Vous aimerez peut-être aussi
- Training Report 2Document56 pagesTraining Report 2rishav100% (1)
- BSL Internship Report Processing DivisionDocument83 pagesBSL Internship Report Processing DivisionSavant SinghPas encore d'évaluation
- MSME-DI Kanpur Gents Casual Shirts Project ProfileDocument10 pagesMSME-DI Kanpur Gents Casual Shirts Project ProfileMALLIKARJUNPas encore d'évaluation
- Assignment On RMGDocument19 pagesAssignment On RMGpappu396100% (1)
- Apparel Internship Report NewDocument71 pagesApparel Internship Report NewKrishnaGopal67% (3)
- Report On Industrial TrainingDocument104 pagesReport On Industrial Trainingapi-2759629978% (18)
- AsinDocument62 pagesAsinVinitSinhaPas encore d'évaluation
- Report on Industrial Training at Mouli Spinner LimitedDocument36 pagesReport on Industrial Training at Mouli Spinner LimitedR.SundaraM RPas encore d'évaluation
- Training Report of Gcti Tarinees MS WORDDocument55 pagesTraining Report of Gcti Tarinees MS WORDAakash NagpalPas encore d'évaluation
- Main Textile Jury ReportDocument61 pagesMain Textile Jury ReportPadmasri JeyakumarPas encore d'évaluation
- Gent Shirt and Trouser UnitsDocument10 pagesGent Shirt and Trouser Unitsmurali muraliPas encore d'évaluation
- Apparel IndustryDocument53 pagesApparel Industryrajhossie9335100% (1)
- Internship Report of Subrata RoyDocument61 pagesInternship Report of Subrata RoyMahbubur RahmanPas encore d'évaluation
- MM Assignment - IiDocument12 pagesMM Assignment - Iireeya chhetriPas encore d'évaluation
- Montex Fabrics Ltd.Document50 pagesMontex Fabrics Ltd.Monir AhmmedPas encore d'évaluation
- Plant Layout - IDocument16 pagesPlant Layout - ITanya rajPas encore d'évaluation
- VaibuDocument25 pagesVaibuVaibhav RampurePas encore d'évaluation
- Industry Internship Report-11Document54 pagesIndustry Internship Report-11Satadeep DattaPas encore d'évaluation
- Apparel Internship (Aquarelle)Document38 pagesApparel Internship (Aquarelle)farid thashfin100% (1)
- Knitting DepertmentDocument24 pagesKnitting DepertmentLabiz Saroni ZidaPas encore d'évaluation
- TrueDocument57 pagesTrueEbisa DuressaPas encore d'évaluation
- Department StudyDocument131 pagesDepartment StudyAnkita Ranjan100% (2)
- Company Profile - PT. Kosmetika Global Indonesia - 2023Document31 pagesCompany Profile - PT. Kosmetika Global Indonesia - 2023Arya Tri AnggaraPas encore d'évaluation
- Nitesh Yadav PDFDocument67 pagesNitesh Yadav PDFPulkit KaushikPas encore d'évaluation
- Gentsshirtsandtrousers PDFDocument12 pagesGentsshirtsandtrousers PDFwwwaqarPas encore d'évaluation
- CH 25Document5 pagesCH 25mhraj80Pas encore d'évaluation
- A Report On Industrial Training at PDFDocument28 pagesA Report On Industrial Training at PDFgauravkumar bhandariPas encore d'évaluation
- Rationalizing Sampling Efficiency of An Export House Through Effective Inventory ManagementDocument57 pagesRationalizing Sampling Efficiency of An Export House Through Effective Inventory ManagementanishaPas encore d'évaluation
- Leather Coats & Jackets PDFDocument10 pagesLeather Coats & Jackets PDFvipul kumar0% (2)
- Textile Traning ReportDocument62 pagesTextile Traning ReportSanjeev Singh0% (1)
- Apparel Quality Management: Assignment On: Quality Control/Management System in RMG SectorDocument10 pagesApparel Quality Management: Assignment On: Quality Control/Management System in RMG SectorAbid hasanPas encore d'évaluation
- Industrial Engineering: End Term Jury DocumentDocument29 pagesIndustrial Engineering: End Term Jury DocumentSWAPNIL KRISHNAPas encore d'évaluation
- P04682 PDFDocument164 pagesP04682 PDFMd.tarekul TimirPas encore d'évaluation
- Textile Internship Report: Ocm Private Limited Textile Unit, AmritsarDocument49 pagesTextile Internship Report: Ocm Private Limited Textile Unit, AmritsarJyoti Rawal100% (1)
- Internship ReportDocument29 pagesInternship ReportSyed Zeeshan Syed ZeeshanPas encore d'évaluation
- R.a.suthar GRV 23-12-2019Document8 pagesR.a.suthar GRV 23-12-2019JigneshSaradavaPas encore d'évaluation
- Envoy Textiles Ltd. Acknowledgement and Chapter SummariesDocument88 pagesEnvoy Textiles Ltd. Acknowledgement and Chapter SummariesMehzabeen ShahidyPas encore d'évaluation
- Factory VisitDocument17 pagesFactory Visitsporti1412Pas encore d'évaluation
- Kohinoor Textile Mill LTD RawalpindiDocument41 pagesKohinoor Textile Mill LTD RawalpindiDiscord YtPas encore d'évaluation
- GP Report QC 1Document50 pagesGP Report QC 1Rohan JetlingPas encore d'évaluation
- Project Profile On Gent's ShirtsDocument12 pagesProject Profile On Gent's ShirtsNidhin ChandranPas encore d'évaluation
- Rohit Raj - Textile Internship ReportDocument144 pagesRohit Raj - Textile Internship ReportRohit RajPas encore d'évaluation
- Apparel Inntern JuryDocument61 pagesApparel Inntern JurypriyalPas encore d'évaluation
- Apparel Internship Report OptimizationDocument32 pagesApparel Internship Report OptimizationDeepthi SonuPas encore d'évaluation
- Embroidery Machine Project CharterDocument6 pagesEmbroidery Machine Project CharterEdward AroncianoPas encore d'évaluation
- Industrial Attachment Rotor YarnDocument40 pagesIndustrial Attachment Rotor Yarnahsan00015Pas encore d'évaluation
- Nahar DocumentDocument79 pagesNahar Documentaarushi100% (1)
- Shahi Export (Final Report)Document72 pagesShahi Export (Final Report)Kartikey JangraPas encore d'évaluation
- Aequs Internship ReportDocument15 pagesAequs Internship ReportMr. INVINCIBLEPas encore d'évaluation
- Arun Intern SummerDocument34 pagesArun Intern Summer756 Arun Kumar RPas encore d'évaluation
- Ie ApplicationDocument12 pagesIe Applicationrahmanshanto623Pas encore d'évaluation
- Time and Action Calendar or TNADocument17 pagesTime and Action Calendar or TNAruchi ratan100% (1)
- Davao Asia Plastic Corporation: A Case Company For Operations and Supply Chain Management StudyDocument42 pagesDavao Asia Plastic Corporation: A Case Company For Operations and Supply Chain Management StudyRichie DonatoPas encore d'évaluation
- Davao Asia Plastic Corporation: A Case Company For Operations and Supply Chain Management StudyDocument42 pagesDavao Asia Plastic Corporation: A Case Company For Operations and Supply Chain Management StudyRichie DonatoPas encore d'évaluation
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingD'EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingPas encore d'évaluation
- A Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessD'EverandA Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessPas encore d'évaluation
- Make It! The Engineering Manufacturing Solution: Engineering the Manufacturing SolutionD'EverandMake It! The Engineering Manufacturing Solution: Engineering the Manufacturing SolutionPas encore d'évaluation
- Code of ConductDocument40 pagesCode of ConductAbhinav KumarPas encore d'évaluation
- CPP Assignment RoughDocument16 pagesCPP Assignment Roughprateek gandhiPas encore d'évaluation
- Thread Consumption Standard SheetDocument108 pagesThread Consumption Standard SheetAbhinav KumarPas encore d'évaluation
- Ergonomic Design GuideDocument66 pagesErgonomic Design GuideAnonymous p2cFoXbjD100% (2)
- SSAL 2 - PresentationDocument1 pageSSAL 2 - PresentationAbhinav KumarPas encore d'évaluation
- SWOT Diagram Twisted Banners PGoDocument3 pagesSWOT Diagram Twisted Banners PGoAbhinav KumarPas encore d'évaluation
- Quality Circle PDFDocument8 pagesQuality Circle PDFAbhinav KumarPas encore d'évaluation
- MMDocument21 pagesMMAbhinav KumarPas encore d'évaluation
- Maintenance Management: Abhinav Kumar BFT/14/884Document13 pagesMaintenance Management: Abhinav Kumar BFT/14/884Abhinav KumarPas encore d'évaluation
- Actual Garment Production Cost of A Garments CompanyDocument26 pagesActual Garment Production Cost of A Garments CompanySOUMANLALA50% (2)
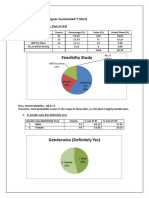
- Feasibilty Study: 1. Graphic T-Shirt (Designer Customized T-Shirt)Document10 pagesFeasibilty Study: 1. Graphic T-Shirt (Designer Customized T-Shirt)Abhinav KumarPas encore d'évaluation
- Lao Silk HandicraftDocument22 pagesLao Silk HandicraftAbhinav KumarPas encore d'évaluation
- ChecklistDocument2 pagesChecklistAbhinav KumarPas encore d'évaluation
- 3 BodyPart Ed7e85cf A0a1 40ed b475 A3e59cca9e67Document35 pages3 BodyPart Ed7e85cf A0a1 40ed b475 A3e59cca9e67Abhinav KumarPas encore d'évaluation
- 2010 01 11Document4 pages2010 01 11kedirabduriPas encore d'évaluation
- Mech 3Document8 pagesMech 3Abhinav KumarPas encore d'évaluation
- Ramsons Garment Finishing Equipment Pvt. Ltd. Locations and ContactsDocument68 pagesRamsons Garment Finishing Equipment Pvt. Ltd. Locations and ContactsAbhinav Kumar100% (2)
- Industrial EngineeringDocument191 pagesIndustrial EngineeringAbhinav KumarPas encore d'évaluation
- Weave Structure and Image Pattern Exploration For Modern Double-Cloth Design Development by Deploying Digital TechnologyDocument10 pagesWeave Structure and Image Pattern Exploration For Modern Double-Cloth Design Development by Deploying Digital Technology闕立凱Pas encore d'évaluation
- Contemporary Philippine Arts From The Regions: Senior High SchoolDocument38 pagesContemporary Philippine Arts From The Regions: Senior High Schooljose temothy ramosPas encore d'évaluation
- Choose The Answer in The Box Below: Test IibDocument2 pagesChoose The Answer in The Box Below: Test IibMirasol SegundoPas encore d'évaluation
- Ring Spun Slub YarnDocument13 pagesRing Spun Slub YarnJerin JosephPas encore d'évaluation
- Recent Developments in Weaving TechnologyDocument2 pagesRecent Developments in Weaving TechnologyWaqas Tariq100% (1)
- Cotton and Wool Blends-A Review: Manjali Sharma, Suman Pant & D. B. ShakywarDocument10 pagesCotton and Wool Blends-A Review: Manjali Sharma, Suman Pant & D. B. ShakywaristiqhPas encore d'évaluation
- Kto12 Handicrafts Learning Module WordDocument88 pagesKto12 Handicrafts Learning Module WordJENEFER REYES0% (1)
- Plant and Animal Fibres Used in TextilesDocument12 pagesPlant and Animal Fibres Used in Textilesvenka07Pas encore d'évaluation
- PDF Nezuko Crochet Doll Amigurumi Free PatternDocument7 pagesPDF Nezuko Crochet Doll Amigurumi Free PatternRosShanique Coleby100% (2)
- Mil DTL 81188CDocument18 pagesMil DTL 81188Crdcastillo01Pas encore d'évaluation
- AA59826Document11 pagesAA59826Florin NitePas encore d'évaluation
- TLE - SewingDocument2 pagesTLE - SewingArnelBautistaPas encore d'évaluation
- Philippine Handicrafts: Pottery, Basket Weaving, and MoreDocument13 pagesPhilippine Handicrafts: Pottery, Basket Weaving, and MoreGilmar AureliaPas encore d'évaluation
- HRP AssignmentDocument11 pagesHRP AssignmentSreeram BaddilaPas encore d'évaluation
- Vardhman Textiles Limited AR 2016-17 PDFDocument258 pagesVardhman Textiles Limited AR 2016-17 PDFPrakash Ranjan PothalPas encore d'évaluation
- Materials:: Size GaugeDocument3 pagesMaterials:: Size GaugecristinaPas encore d'évaluation
- DJC All Shawl Edit 0314 PDFDocument20 pagesDJC All Shawl Edit 0314 PDFnamrataaundhkarPas encore d'évaluation
- Kitty SquidDocument2 pagesKitty SquidaidaPas encore d'évaluation
- All Shawl Edit 4Document20 pagesAll Shawl Edit 4cbo329100% (1)
- Coal Amigurumi Bunny Free PDF PatternDocument6 pagesCoal Amigurumi Bunny Free PDF PatternkarwatkatarzynaPas encore d'évaluation
- Damodar Group - Calves N Leaves DDDocument4 pagesDamodar Group - Calves N Leaves DDPriyank PatelPas encore d'évaluation
- Burning Characteristics of FibersDocument14 pagesBurning Characteristics of FibersitchiePas encore d'évaluation
- Consumer PerceptionDocument59 pagesConsumer PerceptionDevnag GaneshanPas encore d'évaluation
- Tufted Carpet Miss AtiyyahDocument14 pagesTufted Carpet Miss Atiyyahjannah0808Pas encore d'évaluation
- Knitting: Knitting Is A Inter Locking / Inter Looping / Inter Matching of Loops Which Form ADocument30 pagesKnitting: Knitting Is A Inter Locking / Inter Looping / Inter Matching of Loops Which Form AMonirHossain100% (1)
- Free Knitting Pattern Lion Brand Wool-Ease Striped OwlDocument4 pagesFree Knitting Pattern Lion Brand Wool-Ease Striped OwldpetronelaPas encore d'évaluation
- Aatcc NewletterDocument52 pagesAatcc NewletterlthyaguPas encore d'évaluation
- Sewing, The World's Greatest Hobby PDFDocument311 pagesSewing, The World's Greatest Hobby PDFHassana100% (4)
- Liberty Bunny C: Rochet PatternDocument6 pagesLiberty Bunny C: Rochet PatternRosemary Crafts100% (1)
- Assignment IDocument36 pagesAssignment ILavisha SanganeriaPas encore d'évaluation