Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- DIN en 10270-1 - Engl - Januar 2012Document27 pagesDIN en 10270-1 - Engl - Januar 2012Mesquita VictorPas encore d'évaluation
- Options To Treat Refractory OresDocument35 pagesOptions To Treat Refractory OresAnonymous rBcspMzPPas encore d'évaluation
- SP-1097 DSS Welding Specs PDFDocument48 pagesSP-1097 DSS Welding Specs PDFHari Prakash GrandheyPas encore d'évaluation
- 12 Alloys - SDocument3 pages12 Alloys - SisabellePas encore d'évaluation
- Borrower's Log BookDocument20 pagesBorrower's Log BookZaire GalvezPas encore d'évaluation
- Astm F836M-16Document7 pagesAstm F836M-16arcadioscoPas encore d'évaluation
- HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Document4 pagesHPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Er Umesh RohitPas encore d'évaluation
- Stainless Steels For High Service Temperatures: Outokumpu Therma RangeDocument12 pagesStainless Steels For High Service Temperatures: Outokumpu Therma RangeAngel MendozaPas encore d'évaluation
- GostDocument4 pagesGostPinkuPas encore d'évaluation
- Material Data Sheet: Ferralium 255Document3 pagesMaterial Data Sheet: Ferralium 255fendix67% (3)
- K L E Society'S Polytechnic BAILHONGAL-591 102: "Water Jet Cutting"Document16 pagesK L E Society'S Polytechnic BAILHONGAL-591 102: "Water Jet Cutting"HmwDyPas encore d'évaluation
- Report Welding ISMA PDFDocument14 pagesReport Welding ISMA PDFMuhammad NaqiuddinPas encore d'évaluation
- Mecon Limited: Indian Iron Ore Scenario: Low Grade Iron Ore BeneficiationDocument19 pagesMecon Limited: Indian Iron Ore Scenario: Low Grade Iron Ore BeneficiationKalai SelvanPas encore d'évaluation
- Dental Amalgam: by Kazhan Omer AbdulrahmanDocument32 pagesDental Amalgam: by Kazhan Omer AbdulrahmanSyedMubeenYaserPas encore d'évaluation
- Aist 2022 Table of ContentDocument22 pagesAist 2022 Table of ContentJintendranath PathakPas encore d'évaluation
- Frank C. Porter Corrosion Resistance of Zinc and Zinc Alloys 1994Document532 pagesFrank C. Porter Corrosion Resistance of Zinc and Zinc Alloys 1994Carlos Bermejo Alvarez100% (1)
- Steel Catalog TatapdateDocument134 pagesSteel Catalog Tatapdateanbalaga_nPas encore d'évaluation
- Is 4454 Spring Steel WireDocument2 pagesIs 4454 Spring Steel Wireprasad.s.n KumarPas encore d'évaluation
- SM53C Datasheet, SM53C Property, SM53C Standard Specification, SM53C Standard DownloadDocument2 pagesSM53C Datasheet, SM53C Property, SM53C Standard Specification, SM53C Standard Downloadandi suntoroPas encore d'évaluation
- New Microsoft Office Excel WorksheetDocument11 pagesNew Microsoft Office Excel WorksheetUmar NazarPas encore d'évaluation
- MS 50002 Parte 1Document22 pagesMS 50002 Parte 1urias9050% (2)
- A Synonymous Description of Al-Zn Alloy in Different Casting ProcessDocument9 pagesA Synonymous Description of Al-Zn Alloy in Different Casting ProcessInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Welding Specifications ChartDocument1 pageWelding Specifications ChartAbhinit KumarPas encore d'évaluation
- Updated - Type Test Schedule - Ams 5719 - 16-12-2023 - SignedDocument13 pagesUpdated - Type Test Schedule - Ams 5719 - 16-12-2023 - SignedGyanendraPas encore d'évaluation
- F0111 300 Data SheetDocument1 pageF0111 300 Data SheetSehoon OhPas encore d'évaluation
- Welding Rod Selection PDFDocument1 pageWelding Rod Selection PDFBalasubramanian RasuPas encore d'évaluation
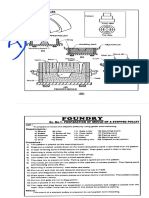
- Foundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyDocument4 pagesFoundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyAtshayaPas encore d'évaluation
- Assignment No.1 SolutionDocument4 pagesAssignment No.1 SolutionHazem AhmedPas encore d'évaluation
- Alloy Steel Wp11 Pipe Fittings ManufacturersDocument3 pagesAlloy Steel Wp11 Pipe Fittings ManufacturersspipingPas encore d'évaluation