marco da SilvaPas encore d'évaluation
- Cálculo para Tampos TorisféricosDocument21 pagesCálculo para Tampos Torisféricosalexsandro_dias_1Pas encore d'évaluation
- PAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST JulianaDocument10 pagesPAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST Julianaalexsandro_dias_1Pas encore d'évaluation
- 01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705Document15 pages01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705alexsandro_dias_1Pas encore d'évaluation
- 01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705Document15 pages01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705alexsandro_dias_1Pas encore d'évaluation
- Cerebro MixDocument10 pagesCerebro MixWeniton OliveiraPas encore d'évaluation
- Espessura M Nima Tampo Torisf Rico 1650582834Document10 pagesEspessura M Nima Tampo Torisf Rico 1650582834Andre OliveiraPas encore d'évaluation
- Metodologia para Inspeções NR 13 Edição 2020Document10 pagesMetodologia para Inspeções NR 13 Edição 2020alexsandro_dias_1Pas encore d'évaluation
- Cálculo Vaso Pressão Corpo Cilindro e Tampo ElíticoDocument4 pagesCálculo Vaso Pressão Corpo Cilindro e Tampo ElíticoLeonardo Furtado TorresPas encore d'évaluation
- Calssificação de Tubulações Api 570Document1 pageCalssificação de Tubulações Api 570alexsandro_dias_1Pas encore d'évaluation
- Modelo Orçamento Inspeção NR 13Document1 pageModelo Orçamento Inspeção NR 13Fabricio Melo100% (1)
- Certificado de Teste Hidrostático FT 445048101BDocument2 pagesCertificado de Teste Hidrostático FT 445048101BcarlosmilfontPas encore d'évaluation
- MC - Padrão ASME B31.8 Rev.0Document3 pagesMC - Padrão ASME B31.8 Rev.0Pedro Castro Villa LobosPas encore d'évaluation
- Relatório de Inspeção de Segurança - NR-13 - SJ534Document38 pagesRelatório de Inspeção de Segurança - NR-13 - SJ534Icaro GuerraPas encore d'évaluation
- Qdoc - Tips Laudo de Compressores Nr13Document7 pagesQdoc - Tips Laudo de Compressores Nr13Evandro LopesPas encore d'évaluation
- Projeto Vaso de PressãoDocument48 pagesProjeto Vaso de PressãoNino SilvaPas encore d'évaluation
- Procedimento para Teste de EstanqueidadeDocument4 pagesProcedimento para Teste de EstanqueidadeFilipe DondoniPas encore d'évaluation
- Apostila CaldeiraDocument34 pagesApostila CaldeiraLuciano DasilvaPas encore d'évaluation
- Principais Conceitos de ErgonomiaDocument22 pagesPrincipais Conceitos de Ergonomiaromulo100% (1)
- 3-RRS - 001-20 NimbaheraDocument2 pages3-RRS - 001-20 Nimbaheraalexsandro_dias_1Pas encore d'évaluation
- Memorial de Cálculo DiversosDocument13 pagesMemorial de Cálculo DiversosRicardo Pereira100% (1)
- 2020 Vasos Rac-01 Riv 0293.20Document6 pages2020 Vasos Rac-01 Riv 0293.20Paulo César Vieira de Souza100% (1)
- Catalogo Tanques 2018 Schulz C&EDocument7 pagesCatalogo Tanques 2018 Schulz C&EEber.CV100% (1)
- Relatorio 020-22 - VP-03 - Inspeção ExternaDocument15 pagesRelatorio 020-22 - VP-03 - Inspeção ExternaWesley Assunção50% (2)
- Prontuario Caldeira m3p2gDocument21 pagesProntuario Caldeira m3p2gHudson Leonardo Macachero100% (1)
- CETESB S700 - III - Roteiro para Inspeção de Tanques Aéreos de Armazenamento de Combustíveis e Suas TubulaçõesDocument4 pagesCETESB S700 - III - Roteiro para Inspeção de Tanques Aéreos de Armazenamento de Combustíveis e Suas Tubulaçõesgmjnd100% (1)
- Laudo de Estanqueidade 2022 - Auto Posto Santa Maria LtdaDocument8 pagesLaudo de Estanqueidade 2022 - Auto Posto Santa Maria LtdaPauloPas encore d'évaluation
- Fonte Stand by Lava e Seca WD114553Document12 pagesFonte Stand by Lava e Seca WD114553MindSet Marcos100% (1)
- PAR BUNGE Guariroba Pré Evap. 1 TAG 625311 .414.19-2020 Rev.0Document9 pagesPAR BUNGE Guariroba Pré Evap. 1 TAG 625311 .414.19-2020 Rev.0alexsandro_dias_1Pas encore d'évaluation
- Prontuario de Vaso de Pressao Fabricio Damasceno de Araujo PDFDocument5 pagesProntuario de Vaso de Pressao Fabricio Damasceno de Araujo PDFGuilherme B. Batista100% (1)
- Inspeção em Tanques de ArmazenamentoDocument10 pagesInspeção em Tanques de Armazenamentofilipeschuck0% (1)
- Prontuário Gerador de Vapor m3p-34m 10803Document34 pagesProntuário Gerador de Vapor m3p-34m 10803Hudson Leonardo MacacheroPas encore d'évaluation
- NBR 15708-6 de 04.2014 - Indústrias Do Petróleo e Gás Natural - Perfis Pultrudados - Parte 6 - Escada Tipo Marinheiro PDFDocument1 pageNBR 15708-6 de 04.2014 - Indústrias Do Petróleo e Gás Natural - Perfis Pultrudados - Parte 6 - Escada Tipo Marinheiro PDFWellington Alves De OliveiraPas encore d'évaluation
- Tabela MateriaisDocument2 pagesTabela Materiaispcadearaujo7323100% (1)
- Inspeção de CaldeiraDocument71 pagesInspeção de CaldeiraAlexandre MacarioPas encore d'évaluation
- Escopo Do Serviço Tanque AmoniaDocument2 pagesEscopo Do Serviço Tanque AmoniaTreinar CapacitarPas encore d'évaluation
- Modelo+de+Laudo+ +Caldeira+Flamotubular+2Document16 pagesModelo+de+Laudo+ +Caldeira+Flamotubular+2GustavoPas encore d'évaluation
- Avaliação de IntegridadeDocument15 pagesAvaliação de Integridadealexsandro_dias_1Pas encore d'évaluation
- Operação de Caldeiras - Segurança Do TrabalhoDocument127 pagesOperação de Caldeiras - Segurança Do TrabalhoJose BastosPas encore d'évaluation
- Declaração PAR em 01-04-2023Document1 pageDeclaração PAR em 01-04-2023alexsandro_dias_1Pas encore d'évaluation
- 340 - Laudo Técnico - Relatório de Vaso de Pressão - SchulzDocument6 pages340 - Laudo Técnico - Relatório de Vaso de Pressão - SchulzRosemir AlvesPas encore d'évaluation
- Livro de Maquinas e EquipamentosDocument2 pagesLivro de Maquinas e EquipamentosDhene CastroPas encore d'évaluation
- Projeto Pedagogico - Engenharia Civil - UFPA TucuruiDocument150 pagesProjeto Pedagogico - Engenharia Civil - UFPA TucuruiHomer SerejoPas encore d'évaluation
- Pmta Planilha Teste Hidrostatico Vaso Pressao ModeloDocument1 pagePmta Planilha Teste Hidrostatico Vaso Pressao ModeloHeverton Marchetto100% (1)
- Relatorio VasopressaoDocument8 pagesRelatorio Vasopressaopipoca20Pas encore d'évaluation
- Informações para Laudo de InspeçãoDocument7 pagesInformações para Laudo de InspeçãojdfaveriPas encore d'évaluation
- Pe-2at-00032 - Teste de PressãoDocument48 pagesPe-2at-00032 - Teste de PressãoKilldery PereiraPas encore d'évaluation
- Formação Da Equipe de Inspeções NR 13 Edição 2020Document5 pagesFormação Da Equipe de Inspeções NR 13 Edição 2020alexsandro_dias_1Pas encore d'évaluation
- Documentação de Soldagem em ObrasDocument3 pagesDocumentação de Soldagem em Obrasalexsandro_dias_1Pas encore d'évaluation
- It 25 19Document108 pagesIt 25 19Adilson Leite ProençaPas encore d'évaluation
- Aço Ferrítico 410D TaliscasDocument2 pagesAço Ferrítico 410D Taliscasalexsandro_dias_1Pas encore d'évaluation
- Aço Ferrítico 410D TaliscasDocument2 pagesAço Ferrítico 410D Taliscasalexsandro_dias_1Pas encore d'évaluation
- Consulta Rápida - AMFDocument3 pagesConsulta Rápida - AMFalexsandro_dias_1Pas encore d'évaluation
- Modelo de Relatório END-LP AMF 23-01-23Document3 pagesModelo de Relatório END-LP AMF 23-01-23alexsandro_dias_1Pas encore d'évaluation
- Ieis Saw+fcaw+mag NimbaheraDocument1 pageIeis Saw+fcaw+mag Nimbaheraalexsandro_dias_1Pas encore d'évaluation
- Lista de Entregas em BPB OUR ES 22Document1 pageLista de Entregas em BPB OUR ES 22alexsandro_dias_1Pas encore d'évaluation
- Crachá PtaDocument1 pageCrachá Ptaalexsandro_dias_1Pas encore d'évaluation
- Cert. SENAI Eletricista Inst. Industrial - VersoDocument1 pageCert. SENAI Eletricista Inst. Industrial - Versoalexsandro_dias_1Pas encore d'évaluation
- Análise Quantitativa e PercentualDocument6 pagesAnálise Quantitativa e Percentualalexsandro_dias_1Pas encore d'évaluation
- Gestão de Documentação Até 28-01Document1 pageGestão de Documentação Até 28-01alexsandro_dias_1Pas encore d'évaluation
- 6-Cert. A 36 25mm USIMINAS N° Cert. 4322627Document1 page6-Cert. A 36 25mm USIMINAS N° Cert. 4322627alexsandro_dias_1Pas encore d'évaluation
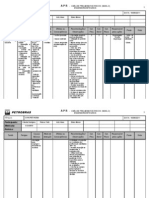
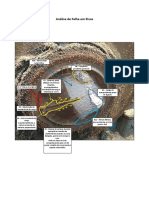
- Análise de Falha em EIxosDocument1 pageAnálise de Falha em EIxosalexsandro_dias_1Pas encore d'évaluation
- Certificado Assistente de Controle de QualidadeDocument2 pagesCertificado Assistente de Controle de Qualidadealexsandro_dias_1Pas encore d'évaluation
- 5W + 2H Aqui em Resposta A EmailDocument2 pages5W + 2H Aqui em Resposta A Emailalexsandro_dias_1Pas encore d'évaluation
- Recuperação de Trincas em Eixos - BIOSEVDocument1 pageRecuperação de Trincas em Eixos - BIOSEValexsandro_dias_1Pas encore d'évaluation
- Formação Da Equipe de Inspeções NR 13 Edição 2020Document5 pagesFormação Da Equipe de Inspeções NR 13 Edição 2020alexsandro_dias_1Pas encore d'évaluation
- Usi Sar 80Document1 pageUsi Sar 80alexsandro_dias_1Pas encore d'évaluation
- Cert. SENAI Eletricista Inst. Industrial - FrenteDocument1 pageCert. SENAI Eletricista Inst. Industrial - Frentealexsandro_dias_1Pas encore d'évaluation
- BAB-GU-00-17-BNG-CT0-0002 BatoquesDocument14 pagesBAB-GU-00-17-BNG-CT0-0002 Batoquesalexsandro_dias_1Pas encore d'évaluation
- Memorial Descritivo Terraplanagem Residencial Porto BeloDocument16 pagesMemorial Descritivo Terraplanagem Residencial Porto BeloelvisPas encore d'évaluation
- O Preparo Da Mobilização - Sergio Nahal de SouzaDocument22 pagesO Preparo Da Mobilização - Sergio Nahal de SouzaSergio KrugPas encore d'évaluation
- Memorial Descritivo Pco n1.1Document3 pagesMemorial Descritivo Pco n1.1Marcia ClarismarPas encore d'évaluation
- Ii Artigo de OpiniãoDocument2 pagesIi Artigo de OpiniãoLaudinéia Veras Almeida LobatoPas encore d'évaluation
- Niagara GeralDocument4 pagesNiagara GeralAC COMPRESSORESPas encore d'évaluation
- TeseDocument153 pagesTesearturhb2Pas encore d'évaluation
- Atividade Contextualizada - Topicos Integradores - Jucival Sá - Mat.01414405Document2 pagesAtividade Contextualizada - Topicos Integradores - Jucival Sá - Mat.01414405Andryon PechPas encore d'évaluation
- CalendrioAcadmico2021.2 SUPERIORDocument3 pagesCalendrioAcadmico2021.2 SUPERIORRafael BarrosPas encore d'évaluation
- Maquinas EspeciaisDocument27 pagesMaquinas EspeciaisLurriane PereiraPas encore d'évaluation
- Oscar-USP-Aula5-força Sup Plana Submersa PDFDocument5 pagesOscar-USP-Aula5-força Sup Plana Submersa PDFTiagoPas encore d'évaluation
- InspeçõesDocument3 pagesInspeçõesEmersonPas encore d'évaluation
- Exemplo Cursos ExtracurricularDocument9 pagesExemplo Cursos ExtracurricularDouglas BrazPas encore d'évaluation
- Máquinas Elétricas - E8Document2 pagesMáquinas Elétricas - E8paulacristina.conteudistaPas encore d'évaluation
- TES-144 en PTDocument4 pagesTES-144 en PTmarcos coelhoPas encore d'évaluation
- Planificação PCA 1718Document7 pagesPlanificação PCA 1718Maria SousaPas encore d'évaluation
- A Inspeção de Instalações Elétricas Prediais - Centro de Medição, Shafts e Quadros ElétricosDocument47 pagesA Inspeção de Instalações Elétricas Prediais - Centro de Medição, Shafts e Quadros Elétricos97j41z37Pas encore d'évaluation
- TOPO - Apostila Inf EspaciaisDocument237 pagesTOPO - Apostila Inf EspaciaisGuido FilhoPas encore d'évaluation
- Roteiro - Apresentação - Projetos - 2017Document3 pagesRoteiro - Apresentação - Projetos - 2017Meu HomemPas encore d'évaluation
- Projeto de Curso - ELETRICISTA Instalador PredialDocument22 pagesProjeto de Curso - ELETRICISTA Instalador PredialArquimedes Mariano PereiraPas encore d'évaluation
- Atuação Contra Aei Nos Jogos Olímpicos Rio 2016Document47 pagesAtuação Contra Aei Nos Jogos Olímpicos Rio 2016Pedro RibeiroPas encore d'évaluation
- 54564454233estruturas de Betão I - Tabelas de Calculo575454545Document189 pages54564454233estruturas de Betão I - Tabelas de Calculo575454545Ruben RamosPas encore d'évaluation