Vous aimerez peut-être aussi
- Drill Bit ButtonsDocument9 pagesDrill Bit ButtonsPonce MrlnPas encore d'évaluation
- Presentation On Wear Measurement: Irwin O. Toppo Mechanical Engineering Indian Institute of Science, Bangalore, IndiaDocument14 pagesPresentation On Wear Measurement: Irwin O. Toppo Mechanical Engineering Indian Institute of Science, Bangalore, Indiaالحمد اللهPas encore d'évaluation
- Influence of Molybdenum, Vanadium, and Niobium On The Abrasion PDFDocument4 pagesInfluence of Molybdenum, Vanadium, and Niobium On The Abrasion PDFFàtí ĐCPas encore d'évaluation
- Study of PDC Cutter DurabilityDocument17 pagesStudy of PDC Cutter Durabilitysuresh_501Pas encore d'évaluation
- Friction Between Sand and Steel Under Repeated LoadingDocument11 pagesFriction Between Sand and Steel Under Repeated Loadingmdthiyagu7553Pas encore d'évaluation
- Rock Mechanics 988Document69 pagesRock Mechanics 988Sheshu BabuPas encore d'évaluation
- Sinorock 2009 135Document5 pagesSinorock 2009 135GHL AdaroPas encore d'évaluation
- Presentation On Wear Measurement: DR A Anandha Moorthy Mechanical EngineeringDocument14 pagesPresentation On Wear Measurement: DR A Anandha Moorthy Mechanical Engineeringappuanandh7811Pas encore d'évaluation
- MATE 202: Mechanical Behavior and Testing of MaterialsDocument38 pagesMATE 202: Mechanical Behavior and Testing of MaterialsSezin AYHANPas encore d'évaluation
- Design 250MM Micropile (Rev.1) 10-3-21Document9 pagesDesign 250MM Micropile (Rev.1) 10-3-21AlsonChin100% (2)
- Effect of Rocks Anisotropy On Deviation Tendencies of Drilling SystemsDocument4 pagesEffect of Rocks Anisotropy On Deviation Tendencies of Drilling SystemsMejbahul SarkerPas encore d'évaluation
- Oka 1997Document7 pagesOka 1997jose trianaPas encore d'évaluation
- An Investigation of The Abrasive Wear Behavior of Ductile CaDocument6 pagesAn Investigation of The Abrasive Wear Behavior of Ductile CalucianoPas encore d'évaluation
- Measurement of Erosion Due To Particle Impingement and Numerical Prediction of Wear in Pump CasingDocument9 pagesMeasurement of Erosion Due To Particle Impingement and Numerical Prediction of Wear in Pump CasingJunaid MasoodiPas encore d'évaluation
- Design of Tunnels For External Water PressureDocument35 pagesDesign of Tunnels For External Water PressuremegunPas encore d'évaluation
- Effect of The Sandstorms On The Solar PanelsDocument8 pagesEffect of The Sandstorms On The Solar PanelsNEMA MEDPas encore d'évaluation
- Closed-Book Practice-Ch 06 (2016!07!31)Document8 pagesClosed-Book Practice-Ch 06 (2016!07!31)JuanPas encore d'évaluation
- Radiation Shield ThicknessDocument4 pagesRadiation Shield ThicknessAvish ShahPas encore d'évaluation
- ArticlePDF Available - SEM Online Investigation of Fatigue Crack Initiation and Propagation in Cast Magnesium AlloyDocument5 pagesArticlePDF Available - SEM Online Investigation of Fatigue Crack Initiation and Propagation in Cast Magnesium Alloy1584706055Pas encore d'évaluation
- 1988 K. ANAND and H. CONRADLocal Impact Damage and Erosion Mechanisms in WC-6wt.% Co AlloysDocument11 pages1988 K. ANAND and H. CONRADLocal Impact Damage and Erosion Mechanisms in WC-6wt.% Co AlloysanuragPas encore d'évaluation
- Cavitation ConcreteDocument6 pagesCavitation Concretefiligrana2012Pas encore d'évaluation
- Steel Truss Bridge 85 MT Bowarch Pedestrian BridgeDocument19 pagesSteel Truss Bridge 85 MT Bowarch Pedestrian Bridgeakshay kothiyalPas encore d'évaluation
- Nyungu T R197826R MG103 Assignment1 PDFDocument8 pagesNyungu T R197826R MG103 Assignment1 PDFTamiranashe Tammie NyunguPas encore d'évaluation
- Controlled Blasting: Asian Institute of Technology School of Engineering & TechnologyDocument7 pagesControlled Blasting: Asian Institute of Technology School of Engineering & TechnologyjobaydaPas encore d'évaluation
- Part-A: Sum of Core Pieces 10cm Total Drill RunDocument9 pagesPart-A: Sum of Core Pieces 10cm Total Drill RunSaineesh VinjamuriPas encore d'évaluation
- Elsevier Sequoia S.A., Lausanne - Printed in The NetherlandsDocument10 pagesElsevier Sequoia S.A., Lausanne - Printed in The NetherlandsMario Saavedra VergaraPas encore d'évaluation
- Session 4 Management Covering Blast DesignDocument112 pagesSession 4 Management Covering Blast DesignSebastián MorenoPas encore d'évaluation
- Wei 145.00Document8 pagesWei 145.00AshishBastolaPas encore d'évaluation
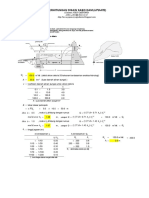
- Perhitungan Disain Sabo Dam (Update) : Jokoc - Sabo@yahoo - Co.idDocument7 pagesPerhitungan Disain Sabo Dam (Update) : Jokoc - Sabo@yahoo - Co.idrendangcrispyPas encore d'évaluation
- Ultrasonic Machining - WikipediaDocument23 pagesUltrasonic Machining - WikipediaChalla varun KumarPas encore d'évaluation
- Hardness Test: I.e., Brinell Hardness Test, Rockwell Hardness Test, and Vickers Hardness Test. TheyDocument4 pagesHardness Test: I.e., Brinell Hardness Test, Rockwell Hardness Test, and Vickers Hardness Test. Theykostas.sierros9374Pas encore d'évaluation
- WearDocument31 pagesWearelias667100% (1)
- Malleability of GoldDocument7 pagesMalleability of GoldTanzimPas encore d'évaluation
- Hardness TheoryDocument4 pagesHardness Theorykostas.sierros937491% (11)
- Study of Cemented Rock Fill MaterialsDocument9 pagesStudy of Cemented Rock Fill MaterialsAlvydas PeldžiusPas encore d'évaluation
- ME 303 - 02 Material Properties I - ÖzerinçDocument28 pagesME 303 - 02 Material Properties I - ÖzerinçMehmet SalıcıPas encore d'évaluation
- EMM7241-Advanced Machine Design Examination June 2016Document8 pagesEMM7241-Advanced Machine Design Examination June 2016Charles OndiekiPas encore d'évaluation
- Bending Tests: 3-Point and 4-Point BendingDocument20 pagesBending Tests: 3-Point and 4-Point BendingTuấn NguyễnPas encore d'évaluation
- 4 WearDocument31 pages4 WearLIM WEI KEONG / UPMPas encore d'évaluation
- Cutting Process Analysis by The Multiblade GangsawDocument10 pagesCutting Process Analysis by The Multiblade GangsawbakriramziPas encore d'évaluation
- Lec 6Document30 pagesLec 6Pejman HPas encore d'évaluation
- Arma 93 0649Document4 pagesArma 93 0649Pavel IastrebovPas encore d'évaluation
- 1130-1135 Kohlbock PDFDocument6 pages1130-1135 Kohlbock PDFRaja RosenaniPas encore d'évaluation
- Design of Under Ground Water Tank: CASE-1 When Tank Is Full CASE-2 When Tank Is EmptyDocument10 pagesDesign of Under Ground Water Tank: CASE-1 When Tank Is Full CASE-2 When Tank Is EmptyBiju KolleriPas encore d'évaluation
- Comparison of Subgrade Reaction and FEM For D Wall DesignDocument7 pagesComparison of Subgrade Reaction and FEM For D Wall DesignCEG BangladeshPas encore d'évaluation
- Guide DR .T .Chandrasekhar Rao: BY M.Bhargav Y17MTSE405Document29 pagesGuide DR .T .Chandrasekhar Rao: BY M.Bhargav Y17MTSE405Bhargav MosaliPas encore d'évaluation
- Khomich M. (et al.) - Magnetiс-abrasive machining of silicon wafer - a novel approachDocument3 pagesKhomich M. (et al.) - Magnetiс-abrasive machining of silicon wafer - a novel approachMAHINDRA CHOUDHARY 18210048Pas encore d'évaluation
- Large-Scale Triaxial TestingDocument15 pagesLarge-Scale Triaxial TestingMarco NevesPas encore d'évaluation
- Polvo China Medio C Cap 8Document4 pagesPolvo China Medio C Cap 8Jose Marval RodriguezPas encore d'évaluation
- Models - Corr.stress CorrosionDocument34 pagesModels - Corr.stress Corrosionak020202020217Pas encore d'évaluation
- Nanyang Technological University: Manufacturing Lab ReportDocument5 pagesNanyang Technological University: Manufacturing Lab ReportPrayogo TioPas encore d'évaluation
- Poster Presentation Cosi 2011Document3 pagesPoster Presentation Cosi 2011Lalo HrdzPas encore d'évaluation
- Site Distance Effect On Seismic Behavior of Double Layer Barrel VaultsDocument9 pagesSite Distance Effect On Seismic Behavior of Double Layer Barrel VaultsLudan AhmedPas encore d'évaluation
- Experimental Effect On The Jaw Crusher PlateDocument8 pagesExperimental Effect On The Jaw Crusher PlatezsmithPas encore d'évaluation
- 0.05 DarlingtonDocument16 pages0.05 DarlingtonmaPas encore d'évaluation
- The Abrasive Wear of Gold Jewellery AlloysDocument6 pagesThe Abrasive Wear of Gold Jewellery AlloysVigneswaranPas encore d'évaluation
- Fault Zone Dynamic Processes: Evolution of Fault Properties During Seismic RuptureD'EverandFault Zone Dynamic Processes: Evolution of Fault Properties During Seismic RuptureMarion Y. ThomasPas encore d'évaluation
- 3D Modeling of Nonlinear Wave Phenomena on Shallow Water SurfacesD'Everand3D Modeling of Nonlinear Wave Phenomena on Shallow Water SurfacesPas encore d'évaluation
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesD'EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesPas encore d'évaluation
- Lecture Notes on Reinforced Concrete DesignD'EverandLecture Notes on Reinforced Concrete DesignPas encore d'évaluation
- Energy Audit Report by CPRIDocument247 pagesEnergy Audit Report by CPRImag_ktps20021520100% (2)
- HashingDocument75 pagesHashingThz EsyyPas encore d'évaluation
- Full Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter ChapterDocument36 pagesFull Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter Chapterexequycheluract6oi100% (9)
- Power Off Reset Reason BackupDocument5 pagesPower Off Reset Reason Backupmohamed ahmedPas encore d'évaluation
- 07 Bubble BreakDocument25 pages07 Bubble BreakWeb LogueandoPas encore d'évaluation
- Mole Concept - L1rr PDFDocument27 pagesMole Concept - L1rr PDFLegend KillerPas encore d'évaluation
- Temperature Transmitter TR45Document16 pagesTemperature Transmitter TR45cysautsPas encore d'évaluation
- H2 Math PracticeDocument7 pagesH2 Math PracticePhoebe Heng100% (2)
- Physics XIDocument13 pagesPhysics XIArokiaraj RajPas encore d'évaluation
- Computer Networks: Introduction (Chapter 1)Document92 pagesComputer Networks: Introduction (Chapter 1)Speed PianoPas encore d'évaluation
- SMS SRH-2D SedimentTransportDocument19 pagesSMS SRH-2D SedimentTransportthendyPas encore d'évaluation
- Python Fundamentals SheetDocument29 pagesPython Fundamentals Sheetwp1barabaPas encore d'évaluation
- Some Observations On The Diophantine Equation Y2xa and Related ResultsDocument12 pagesSome Observations On The Diophantine Equation Y2xa and Related ResultsJose Roberto DuartePas encore d'évaluation
- SAP QM Calibration MethodDocument3 pagesSAP QM Calibration MethodvrkattulaPas encore d'évaluation
- 808D ADV Commiss Man 1218 en-USDocument480 pages808D ADV Commiss Man 1218 en-USBaldev SinghPas encore d'évaluation
- Design and Implementation of Audio Transceiver Using Infrared Laser For Audio Signal DetectionDocument4 pagesDesign and Implementation of Audio Transceiver Using Infrared Laser For Audio Signal DetectionGoitom HailePas encore d'évaluation
- Deductive ReasoningDocument2 pagesDeductive ReasoningMariel C. BombitaPas encore d'évaluation
- Test A: Two-Dimensional Motion and VectorsDocument9 pagesTest A: Two-Dimensional Motion and VectorsAref DahabrahPas encore d'évaluation
- Squall (Better) Training Manual: ModelsDocument83 pagesSquall (Better) Training Manual: ModelsSilomo-saka MambaPas encore d'évaluation
- Flue Gas Analysis in IndustryDocument150 pagesFlue Gas Analysis in Industryblack_knight728Pas encore d'évaluation
- GENERAL PHYSICS 2 - Q3 - Week 2Document22 pagesGENERAL PHYSICS 2 - Q3 - Week 2vrejie46Pas encore d'évaluation
- Chapter 11Document53 pagesChapter 11Vijendhar ReddyPas encore d'évaluation
- B28 VivaDocument27 pagesB28 VivashubhamPas encore d'évaluation
- Reflexive Pronoun: Object SubjectDocument5 pagesReflexive Pronoun: Object SubjectSiti Sarah Abdullah100% (1)
- 2018 06 OnlineDocument12 pages2018 06 OnlineMohamed HasikPas encore d'évaluation
- AssociationBetweenBRAFV600EMutationand MortalityDocument9 pagesAssociationBetweenBRAFV600EMutationand MortalityMade RusmanaPas encore d'évaluation
- Simulation of Congestion Control Algorithm AimDocument4 pagesSimulation of Congestion Control Algorithm AimHaru HarshuPas encore d'évaluation
- 10) C2 Trigonometrical Identities and Equations QuestionsDocument26 pages10) C2 Trigonometrical Identities and Equations QuestionsBoxOneTwoPas encore d'évaluation
- EWAD-CF EEDEN15-435 Data Books EnglishDocument42 pagesEWAD-CF EEDEN15-435 Data Books EnglishrpufitaPas encore d'évaluation
- Individual Spirituality, Workplace Spirituality and Work Attitudes An Empirical Test of Direct and Interaction EffectsDocument19 pagesIndividual Spirituality, Workplace Spirituality and Work Attitudes An Empirical Test of Direct and Interaction EffectsBasharat NaeemPas encore d'évaluation