Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Anjali Khendalwal Versus IREO Grace Realtech Pvt. Ltd.Document19 pagesAnjali Khendalwal Versus IREO Grace Realtech Pvt. Ltd.SUKHBIR YADAV ADVPas encore d'évaluation
- Salary Slip OctDocument1 pageSalary Slip OctRahul RajawatPas encore d'évaluation
- Philippines Customs Statement of SettlementDocument1 pagePhilippines Customs Statement of SettlementElan Mae Bastasa SarsonaPas encore d'évaluation
- Confirming Automatic ReceiptsDocument2 pagesConfirming Automatic ReceiptsRyanRamroopPas encore d'évaluation
- Customs Law OverviewDocument43 pagesCustoms Law OverviewAbhishek AgarwalPas encore d'évaluation
- Ar Table JoinsDocument3 pagesAr Table Joinsv3at307Pas encore d'évaluation
- Savings Account Statement: Capitec B AnkDocument5 pagesSavings Account Statement: Capitec B AnkFikile EemPas encore d'évaluation
- Shipper's Letter of InstructionsDocument4 pagesShipper's Letter of Instructionsmanvendra singhPas encore d'évaluation
- Account statement details from May to Nov 2019Document15 pagesAccount statement details from May to Nov 2019Santosh SpartanPas encore d'évaluation
- Austrade FTA Presentation Incoterms 2020: 24 June 2020Document11 pagesAustrade FTA Presentation Incoterms 2020: 24 June 2020nana100% (1)
- TAC0002 Bank Statements SelfEmployed ReportDocument78 pagesTAC0002 Bank Statements SelfEmployed ReportViren GalaPas encore d'évaluation
- Dispute Form: Transaction Date Statement Date Transaction Description Amount (RM)Document1 pageDispute Form: Transaction Date Statement Date Transaction Description Amount (RM)Asrul AwgPas encore d'évaluation
- Online SBI fee payment stepsDocument7 pagesOnline SBI fee payment stepsPrasanna HasyagarPas encore d'évaluation
- FCM01934989518 BNZDocument2 pagesFCM01934989518 BNZMitesh PrajapatiPas encore d'évaluation
- Apple Inc Supply Chain Case StudyDocument28 pagesApple Inc Supply Chain Case StudyDhruv MishraPas encore d'évaluation
- BT - Sq1 VatDocument4 pagesBT - Sq1 VatTherese Janine HetutuaPas encore d'évaluation
- Documents ServerDocument2 pagesDocuments Serverﻋﻠﻰﭙﯡﺭﻜﺎ ﺍﯾﻠﻰPas encore d'évaluation
- Cochin BPCLDocument5 pagesCochin BPCLAnonymous dlO5dAo9Pas encore d'évaluation
- Swiss Public Transportation & Travel SystemDocument42 pagesSwiss Public Transportation & Travel SystemM-S.659Pas encore d'évaluation
- Statement 20231115Document2 pagesStatement 20231115dbourke735Pas encore d'évaluation
- Air Cargo Freight ForwardersDocument7 pagesAir Cargo Freight ForwarderswilliamlyePas encore d'évaluation
- PDFDocument7 pagesPDFsyedarshad ahmedPas encore d'évaluation
- DawamuDocument1 pageDawamuPatrick OmoyaPas encore d'évaluation
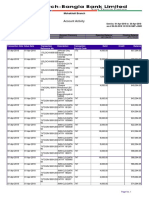
- Account Activity: Mohakhali BranchDocument50 pagesAccount Activity: Mohakhali BranchSohel RanaPas encore d'évaluation
- An Exploratory Study on the Impact of Uber and GrabCar on the Taxi Industry in Metro ManilaDocument15 pagesAn Exploratory Study on the Impact of Uber and GrabCar on the Taxi Industry in Metro ManilaJoeseph23Pas encore d'évaluation
- Invoice 18JPJAJ2 20180228Document2 pagesInvoice 18JPJAJ2 20180228Pedro CabreraPas encore d'évaluation
- Argentina Tax Interview QuestionaireDocument10 pagesArgentina Tax Interview QuestionaireSudhakar PatnamPas encore d'évaluation
- Indian Income Tax Return Acknowledgement for AY 2022-23Document3 pagesIndian Income Tax Return Acknowledgement for AY 2022-23Karmvir Singh 7057Pas encore d'évaluation
- CPS Fines For School Bus CompaniesDocument29 pagesCPS Fines For School Bus CompaniesTodd FeurerPas encore d'évaluation
- Mode Preferences of Students From Northern Towns of CatanduanesDocument26 pagesMode Preferences of Students From Northern Towns of CatanduanesFloralde RyanPas encore d'évaluation