Vous aimerez peut-être aussi
- Fundamentos de La Tecnica de AutomatizacionDocument106 pagesFundamentos de La Tecnica de AutomatizacionFREDY ROBINSON GIL ZEA0% (1)
- Concentrado de Tabla de ConversionesDocument5 pagesConcentrado de Tabla de ConversionesGustavo ValenciaPas encore d'évaluation
- Tablas de Conversion de UnidadesDocument1 pageTablas de Conversion de UnidadesAbel ZaragozaPas encore d'évaluation
- Anexo VIII PDFDocument1 pageAnexo VIII PDFAbel ZaragozaPas encore d'évaluation
- Concentrado de Tabla de ConversionesDocument5 pagesConcentrado de Tabla de ConversionesGustavo ValenciaPas encore d'évaluation
- Cortador Vertical de 5/16" - para Desbaste Paso Fino - Longitud Regular - Punta Cuadrada - 4 Gavilanes - Helice 30Document3 pagesCortador Vertical de 5/16" - para Desbaste Paso Fino - Longitud Regular - Punta Cuadrada - 4 Gavilanes - Helice 30Abel ZaragozaPas encore d'évaluation
- Calidad Personal Prado LuisDocument9 pagesCalidad Personal Prado LuisAbel ZaragozaPas encore d'évaluation
- Cuestionario Uno Edi12Document1 pageCuestionario Uno Edi12Abel ZaragozaPas encore d'évaluation
- Ejercicios Resueltos de Ecuaciones Diferenciales Aplicados A BiologíaDocument17 pagesEjercicios Resueltos de Ecuaciones Diferenciales Aplicados A BiologíaZheni TzanPas encore d'évaluation
- Solicitud Perros..Document3 pagesSolicitud Perros..Abel ZaragozaPas encore d'évaluation
- Detalle Cruce de Canal Pe-21-147Document1 pageDetalle Cruce de Canal Pe-21-147Robert Mirko Reyes SaavedraPas encore d'évaluation
- CNC 1Document11 pagesCNC 1Gaby Rodríguez100% (1)
- COLORES DE VASO DE PISCINA RECOMENDADOS POR ASTRALPOOLDocument2 pagesCOLORES DE VASO DE PISCINA RECOMENDADOS POR ASTRALPOOLJaider Matinez LavallePas encore d'évaluation
- Volumen 02 Modulo Fresadora PDFDocument182 pagesVolumen 02 Modulo Fresadora PDFjhonnyPas encore d'évaluation
- Memoria de Cálculo 04 Equipo 4 PDFDocument12 pagesMemoria de Cálculo 04 Equipo 4 PDFEber BarreraPas encore d'évaluation
- Catálogo SerenisDocument2 pagesCatálogo Serenisfrio33Pas encore d'évaluation
- Instr Basicos MedDocument28 pagesInstr Basicos MedGonzales EdensPas encore d'évaluation
- Reportes de Mantenimeinto Julio - Agosto 2022Document66 pagesReportes de Mantenimeinto Julio - Agosto 2022alma moralesPas encore d'évaluation
- Encuestas y TabulaciónDocument52 pagesEncuestas y TabulaciónLuciaPas encore d'évaluation
- 2017-RC08C-User Manual-ES PDFDocument8 pages2017-RC08C-User Manual-ES PDFMario CastroPas encore d'évaluation
- Ciclos Automáticos de FresadoDocument11 pagesCiclos Automáticos de FresadoRamón MarentesPas encore d'évaluation
- Avance Del Fusil g3Document17 pagesAvance Del Fusil g3ANDERSON ISAAC VALLEJOS QUIROZPas encore d'évaluation
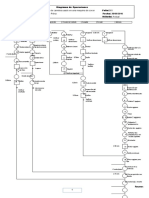
- 45199501-Diagrama-de-Proceso-de-La-Operacion OriginalDocument3 pages45199501-Diagrama-de-Proceso-de-La-Operacion OriginalAdrian GarciaPas encore d'évaluation
- 13herrajesparmar2012 CYMISA PDFDocument16 pages13herrajesparmar2012 CYMISA PDFSalvadorDelMontePas encore d'évaluation
- Fundamentos del maquinadoDocument8 pagesFundamentos del maquinadoOmar Acuña VillaPas encore d'évaluation
- Evolucion Historica de Las HerramientasDocument4 pagesEvolucion Historica de Las HerramientasjosePas encore d'évaluation
- 04.00 Metrado Camara de Reunion de Caudales - OkDocument4 pages04.00 Metrado Camara de Reunion de Caudales - OkCLAVERTH RAMOSPas encore d'évaluation
- Ing Métodos 1 Semana 3 Unidad 2Document32 pagesIng Métodos 1 Semana 3 Unidad 2Santiago IvanPas encore d'évaluation
- Existencias de Armas SEDENA OCTUBRE 2021Document5 pagesExistencias de Armas SEDENA OCTUBRE 2021Laura Islas100% (5)
- Línea Española: Fabricamos Soluciones Al Mejor PrecioDocument24 pagesLínea Española: Fabricamos Soluciones Al Mejor PrecioMartín TorresPas encore d'évaluation
- 4 - MQG-15-03 - Desarrollo de PiezómetroDocument2 pages4 - MQG-15-03 - Desarrollo de Piezómetroronle01Pas encore d'évaluation
- Balistica ForenseDocument65 pagesBalistica ForenseRoxel VenegasPas encore d'évaluation
- G74 - RANURADO PROFUNDO EN CARA FINAL (Taladrado/Ranurado) : G74 R - G74 X - Z - P - Q - R - FDocument2 pagesG74 - RANURADO PROFUNDO EN CARA FINAL (Taladrado/Ranurado) : G74 R - G74 X - Z - P - Q - R - FClaudio Cordero RamírezPas encore d'évaluation
- Cuaderno de InformesDocument12 pagesCuaderno de InformesAlexzander TomairoPas encore d'évaluation
- Maritime Picture DictionaryDocument56 pagesMaritime Picture DictionaryKayser_MPas encore d'évaluation
- Dibujo Tecnico Instrumentos GeomètricosDocument18 pagesDibujo Tecnico Instrumentos GeomètricosISABEL M.APas encore d'évaluation
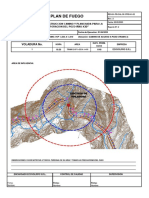
- Plan de Voladura y Plan de Fuego Ecovolpro S.R.L. #2Document3 pagesPlan de Voladura y Plan de Fuego Ecovolpro S.R.L. #2Oscar Mehru Kisen AraozPas encore d'évaluation
- SEG PERS TORN MECADocument13 pagesSEG PERS TORN MECAKevin ArielPas encore d'évaluation
- Engranajes y Ejes PDFDocument6 pagesEngranajes y Ejes PDFRum Zin ApellidosPas encore d'évaluation
- Catalogo SUMICAR Completo PDFDocument144 pagesCatalogo SUMICAR Completo PDFAirGas E.S.P.Pas encore d'évaluation