Vous aimerez peut-être aussi
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaD'EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaÉvaluation : 4 sur 5 étoiles4/5 (3)
- 7 Principios de La Gestion CalidadDocument11 pages7 Principios de La Gestion CalidadZully De AguilarPas encore d'évaluation
- Problemas Metodo Simplex. 1Document10 pagesProblemas Metodo Simplex. 1Maryfer Ramos ZaratePas encore d'évaluation
- Casos de ProductividadDocument7 pagesCasos de ProductividadCarlos Molina0% (1)
- Ejercicios de IO2 U1Document12 pagesEjercicios de IO2 U1Eric González17% (6)
- Programacion LinealDocument5 pagesProgramacion LinealTasEnla Yeca100% (2)
- Portafolio de InversionDocument9 pagesPortafolio de InversionBrenda NataliaPas encore d'évaluation
- CONTABILIDAD 3, Primer ParcialDocument16 pagesCONTABILIDAD 3, Primer Parcialrodrigoqx58100% (2)
- Caso I Tata NanoDocument7 pagesCaso I Tata NanokatherinePas encore d'évaluation
- Marianela Huerta G. - Tarea 8. Contabilidad Superior IDocument9 pagesMarianela Huerta G. - Tarea 8. Contabilidad Superior IMarianela Huerta Gamboa100% (2)
- Examen Final ModelosDocument10 pagesExamen Final ModelosAngela Cuadros100% (1)
- Mercado Inmobiliario ConceptoDocument6 pagesMercado Inmobiliario ConceptoPedro MartínPas encore d'évaluation
- Examen DesarrolladoDocument15 pagesExamen DesarrolladoEder Bustamante50% (2)
- Ejercicios PropuestosDocument5 pagesEjercicios PropuestosCarlos Correa FlorePas encore d'évaluation
- Casos ClaseDocument6 pagesCasos ClaseJuan Bohórquez0% (1)
- Agrokasa SaDocument92 pagesAgrokasa SajhordyPas encore d'évaluation
- Resumen Capítulo 9Document26 pagesResumen Capítulo 9Angélica Quito Carrión100% (1)
- P.L. PracticaDocument7 pagesP.L. PracticaBryan0% (1)
- Pregunta 1: Enunciado de La PreguntaDocument8 pagesPregunta 1: Enunciado de La PreguntaOscar Riveros LinaresPas encore d'évaluation
- Responsabilidades o Impactos Del CargoDocument24 pagesResponsabilidades o Impactos Del CargoNathalia V PrietoPas encore d'évaluation
- 4.2 Programacion Lineal AplicacionesDocument4 pages4.2 Programacion Lineal AplicacionesDiego Hernández GuerreroPas encore d'évaluation
- Taller 1. Modelos de Programación Lineal (Variables Continuas)Document22 pagesTaller 1. Modelos de Programación Lineal (Variables Continuas)Nicolás López EspitiaPas encore d'évaluation
- Tarea 1 ADMON Pro.Document14 pagesTarea 1 ADMON Pro.Elizabeth RamirezPas encore d'évaluation
- Guia Operaciones2012 PDFDocument27 pagesGuia Operaciones2012 PDFMarco Prieto100% (1)
- OperacionesDocument27 pagesOperacionesJohel Wilfredo Dueñas Gutierrez100% (1)
- Modelacion Parte1Document5 pagesModelacion Parte1joalvillanuevaPas encore d'évaluation
- Epis-Ta-10-Teoría de Decisiones 2021-2 0203-02512Document4 pagesEpis-Ta-10-Teoría de Decisiones 2021-2 0203-02512Enya NascaPas encore d'évaluation
- Guía de TP Adm Prod 2022Document54 pagesGuía de TP Adm Prod 2022losvideos gamersdeagusPas encore d'évaluation
- Tema 3 EjerciciosDocument7 pagesTema 3 Ejerciciosrodrigo vidalPas encore d'évaluation
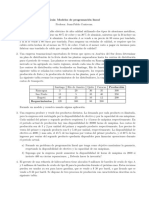
- Guia ModelosDocument9 pagesGuia ModelosJuan Pablo Contreras FernándezPas encore d'évaluation
- S01.s2 - Material PDFDocument14 pagesS01.s2 - Material PDFJosehp Hurtado PrivatPas encore d'évaluation
- Tarea4 GrupoXDocument4 pagesTarea4 GrupoXSofia RamirezPas encore d'évaluation
- Proyecto de Investigacion de Operaciones IDocument5 pagesProyecto de Investigacion de Operaciones IAndres Figueroa ArrietaPas encore d'évaluation
- TALLER06 PropuestaDocument5 pagesTALLER06 PropuestaJavier Becker0% (1)
- Laboratorio 6 Programacion Entera 22023Document6 pagesLaboratorio 6 Programacion Entera 22023Jhoselin karen Apaza ricaldesPas encore d'évaluation
- Ejercicios Propuestos Producto 1 Taller 2Document10 pagesEjercicios Propuestos Producto 1 Taller 2Laura DomínguezPas encore d'évaluation
- Investigacion de OperacionesDocument7 pagesInvestigacion de OperacionesJose Gregorio Baños Paba67% (3)
- Laboratorio Metas, Transbordo, AsignacionDocument4 pagesLaboratorio Metas, Transbordo, AsignacionJorge Luis Goicochea CruzPas encore d'évaluation
- Guía 1 - ModelamientoDocument4 pagesGuía 1 - ModelamientoFranco Vicencio LodisPas encore d'évaluation
- Io1 Gde5 2020Document4 pagesIo1 Gde5 2020Marcos ZubilewiczPas encore d'évaluation
- Solver Problemas ResueltosDocument3 pagesSolver Problemas ResueltosLudvin Eduardo Rueda RnconPas encore d'évaluation
- Exam Final4aDocument3 pagesExam Final4aDiego GonzálesPas encore d'évaluation
- AP 8 Evidencia 4 Identificar La Capacidad de Produccion de Una EmpresaDocument26 pagesAP 8 Evidencia 4 Identificar La Capacidad de Produccion de Una Empresacentro de formacion juvenil valle del liliPas encore d'évaluation
- Evaluacion Economica para Implementar Una Linea de Produccion para Elaboracion de Concentrado de Pasta de TomateDocument24 pagesEvaluacion Economica para Implementar Una Linea de Produccion para Elaboracion de Concentrado de Pasta de TomateDævid Morales67% (3)
- Actividad de Aprendizaje #3 Casos de Estudio para La Toma de Decisiones 2021-2Document7 pagesActividad de Aprendizaje #3 Casos de Estudio para La Toma de Decisiones 2021-2Laureano Alberto Hoyos PernettPas encore d'évaluation
- OPERACIONESDocument2 pagesOPERACIONESGabby ReyesPas encore d'évaluation
- Ejercicios de Modelamiento Clase 12042012Document6 pagesEjercicios de Modelamiento Clase 12042012Daniela ValdésPas encore d'évaluation
- Segunda Entrega - Distribucion - 1Document14 pagesSegunda Entrega - Distribucion - 1kevin silva riosPas encore d'évaluation
- EnunciadosDocument5 pagesEnunciadosOscar RodriguezPas encore d'évaluation
- Unidad III Proyecto III ModDocument10 pagesUnidad III Proyecto III ModFranklyn EduardPas encore d'évaluation
- 12.1 - Formulacion PLEDocument3 pages12.1 - Formulacion PLEFernando Rodriguez IngaPas encore d'évaluation
- Ev.2 F39-9211-08 Formato de Cuestionario ASIGNACIÓN DE CARGASDocument4 pagesEv.2 F39-9211-08 Formato de Cuestionario ASIGNACIÓN DE CARGASAnna Paola LópezPas encore d'évaluation
- 1 Modelamiento 2013Document26 pages1 Modelamiento 2013Euracio MellaPas encore d'évaluation
- Ejercicios Resueltos de Economia MichaelParkinDocument9 pagesEjercicios Resueltos de Economia MichaelParkinAngel Romaní Díaz100% (2)
- Laboratorio Del Investigacion de OperacionesDocument19 pagesLaboratorio Del Investigacion de Operacionesalex00__isPas encore d'évaluation
- Parcial #3 - Solucion de PLDocument1 pageParcial #3 - Solucion de PLJorhanys BarriaPas encore d'évaluation
- Práctica Calificada de Cronogramas de Pagos Escenarios SensibilidadDocument5 pagesPráctica Calificada de Cronogramas de Pagos Escenarios SensibilidadRichard DiazPas encore d'évaluation
- Unidad III Proyecto III ModDocument10 pagesUnidad III Proyecto III ModErika Yosaylin CasadoPas encore d'évaluation
- Guia Inv OperacionesDocument7 pagesGuia Inv OperacionesYorgi BIdoPas encore d'évaluation
- Identificar La Capacidad de Produccion de Una EmpresaDocument23 pagesIdentificar La Capacidad de Produccion de Una EmpresaYuri KatherinePas encore d'évaluation
- Guía Parte1Document46 pagesGuía Parte1Cristian Segovia50% (2)
- Ejercicios Costos.Document7 pagesEjercicios Costos.nicopargaPas encore d'évaluation
- PRODUCTO 1 TALLER 1 Segundo Semestre 2021Document6 pagesPRODUCTO 1 TALLER 1 Segundo Semestre 2021Laura DomínguezPas encore d'évaluation
- Guia Practica #6 Form Modelos Mas ComplejosDocument2 pagesGuia Practica #6 Form Modelos Mas ComplejosJavier RomeroPas encore d'évaluation
- Guia 2 Programacion LinealDocument4 pagesGuia 2 Programacion LinealartseremisPas encore d'évaluation
- Trabajo Práctico N°4 - Programación Lineal - Parte 2Document4 pagesTrabajo Práctico N°4 - Programación Lineal - Parte 2Agustin MercadoPas encore d'évaluation
- Plan de Desarrollo Unimagdalena 2010 - 2019 PDFDocument170 pagesPlan de Desarrollo Unimagdalena 2010 - 2019 PDFZully De AguilarPas encore d'évaluation
- Interés Compuesto y TasasDocument50 pagesInterés Compuesto y TasasZully De AguilarPas encore d'évaluation
- Teorias de Internacionalizacion EmpresarialDocument2 pagesTeorias de Internacionalizacion EmpresarialZully De AguilarPas encore d'évaluation
- EdadesDocument12 pagesEdadesDaniel CampoverdePas encore d'évaluation
- Dici Acti500Document10 pagesDici Acti500edgar200327Pas encore d'évaluation
- Cap 21 - Semana 14 - Administracion Internacional Del EfectivoDocument54 pagesCap 21 - Semana 14 - Administracion Internacional Del EfectivoEnciso Navarro CesarioPas encore d'évaluation
- IED y IEIDocument5 pagesIED y IEIRogelio CatemaxcaPas encore d'évaluation
- Universidad Nacional Mayor de San Marcos: Facultad de Ciencias AdministrativasDocument6 pagesUniversidad Nacional Mayor de San Marcos: Facultad de Ciencias AdministrativasYurivilca Yurivilca GianmarcoPas encore d'évaluation
- Presentación Ejecutiva Economías AbiertasDocument10 pagesPresentación Ejecutiva Economías AbiertasIsabel ParraPas encore d'évaluation
- Mercado BursátilesDocument4 pagesMercado BursátilesJhosselyne VelasquezPas encore d'évaluation
- Taller Renta Fija - Bonos - TesDocument2 pagesTaller Renta Fija - Bonos - TesMARIA PAULA TRUJILLO SUAREZPas encore d'évaluation
- Garcés Pamela Juicio Crítico 2dohemiDocument10 pagesGarcés Pamela Juicio Crítico 2dohemiPame GarcesPas encore d'évaluation
- 0apuntes Extra EconomiaDocument11 pages0apuntes Extra Economiamirellamartin19Pas encore d'évaluation
- Indicadores de Evaluacion PDFDocument3 pagesIndicadores de Evaluacion PDFEDIZON CHIRINOS ROJASPas encore d'évaluation
- Tarea3 - Gerencia IIDocument17 pagesTarea3 - Gerencia IIEstela LópezPas encore d'évaluation
- Capitulo 4Document26 pagesCapitulo 4Eduardito CamachoPas encore d'évaluation
- BOICAC 106 - R. Contable 49-Noviembre 2016Document26 pagesBOICAC 106 - R. Contable 49-Noviembre 2016YOPas encore d'évaluation
- GRUPO 1 - Instrumentos FinancierosDocument26 pagesGRUPO 1 - Instrumentos FinancierosSiomara PerezPas encore d'évaluation
- Bolsa para NovatosDocument1 pageBolsa para NovatosMauricio SGPas encore d'évaluation
- Programacion Lineal EnteraDocument6 pagesProgramacion Lineal Enterapalomaazul20000% (1)
- Muéstrame El Dinero: Mejorar Nuestra Comprensión de Cómo Se Generan Las OrganizacionesDocument41 pagesMuéstrame El Dinero: Mejorar Nuestra Comprensión de Cómo Se Generan Las OrganizacionesOscar Oswaldo Hernandez PocasangrePas encore d'évaluation
- Teorías Que Explican La Naturaleza de La Actividad FinancieraDocument3 pagesTeorías Que Explican La Naturaleza de La Actividad FinancieraAroldo EscobarPas encore d'évaluation
- Informacion Financiera Consolidada Ortizo Sas - HohnerDocument14 pagesInformacion Financiera Consolidada Ortizo Sas - HohnerMaria Paula Camacho CabezasPas encore d'évaluation
- 1.1 Presupuesto de Capital, Invercion Fija, Diferida y Capital de TrabajoDocument4 pages1.1 Presupuesto de Capital, Invercion Fija, Diferida y Capital de TrabajoOsvaldo SilvaPas encore d'évaluation
- Ejercicio Valoracion en El Curso Part2Document7 pagesEjercicio Valoracion en El Curso Part2Jessica EliboPas encore d'évaluation
- Examen Final - Semana 8Document7 pagesExamen Final - Semana 8juanPas encore d'évaluation
- EXAMEN PARCIAL Evaluación de Proyectos Semana 4 Primer y Segundo IntentoDocument22 pagesEXAMEN PARCIAL Evaluación de Proyectos Semana 4 Primer y Segundo IntentolauraPas encore d'évaluation
- Estatutos Sociales Almacenes Grupo Exito 2020Document33 pagesEstatutos Sociales Almacenes Grupo Exito 2020any carPas encore d'évaluation