Vous aimerez peut-être aussi
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsD'EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Abrasive Waterjet MachiningDocument54 pagesAbrasive Waterjet MachiningPrasad ChourePas encore d'évaluation
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionD'EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Thermal Energy ProcessesDocument60 pagesThermal Energy Processessefinehabayneh040Pas encore d'évaluation
- Unconventional MachiningDocument25 pagesUnconventional MachiningDittam SahaPas encore d'évaluation
- Abrasive Jet Machining Unit 2Document7 pagesAbrasive Jet Machining Unit 2anithayesurajPas encore d'évaluation
- Lec 9 & 10Document34 pagesLec 9 & 10Omar AssalPas encore d'évaluation
- U 5 P 2 UbmtsDocument47 pagesU 5 P 2 UbmtsAmara Sanjeevaiah GandhiPas encore d'évaluation
- Unconventional Machining ProcessDocument27 pagesUnconventional Machining ProcessNandam HarshithPas encore d'évaluation
- Introduction Working Principle Main Parts of Water Jet MachiningDocument12 pagesIntroduction Working Principle Main Parts of Water Jet MachiningSRIKANTH PATELPas encore d'évaluation
- ME2026 Uw PDFDocument39 pagesME2026 Uw PDFPrashant Rao MeshramPas encore d'évaluation
- Unit 2 1Document40 pagesUnit 2 1Dare DevilPas encore d'évaluation
- Modern ManufacturingDocument8 pagesModern Manufacturingমুকসেতিন আল রাজী রিফাতPas encore d'évaluation
- Institute of Technology & Management: Unconventional Machining ProcessDocument28 pagesInstitute of Technology & Management: Unconventional Machining ProcessAkash TripathiPas encore d'évaluation
- Seminar On Non Conventional MachiningDocument34 pagesSeminar On Non Conventional MachiningMohit Gulati60% (5)
- Unconventional Machining ProcessDocument10 pagesUnconventional Machining ProcessKiran BornarePas encore d'évaluation
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowPas encore d'évaluation
- Nontraditional Machining and Thermal Cutting ProcessesDocument26 pagesNontraditional Machining and Thermal Cutting ProcesseshassPas encore d'évaluation
- Electrochemical MachiningDocument12 pagesElectrochemical MachiningShubham PotePas encore d'évaluation
- Nontraditional MachiningDocument25 pagesNontraditional MachiningwabdushukurPas encore d'évaluation
- Electro-Chemical Deburring: - Sarvagya Sharma - 17BME095Document11 pagesElectro-Chemical Deburring: - Sarvagya Sharma - 17BME095SarvagyaPas encore d'évaluation
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiPas encore d'évaluation
- University of Engineering & Technology, Lahore, (GSPCT) GujratDocument14 pagesUniversity of Engineering & Technology, Lahore, (GSPCT) Gujratsham javedPas encore d'évaluation
- Program: B.Tech Subject Name: Manufacturing Technology Subject Code: ME-405 Semester: 4Document24 pagesProgram: B.Tech Subject Name: Manufacturing Technology Subject Code: ME-405 Semester: 4ROHIT MEHRAPas encore d'évaluation
- Ucmp Lecture NotesDocument66 pagesUcmp Lecture NotesBabu NarayananPas encore d'évaluation
- Unit-5 - Non Conventional Machining ProcessesDocument72 pagesUnit-5 - Non Conventional Machining ProcessesMichael AugustinePas encore d'évaluation
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDocument41 pagesElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaPas encore d'évaluation
- Unit 3Document40 pagesUnit 3Dare DevilPas encore d'évaluation
- Introduction To Non-Traditional - 57 - FDocument57 pagesIntroduction To Non-Traditional - 57 - FramadanPas encore d'évaluation
- Introduction To Non Conventional OperationsDocument13 pagesIntroduction To Non Conventional Operationssham javed100% (1)
- Machining ProcessesDocument6 pagesMachining ProcessesUsama AnsariPas encore d'évaluation
- Nontraditional Machining and Thermal Cutting ProcessesDocument26 pagesNontraditional Machining and Thermal Cutting ProcessesanilmechPas encore d'évaluation
- Mechanical Energy Based Unconventional Machining ProcessDocument7 pagesMechanical Energy Based Unconventional Machining ProcessSandeepKattaPas encore d'évaluation
- Unit 4Document45 pagesUnit 4bmm16957Pas encore d'évaluation
- Water Jet Machining: Presented By: PraveenDocument15 pagesWater Jet Machining: Presented By: PraveenAnonymous Cla9rHPas encore d'évaluation
- 9 Non Conventional MachiningDocument36 pages9 Non Conventional MachiningPrashant KuwarPas encore d'évaluation
- UcmpDocument44 pagesUcmpParanthaman RamanPas encore d'évaluation
- 9 - Nontraditional Machining (2hr-33 Slides)Document33 pages9 - Nontraditional Machining (2hr-33 Slides)Rahul SharmaPas encore d'évaluation
- AbrasiveDocument15 pagesAbrasiveShanmuganathanPas encore d'évaluation
- Non Conventional Machining MethodsDocument24 pagesNon Conventional Machining MethodsGaurav Nigam100% (1)
- Non Traditional MachininPPTDocument64 pagesNon Traditional MachininPPTpardhuduPas encore d'évaluation
- Advance Machining ProcessDocument201 pagesAdvance Machining ProcessAnmol SharmaPas encore d'évaluation
- Nontraditonal MacDocument74 pagesNontraditonal MacChintan ChaudhariPas encore d'évaluation
- Non Traditional Machining C 26Document52 pagesNon Traditional Machining C 26Ottoman Empire “Ottoman Empire wars”Pas encore d'évaluation
- Nontraditional Machining ProcessDocument86 pagesNontraditional Machining ProcessVarad DatePas encore d'évaluation
- Sreedhar 1Document49 pagesSreedhar 1Praveen KumarPas encore d'évaluation
- Chapter Five: Non-Traditional Machining Processes Dawit DebashDocument103 pagesChapter Five: Non-Traditional Machining Processes Dawit Debashchala nigussiePas encore d'évaluation
- 2.2.2. Applications: Me2026 Unconventional Machining Process 12Document6 pages2.2.2. Applications: Me2026 Unconventional Machining Process 12CHARANPas encore d'évaluation
- Abrassive Jet Machining Main FileDocument34 pagesAbrassive Jet Machining Main FilearjunPas encore d'évaluation
- Machining Melbin K Mathew: Abrasive JetDocument33 pagesMachining Melbin K Mathew: Abrasive JetHimesh MangalathuPas encore d'évaluation
- Non ConventionalDocument13 pagesNon ConventionalAkash KumarPas encore d'évaluation
- Abrasive Flow MachiningDocument6 pagesAbrasive Flow MachiningRadha KrishnaPas encore d'évaluation
- Unconventional Machining MethodDocument26 pagesUnconventional Machining MethodSNEHIL DHIMANPas encore d'évaluation
- Ime 3Document11 pagesIme 3pavan06mcePas encore d'évaluation
- 7 Hidrodynamic MachiningDocument14 pages7 Hidrodynamic Machiningrangga56Pas encore d'évaluation
- Abrasive Water Jet MachiningDocument9 pagesAbrasive Water Jet Machining20q91a0330mechPas encore d'évaluation
- Advanced Manufacturing - Water Jet Abrasive MachineDocument9 pagesAdvanced Manufacturing - Water Jet Abrasive MachinerosePas encore d'évaluation
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanPas encore d'évaluation
- Chemical Machining ProcessesDocument2 pagesChemical Machining ProcessesMuhammadHamzaPas encore d'évaluation
- WaterJet Scintefic ResearchDocument30 pagesWaterJet Scintefic ResearchYe TwoxPas encore d'évaluation
- Common Beginner Mistakes 1Document13 pagesCommon Beginner Mistakes 1karim94Pas encore d'évaluation
- FlyerDocument1 pageFlyerKali DasPas encore d'évaluation
- CAT 2008 Answer Key: 111 Series Section 1Document21 pagesCAT 2008 Answer Key: 111 Series Section 1Anand PatelPas encore d'évaluation
- Certificate of Appreciation: This Is To Certify ThatDocument1 pageCertificate of Appreciation: This Is To Certify ThatKali DasPas encore d'évaluation
- India Today 27.05.19Document180 pagesIndia Today 27.05.19ISO SRCAS0% (1)
- 2.1 Annexure PDFDocument6 pages2.1 Annexure PDFKali DasPas encore d'évaluation
- Force MeasurementDocument18 pagesForce MeasurementKali DasPas encore d'évaluation
- Short Notes For Heat Transfer - Docx 97.docx 93Document18 pagesShort Notes For Heat Transfer - Docx 97.docx 93kumarsumit1942Pas encore d'évaluation
- Sent Sms List 1Document1 pageSent Sms List 1Kali DasPas encore d'évaluation
- Force MeasurementDocument18 pagesForce MeasurementKali DasPas encore d'évaluation
- 7208-Hit Nov Dec 2016 Results PDFDocument94 pages7208-Hit Nov Dec 2016 Results PDFKali DasPas encore d'évaluation
- Sri Vidya College of Enginnering & Technology Course Material (Lecture Notes)Document35 pagesSri Vidya College of Enginnering & Technology Course Material (Lecture Notes)Kali DasPas encore d'évaluation
- Gmail - OTP For Login PDFDocument1 pageGmail - OTP For Login PDFKali DasPas encore d'évaluation
- Day 2Document2 pagesDay 2Kali DasPas encore d'évaluation
- DistrictWiseList324 PDFDocument4 pagesDistrictWiseList324 PDFKali DasPas encore d'évaluation
- TNEB Online Payment 2 PDFDocument1 pageTNEB Online Payment 2 PDFKali DasPas encore d'évaluation
- Explain The Sliding Mesh and Constant Mesh Gearbox With A Suitable SketchDocument1 pageExplain The Sliding Mesh and Constant Mesh Gearbox With A Suitable SketchKali DasPas encore d'évaluation
- A Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismDocument44 pagesA Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismKali DasPas encore d'évaluation
- Shape Memory AlloysDocument6 pagesShape Memory AlloysKali DasPas encore d'évaluation
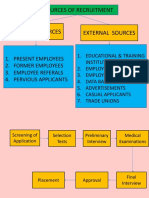
- Sources of Recruitment: 1. Present Employees 2. Former Employees 3. Employee Referals 4. Pervious ApplicantsDocument24 pagesSources of Recruitment: 1. Present Employees 2. Former Employees 3. Employee Referals 4. Pervious ApplicantsKali DasPas encore d'évaluation
- Dynamic Balancing MachineDocument1 pageDynamic Balancing MachineKali DasPas encore d'évaluation
- Shape Memory AlloysDocument6 pagesShape Memory AlloysKali DasPas encore d'évaluation
- A3ssignment 1Document1 pageA3ssignment 1Kali DasPas encore d'évaluation
- Graphics November - December 2011Document2 pagesGraphics November - December 2011Dmj Anbu RajPas encore d'évaluation
- Fluid Mechanics & MachinesDocument307 pagesFluid Mechanics & MachinesKBSMANIT100% (9)
- IplDocument26 pagesIplKali DasPas encore d'évaluation
- 1Document18 pages1Kali DasPas encore d'évaluation
- 2 Marks in Unit 5Document4 pages2 Marks in Unit 5Kali DasPas encore d'évaluation
- Lecture Notes - Sedimentation TankDocument45 pagesLecture Notes - Sedimentation TankJomer Levi PortuguezPas encore d'évaluation
- Question M.TechDocument5 pagesQuestion M.TechBabuli KumarPas encore d'évaluation
- Expansion Joints - Small Movements: Granor WIZFLEX Series "WZ"Document4 pagesExpansion Joints - Small Movements: Granor WIZFLEX Series "WZ"Eric VillenasPas encore d'évaluation
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsRaj singhPas encore d'évaluation
- WR155 Crankcase Cover PDFDocument1 pageWR155 Crankcase Cover PDFRandiPas encore d'évaluation
- Wooden Flatpack Stool: Step 1: Selecting TimberDocument11 pagesWooden Flatpack Stool: Step 1: Selecting TimberRod HyattPas encore d'évaluation
- BEL Q PaperDocument79 pagesBEL Q Papersrijin0% (1)
- Notes CNC ProgramDocument58 pagesNotes CNC Programzairul100% (1)
- 7117 PVC Gray HeavyDocument2 pages7117 PVC Gray Heavyzattie89Pas encore d'évaluation
- Moulding Sand Tesying - 11Document17 pagesMoulding Sand Tesying - 11firdoshansariPas encore d'évaluation
- Intro To LPEDocument10 pagesIntro To LPEBalasahebPas encore d'évaluation
- Llda Discharge Permit Application FormDocument2 pagesLlda Discharge Permit Application FormRoselyn Antonio Tabunda0% (1)
- Experiment No. 5: To Perform Threading Operation On LatheDocument5 pagesExperiment No. 5: To Perform Threading Operation On LatheHasnain Ashraf100% (1)
- Umesh Vishvakarma Sir Rahul Dev Sahu Nitesh Sahu Monendra SahuDocument10 pagesUmesh Vishvakarma Sir Rahul Dev Sahu Nitesh Sahu Monendra SahuMarina CdfmPas encore d'évaluation
- Getting The Most From The MFT Multifunction TableDocument52 pagesGetting The Most From The MFT Multifunction TableamayarPas encore d'évaluation
- Paper Cutting MachineDocument10 pagesPaper Cutting MachineApoorv BansalPas encore d'évaluation
- Havi Rae Form Hf001Document2 pagesHavi Rae Form Hf001mevansmetreelPas encore d'évaluation
- AGC Catalogus Part 1Document8 pagesAGC Catalogus Part 1Gersom WurstenPas encore d'évaluation
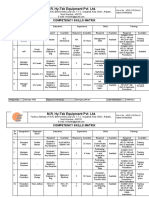
- MRH Competence Skill Matrix - To CheckDocument7 pagesMRH Competence Skill Matrix - To CheckParag WadekarPas encore d'évaluation
- List 1 Approved Steelmakers and Manufacturers of Rolled Steel Plates, Strip, Sections & BarsDocument76 pagesList 1 Approved Steelmakers and Manufacturers of Rolled Steel Plates, Strip, Sections & Barskhan4luvPas encore d'évaluation
- Training Plan CommonDocument10 pagesTraining Plan CommonArt RetirePas encore d'évaluation
- BMP - RollingDocument46 pagesBMP - Rollingmantra2010Pas encore d'évaluation
- M - ENG - DIS v1.2Document96 pagesM - ENG - DIS v1.2sunthron somchaiPas encore d'évaluation
- Ss Engineering Works: GST No.: 27AUTPN0369A1ZIDocument19 pagesSs Engineering Works: GST No.: 27AUTPN0369A1ZIFCP GHUGEPas encore d'évaluation
- Countersink, Counterbore & SpotfaceDocument8 pagesCountersink, Counterbore & SpotfaceŤhe Đûke100% (1)
- Drill Collar BehnamDocument2 pagesDrill Collar BehnamBehnamPas encore d'évaluation
- Product Sheet B25 SwepDocument2 pagesProduct Sheet B25 SwepCristian BontasPas encore d'évaluation
- EI ServicesDocument2 pagesEI ServicesAnonymous P8Bt46mk5IPas encore d'évaluation
- Mini Pleat Medium Filter f6 f9Document3 pagesMini Pleat Medium Filter f6 f9sandroPas encore d'évaluation
- List F1929 - StocktypeDocument37 pagesList F1929 - StocktypeRizki HardiansyahPas encore d'évaluation