Vous aimerez peut-être aussi
- Isaias VariablesDocument10 pagesIsaias VariablesFabiola Brigitte Valencia FuentesPas encore d'évaluation
- HOJA DE TRABAJO 03 de Octubre - 201800602Document4 pagesHOJA DE TRABAJO 03 de Octubre - 201800602Luis RodriguezPas encore d'évaluation
- Examen ControlCalidad PDFDocument7 pagesExamen ControlCalidad PDFAngela SotoPas encore d'évaluation
- Tarea UIIIDocument5 pagesTarea UIIISamantha Reyna AlvarezPas encore d'évaluation
- SLJM Problemario 4Document5 pagesSLJM Problemario 4Sergio Luis Jimenez MartinezPas encore d'évaluation
- Morales Valtierra 2.1Document2 pagesMorales Valtierra 2.1Francisco SchuldinerPas encore d'évaluation
- Unidad Iii Parte 2 - Graficos Por AtributosDocument63 pagesUnidad Iii Parte 2 - Graficos Por AtributosTania EartPas encore d'évaluation
- Circuitos Impresos 2020Document2 pagesCircuitos Impresos 2020EimyPas encore d'évaluation
- AtributosDocument39 pagesAtributosKely Karen Ramos RiveraPas encore d'évaluation
- Examen Con Calculos y Minitab Unidad 3Document15 pagesExamen Con Calculos y Minitab Unidad 3Esteban AlvarezPas encore d'évaluation
- Guía de Capacidad de ProcesosDocument10 pagesGuía de Capacidad de ProcesosYalexa AplicanoiPas encore d'évaluation
- ZavalaDocument5 pagesZavalaEber LoliPas encore d'évaluation
- Manual Minitab PDFDocument27 pagesManual Minitab PDFAngel Moises BonillaPas encore d'évaluation
- Grafico Control PDocument1 pageGrafico Control Pdiego luis orozcoPas encore d'évaluation
- A-1 MergedDocument20 pagesA-1 MergedRoxana Palacios AzañeroPas encore d'évaluation
- O.T 192675 Troquel 3 Dah Bah 2 TupsiDocument3 pagesO.T 192675 Troquel 3 Dah Bah 2 TupsiManuel martinezPas encore d'évaluation
- Graf I Code ControlDocument6 pagesGraf I Code ControlAgustin BoettnerPas encore d'évaluation
- Gestion de Calidad Tr2-Davila MeraDocument32 pagesGestion de Calidad Tr2-Davila MeraDilmer davila mera100% (1)
- Capitulo 9Document22 pagesCapitulo 9Dante Palacios Valdiviezo100% (1)
- RIGLU69F1D9Document1 pageRIGLU69F1D9R Aldo T SejasPas encore d'évaluation
- Cartas de ControlDocument2 pagesCartas de ControlKellyPas encore d'évaluation
- 8a Ejemplo Cartas de Control Atributos P - NPDocument27 pages8a Ejemplo Cartas de Control Atributos P - NPSergio Labra AlvarezPas encore d'évaluation
- Examen de Analisis IiDocument7 pagesExamen de Analisis IiNelly TeodoroPas encore d'évaluation
- 14.2 Ejercicios #1Document1 page14.2 Ejercicios #1pablodgomezd10Pas encore d'évaluation
- CPK y CP Analisis Del Proceso EjeciciosDocument8 pagesCPK y CP Analisis Del Proceso Ejeciciosraul rodriguez juache0% (1)
- Trabajo Grupal Graficos de ControlDocument7 pagesTrabajo Grupal Graficos de ControlWilliam Santiago Núñez LópezPas encore d'évaluation
- 1 VC GESCAL Valor de ZDocument36 pages1 VC GESCAL Valor de Zjulissa milenaPas encore d'évaluation
- Ejercicios Mirna Uni3sDocument7 pagesEjercicios Mirna Uni3sFernandoPas encore d'évaluation
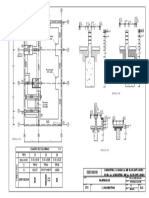
- 03-Cimentacion - (2) - Layout1Document1 page03-Cimentacion - (2) - Layout1Bryan Leon MamaniPas encore d'évaluation
- 2.7 Perfiles - TopografiaDocument1 page2.7 Perfiles - Topografiapaola aldanaPas encore d'évaluation
- ControlesDocument4 pagesControlesanon_551550537Pas encore d'évaluation
- 01 ArquitectonicoDocument1 page01 ArquitectonicoJose Antonio Cabrera GarfiasPas encore d'évaluation
- Examen Analisis II-matricesDocument10 pagesExamen Analisis II-matricesGeorge Luigui VTPas encore d'évaluation
- Ejercicio Grafico Atributo - XLSX YAHAIRA SANCHEZDocument14 pagesEjercicio Grafico Atributo - XLSX YAHAIRA SANCHEZVictor MoralesPas encore d'évaluation
- CEP Taller 07 2021-01 Grafico - Control ATRIBUTO-PDocument3 pagesCEP Taller 07 2021-01 Grafico - Control ATRIBUTO-PYosselin Mauricio GuevaraPas encore d'évaluation
- Cartas de Control 6 EjericiosDocument10 pagesCartas de Control 6 EjericiosKelly IvanovkhaPas encore d'évaluation
- Casa Plano Udal Corregido-Layout1Document1 pageCasa Plano Udal Corregido-Layout1Arq Eduardo DomínguezPas encore d'évaluation
- Examen Parcial de Analisis Ii - Reategui Huaman JherssyDocument21 pagesExamen Parcial de Analisis Ii - Reategui Huaman JherssyJherssy Reategui HuamanPas encore d'évaluation
- Aplicación Cartas de Control Por VariablesDocument16 pagesAplicación Cartas de Control Por VariablesRicardo Reyes VazquezPas encore d'évaluation
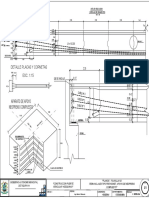
- Detalle Placas Y Cornetas ESC. 1:15: Eje de AnclajeDocument1 pageDetalle Placas Y Cornetas ESC. 1:15: Eje de AnclajewilderPas encore d'évaluation
- Modelo MMsDocument1 pageModelo MMsalfredo_r_24Pas encore d'évaluation
- Modificacion Final Segundo PisoDocument1 pageModificacion Final Segundo PisoFernando Ticona TiconaPas encore d'évaluation
- Vivienda de Dos Niveles TTDocument1 pageVivienda de Dos Niveles TTRober MalquiPas encore d'évaluation
- Tablas de Iteraccion Diseño Columna AceroDocument13 pagesTablas de Iteraccion Diseño Columna AceroJeffersonPas encore d'évaluation
- Cartas de ControlDocument16 pagesCartas de ControlanaPas encore d'évaluation
- Tabla T-Student y Distri. NormalDocument27 pagesTabla T-Student y Distri. NormalJessica GiraldoPas encore d'évaluation
- P-Sub Lote 1aDocument1 pageP-Sub Lote 1aYanet BarretoPas encore d'évaluation
- Ejercicio 16 Grupo 1Document7 pagesEjercicio 16 Grupo 1Ledvin PerdomoPas encore d'évaluation
- Resolucion de Los 4 Ejercicios de Manufactura Esbelta Trabajo (Grupal)Document4 pagesResolucion de Los 4 Ejercicios de Manufactura Esbelta Trabajo (Grupal)Silvia angelica Apaza diazPas encore d'évaluation
- Anclaje AlcayataDocument1 pageAnclaje AlcayataJuan Adrián Montaño MerloPas encore d'évaluation
- Diseño Estanque Tipo II - Ejercicio 2 PDFDocument1 pageDiseño Estanque Tipo II - Ejercicio 2 PDFJilMar SanchezPas encore d'évaluation
- Llaves Verticales Detalle "A": Vista en Planta - Seccion C-CDocument1 pageLlaves Verticales Detalle "A": Vista en Planta - Seccion C-CwilderPas encore d'évaluation
- A B C D: Distribución Nivel AzoteaDocument1 pageA B C D: Distribución Nivel AzoteaArnold FalcónPas encore d'évaluation
- 3.CVN-2-1595-0650-21 - SÑ - PP - Le-Rm - K0-K19 - 18-10-2022-Plano 15-35Document1 page3.CVN-2-1595-0650-21 - SÑ - PP - Le-Rm - K0-K19 - 18-10-2022-Plano 15-35CALIDAD CVNPas encore d'évaluation
- Clase Sincrónica Inv Oper Ii G3 Ind Ua 02 Marzo 22Document34 pagesClase Sincrónica Inv Oper Ii G3 Ind Ua 02 Marzo 22NELSON FABRICIO ZUÑIGA PORTILLOPas encore d'évaluation
- Clase Sincrónica Inv Oper Ii G3 Ind Ua 02 Mayo 22Document74 pagesClase Sincrónica Inv Oper Ii G3 Ind Ua 02 Mayo 22NELSON FABRICIO ZUÑIGA PORTILLOPas encore d'évaluation
- Formulario para La Grafica de Control de Variables (Control de Calidad) Ej 1Document5 pagesFormulario para La Grafica de Control de Variables (Control de Calidad) Ej 1Jorjais Mc CartneytooPas encore d'évaluation
- FORMULARIO PARA LA GRAFICA DE CONTROL DE VARIABLES (CONTROL DE CALIDAD) Ej 1Document5 pagesFORMULARIO PARA LA GRAFICA DE CONTROL DE VARIABLES (CONTROL DE CALIDAD) Ej 1Jorjais Mc CartneytooPas encore d'évaluation
- Final MonografiaDocument28 pagesFinal MonografiaDiana Parra SalazarPas encore d'évaluation
- LIBROdocxDocument107 pagesLIBROdocxDiana Parra SalazarPas encore d'évaluation
- 2018 1 Uni Cp3 Teoría y Problemas de PeDocument24 pages2018 1 Uni Cp3 Teoría y Problemas de PeDiana Parra SalazarPas encore d'évaluation
- FayconapiDocument2 pagesFayconapiDiana Parra SalazarPas encore d'évaluation
- Estudio de Un Puesto de Trabajo de CosturaDocument11 pagesEstudio de Un Puesto de Trabajo de CosturaDiana Parra SalazarPas encore d'évaluation
- Confecciones PDFDocument6 pagesConfecciones PDFDiana Parra SalazarPas encore d'évaluation
- Practico 3Document8 pagesPractico 3Diana Parra SalazarPas encore d'évaluation
- Curvas Caracteristicas Voltaje CorrienteDocument10 pagesCurvas Caracteristicas Voltaje CorrienteDiana Parra SalazarPas encore d'évaluation
- Caso Buena Estrella y Asociados SADocument12 pagesCaso Buena Estrella y Asociados SAGabriela PérezPas encore d'évaluation
- Epistola de La Interpretacion (Masarra)Document8 pagesEpistola de La Interpretacion (Masarra)mousescribdPas encore d'évaluation
- CRÓNICA CIENTÍFICA DE UN VIAJE POLÍTICO ALLENDE LOS MARES: LA EXPEDICIÓN MALASPINA - Andrés Galera. Departamento de Historia de La Ciencia. CSIC. MadridDocument19 pagesCRÓNICA CIENTÍFICA DE UN VIAJE POLÍTICO ALLENDE LOS MARES: LA EXPEDICIÓN MALASPINA - Andrés Galera. Departamento de Historia de La Ciencia. CSIC. MadridFundación Canaria Orotava de Historia de la CienciaPas encore d'évaluation
- Ejercicios de ConectoresDocument5 pagesEjercicios de Conectoresricard666Pas encore d'évaluation
- Rúbrica de Evaluación de Proyecto de PrácticaDocument4 pagesRúbrica de Evaluación de Proyecto de PrácticaJeria MaggyPas encore d'évaluation
- Bicicleta MantenimientoDocument4 pagesBicicleta MantenimientoRicardo Hernandez LopezPas encore d'évaluation
- Práctica. Ejercicios Sobre Unidades de Concentración - ResueltoDocument3 pagesPráctica. Ejercicios Sobre Unidades de Concentración - ResueltoAlmendra RiveraPas encore d'évaluation
- Actividad de Aprendizaje #01: Reflexionando Sobre El Medio Ambiente A Través Del ArteDocument3 pagesActividad de Aprendizaje #01: Reflexionando Sobre El Medio Ambiente A Través Del ArteJOSEPH VALENTINO GOMEZ BENITESPas encore d'évaluation
- Tarea 2 Justificacion y ObjetivosDocument2 pagesTarea 2 Justificacion y ObjetivosTecun Gudiel Helen DayanaPas encore d'évaluation
- Manual SurviveDocument5 pagesManual Surviveleos858Pas encore d'évaluation
- Re VistaDocument44 pagesRe VistajuliopanPas encore d'évaluation
- Conceptos de Well PerformanceDocument7 pagesConceptos de Well Performanceboris cedeñoPas encore d'évaluation
- ReGresion MultipleDocument36 pagesReGresion MultipleMarco BenitesPas encore d'évaluation
- It-006-2020 Soporte de Tuberias - Quimpac - Planta OquendoDocument3 pagesIt-006-2020 Soporte de Tuberias - Quimpac - Planta OquendoHhl ElvisPas encore d'évaluation
- Integrales Indefinidas InmediatasDocument6 pagesIntegrales Indefinidas InmediatasSONIA JESAMIN SERAFIN GARCIAPas encore d'évaluation
- Calculo EstribosDocument15 pagesCalculo EstribosJorge lopezPas encore d'évaluation
- Aguas AbajoDocument53 pagesAguas AbajoGrover AguilarPas encore d'évaluation
- Modulo I DsuamDocument32 pagesModulo I DsuamAlejandra CondigianiPas encore d'évaluation
- ISO 10014 2006 Directrices para La Obtencion de Beneficios Financieros y EconomicosDocument34 pagesISO 10014 2006 Directrices para La Obtencion de Beneficios Financieros y EconomicosJuan Felipe100% (1)
- Propaganda ElectoralDocument83 pagesPropaganda ElectoralRogelio LopezPas encore d'évaluation
- CotizaciónDocument2 pagesCotizaciónOsman ColinaPas encore d'évaluation
- Libro de Francisco Aparicio Izquierdo - Teoria de Vehículos Automóviles 352 357Document6 pagesLibro de Francisco Aparicio Izquierdo - Teoria de Vehículos Automóviles 352 357Freddy ChimboPas encore d'évaluation
- Catalogo GalvasidDocument32 pagesCatalogo GalvasidOscar AlonsoPas encore d'évaluation
- Ciudad y Poder en La Novela de Ferrara de Giorgio BassaniDocument17 pagesCiudad y Poder en La Novela de Ferrara de Giorgio BassaniCarolinaPas encore d'évaluation
- MANUAL FUSION 3 EspañolDocument32 pagesMANUAL FUSION 3 EspañolVicente Luna GarcíaPas encore d'évaluation
- Aporte Ecuaciones Lineales e InterpolacionDocument6 pagesAporte Ecuaciones Lineales e InterpolacionJoseGregorioSanchezArangoPas encore d'évaluation
- ACFrOgCkjcJ4L5NWKeG25x8Elg8y7bJ LDMmv6aKeb53yPHvwsb2nvquFns88BBrfKGn RUIt-gT5qUnyuyJ2odQaeprSJe8yY0lAh5ON5GZpwRz81DWI36ap1ATmJavF811HVS4 Y2Zapdk8VldDocument3 pagesACFrOgCkjcJ4L5NWKeG25x8Elg8y7bJ LDMmv6aKeb53yPHvwsb2nvquFns88BBrfKGn RUIt-gT5qUnyuyJ2odQaeprSJe8yY0lAh5ON5GZpwRz81DWI36ap1ATmJavF811HVS4 Y2Zapdk8VldAndres RennebergPas encore d'évaluation
- Áreas Funcionales de La EmpresaDocument4 pagesÁreas Funcionales de La EmpresaMayra P. NietoPas encore d'évaluation
- Modelo Resupuesto y CronogramaDocument7 pagesModelo Resupuesto y Cronogramaluz OspinaPas encore d'évaluation
- 01.04.23. Informe EHS - Modelo V03Document12 pages01.04.23. Informe EHS - Modelo V03VIVIANA YMELDA SANDOVAL TICLIAHUANCAPas encore d'évaluation