Vous aimerez peut-être aussi
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasD'EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasPas encore d'évaluation
- An Anainst 020-En ADocument4 pagesAn Anainst 020-En AKamal DubeyPas encore d'évaluation
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsD'EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerPas encore d'évaluation
- Circulating Fluidized Bed Design ApproachDocument6 pagesCirculating Fluidized Bed Design Approachjomolt41559Pas encore d'évaluation
- Accurat Combustion Gas Measurement in Coal PlantDocument4 pagesAccurat Combustion Gas Measurement in Coal PlantNaeemuddinPas encore d'évaluation
- CPT-321 - 13 - Model of A Coal BoilerDocument32 pagesCPT-321 - 13 - Model of A Coal BoilerJeeEianYannPas encore d'évaluation
- Boilers Energy BalanceDocument4 pagesBoilers Energy Balancemaw222Pas encore d'évaluation
- CarbonMitigationPaper PDFDocument13 pagesCarbonMitigationPaper PDFVeerabhadra Rao KorimilliPas encore d'évaluation
- Low Sulfer Coal BlendingDocument18 pagesLow Sulfer Coal BlendingSuparjianto Qhaedir Al FaatihPas encore d'évaluation
- Coal Blending PDFDocument0 pageCoal Blending PDFsatyan_goelPas encore d'évaluation
- CDU 03 CO ControlDocument19 pagesCDU 03 CO Controlrvkumar61Pas encore d'évaluation
- Cofiring of Rice Straw and Coal in A Coal-Fired Utility Boiler: Thermodynamic AnalysisDocument9 pagesCofiring of Rice Straw and Coal in A Coal-Fired Utility Boiler: Thermodynamic AnalysisraphaelmiyakePas encore d'évaluation
- Carbon MasterDocument3 pagesCarbon Masterqualle13Pas encore d'évaluation
- Performance and Input Output RelationshipsDocument6 pagesPerformance and Input Output RelationshipsAPIPas encore d'évaluation
- TP CFB 12 03 PDFDocument16 pagesTP CFB 12 03 PDFKim Howard CastilloPas encore d'évaluation
- TP CFB 12 03Document16 pagesTP CFB 12 03Harish MechPas encore d'évaluation
- Coal Drying - Paper 1Document12 pagesCoal Drying - Paper 1Arshad RangwalaPas encore d'évaluation
- Fuel 79 (1155 1160)Document6 pagesFuel 79 (1155 1160)Melina DVilla Silva LimaPas encore d'évaluation
- Coal Combustion Analysis Tool in Coal Fired Power Plant For Slagging and Fouling GuidelinesDocument8 pagesCoal Combustion Analysis Tool in Coal Fired Power Plant For Slagging and Fouling GuidelinesAnis SuryadiPas encore d'évaluation
- Double Downshot BoilersDocument9 pagesDouble Downshot BoilersNaveen ShettyPas encore d'évaluation
- Impact of Pci in Blast FurnaceDocument11 pagesImpact of Pci in Blast FurnaceSableen SinghPas encore d'évaluation
- Effect of Coal Moisture On Denitration Efficiency and Boiler EconomyDocument7 pagesEffect of Coal Moisture On Denitration Efficiency and Boiler EconomyRc TuppalPas encore d'évaluation
- Predicting Combustibles in Pulverized Coal Fired Boilers PDFDocument2 pagesPredicting Combustibles in Pulverized Coal Fired Boilers PDFrajeshwariPas encore d'évaluation
- Alliance Experiencing Over 97% Reliability With New Gas Turbine UpgradeDocument4 pagesAlliance Experiencing Over 97% Reliability With New Gas Turbine Upgradeherysyam1980Pas encore d'évaluation
- Supercritical Boiler Options FOR Firing Low Volatile Chinese CoalsDocument20 pagesSupercritical Boiler Options FOR Firing Low Volatile Chinese CoalsUday GautamPas encore d'évaluation
- Boiler & Turbine Efficiency: Rohit Verma Dy - Director NPTI, FaridabadDocument77 pagesBoiler & Turbine Efficiency: Rohit Verma Dy - Director NPTI, FaridabadLakshya Soni100% (3)
- Rpi Ss HoosierDocument2 pagesRpi Ss HoosierCHI RENPas encore d'évaluation
- Coke Oven Heating ControlDocument11 pagesCoke Oven Heating ControlB Chakraborty100% (2)
- Coke Quality and Thermal Reserve Zone PDFDocument6 pagesCoke Quality and Thermal Reserve Zone PDFhalder_kalyan9216Pas encore d'évaluation
- Optimization Control of Industrial Boiler Furnace Combustion Based On Genetic AlgorithmDocument5 pagesOptimization Control of Industrial Boiler Furnace Combustion Based On Genetic AlgorithmrafaelfbacharelPas encore d'évaluation
- 7.RPR FY2018 17 Chapter-3Document16 pages7.RPR FY2018 17 Chapter-3Janelle D. Puti-anPas encore d'évaluation
- Boiler Coal Combustion: Operation PerspectiveDocument42 pagesBoiler Coal Combustion: Operation PerspectiveDevendra Singh DhakreyPas encore d'évaluation
- Using Hydrogen in Fuel To Eliminate CO2 Emissions in Fired HeatersDocument5 pagesUsing Hydrogen in Fuel To Eliminate CO2 Emissions in Fired HeatersJeffrey Ryan LindmarkPas encore d'évaluation
- Cost & Management Accounting: Process Manual, West BokaroDocument18 pagesCost & Management Accounting: Process Manual, West BokaroNagbhushan SinghPas encore d'évaluation
- Leu 16Document2 pagesLeu 16suderPas encore d'évaluation
- Factors Affecting PCI PDFDocument11 pagesFactors Affecting PCI PDFROWHEITPas encore d'évaluation
- Clyde Bergemann PDFDocument6 pagesClyde Bergemann PDFenjineringPas encore d'évaluation
- Co-Firing of Biomass and Opportunity Fuels in Low Nox BurnersDocument12 pagesCo-Firing of Biomass and Opportunity Fuels in Low Nox BurnersAnatoly RapoportPas encore d'évaluation
- BoilerOpt Presentation - PJBDocument21 pagesBoilerOpt Presentation - PJBenjineringPas encore d'évaluation
- PotentialofpeoDocument15 pagesPotentialofpeochirag_parekh7620046590Pas encore d'évaluation
- Powder Technology: Ruifeng Ding, Jingjing Dong, Man Zhang, Hairui Yang, Junfu LVDocument6 pagesPowder Technology: Ruifeng Ding, Jingjing Dong, Man Zhang, Hairui Yang, Junfu LVoctober monthPas encore d'évaluation
- Cates AISTech 2010Document6 pagesCates AISTech 2010Edgar Jose Gandara MarmolejoPas encore d'évaluation
- Ultra Supercritical BoilerDocument10 pagesUltra Supercritical Boilerzsuzsapogats04100% (2)
- Article From Coal To Biomass at MN PowerDocument3 pagesArticle From Coal To Biomass at MN PowerCory LukerPas encore d'évaluation
- Monitoring and Modelling Gas Side Fouling Biomass BoilerDocument7 pagesMonitoring and Modelling Gas Side Fouling Biomass BoilermsoyoralPas encore d'évaluation
- Coal BlendingDocument8 pagesCoal BlendingSrikanth SrikantiPas encore d'évaluation
- Numerical Simulation of The Effect of Sa/Pa On Combustion and Flow Characteristics in A Front-Rear Burner 400 Mwe BoilerDocument9 pagesNumerical Simulation of The Effect of Sa/Pa On Combustion and Flow Characteristics in A Front-Rear Burner 400 Mwe BoilerFaridPas encore d'évaluation
- CoalDocument23 pagesCoalhinaPas encore d'évaluation
- Mill Performance: Ravi Satyapal Mohammad Javed Pratik SinghDocument39 pagesMill Performance: Ravi Satyapal Mohammad Javed Pratik SinghRavi Satyapal100% (1)
- Coal Quality and SLagDocument35 pagesCoal Quality and SLagclparkPas encore d'évaluation
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pages24th Annual International Pittsburgh Coal 2007 WixAmauche OgePas encore d'évaluation
- Heat - Mass Balance at ULCOS PDFDocument3 pagesHeat - Mass Balance at ULCOS PDFROWHEITPas encore d'évaluation
- O2 and CO Reduction at Combustion PlantsDocument6 pagesO2 and CO Reduction at Combustion Plantsdeniz ümit bayraktutarPas encore d'évaluation
- Development of Mill-Burner System For Low-Rank Coal With Super-High MoistureDocument8 pagesDevelopment of Mill-Burner System For Low-Rank Coal With Super-High Moisturedoxa mariaPas encore d'évaluation
- Chap 02Document5 pagesChap 02megahedmPas encore d'évaluation
- Leu 61Document2 pagesLeu 61Manivannan Rajasabai RPas encore d'évaluation
- Integrated CHP Using Ultra-Low-Nox Supplemental FiringDocument11 pagesIntegrated CHP Using Ultra-Low-Nox Supplemental FiringOmar SelamiPas encore d'évaluation
- Aalborg KbsaDocument2 pagesAalborg KbsadotatchuongPas encore d'évaluation
- E 10% - % E 121 Pipe2: United StatesDocument9 pagesE 10% - % E 121 Pipe2: United StatesThang Cao DaiPas encore d'évaluation
- Fine Tuning A CFBC Boiler PDFDocument12 pagesFine Tuning A CFBC Boiler PDFrikumohanPas encore d'évaluation
- Makita 2708Document29 pagesMakita 2708Reuel JacintoPas encore d'évaluation
- Aeroshell Fluid 41 PdsDocument2 pagesAeroshell Fluid 41 Pdsja.moreno930Pas encore d'évaluation
- IRF350Document7 pagesIRF350sanniviPas encore d'évaluation
- Oil & Gas Asset Integrity IssuesDocument15 pagesOil & Gas Asset Integrity Issuesyogolain100% (2)
- Panel 01-Eldora-Grand-1500V-2021-R01 - G1Document2 pagesPanel 01-Eldora-Grand-1500V-2021-R01 - G1DHAVAL SHAHPas encore d'évaluation
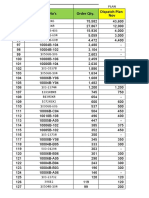
- Order Qty Vs Dispatch Plan - 04 11 20Document13 pagesOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPPas encore d'évaluation
- Sluice Gates ExportDocument20 pagesSluice Gates ExportsaishankarlPas encore d'évaluation
- ChemCAD and ConcepSys AIChE Spring 09Document28 pagesChemCAD and ConcepSys AIChE Spring 09ConcepSys Solutions LLCPas encore d'évaluation
- Chapter 2 - 2 Plane Curvilinear MotionDocument37 pagesChapter 2 - 2 Plane Curvilinear MotionAlfredo Ruiz ValenciaPas encore d'évaluation
- 3-Axially Loaded Compresion Members PDFDocument37 pages3-Axially Loaded Compresion Members PDFKellen BrumbaughPas encore d'évaluation
- Delhi Public School Bangalore North ACADEMIC SESSION 2021-2022 Ut2 Revision Work Sheet TOPIC: Sorting Materials Into Group Answer KeyDocument6 pagesDelhi Public School Bangalore North ACADEMIC SESSION 2021-2022 Ut2 Revision Work Sheet TOPIC: Sorting Materials Into Group Answer KeySumukh MullangiPas encore d'évaluation
- Phase DiagramDocument36 pagesPhase Diagramzainal arifinPas encore d'évaluation
- 25252525Document38 pages25252525Ivan GonzalezPas encore d'évaluation
- Estimation Software For Presure VesselDocument36 pagesEstimation Software For Presure VesselKarthikeyan Shanmugavel0% (1)
- ZF CAT EBook Oil-Filters-Construction-Agricultural-Machinery-Transmissions 50114 201806 V02 IN PDFDocument142 pagesZF CAT EBook Oil-Filters-Construction-Agricultural-Machinery-Transmissions 50114 201806 V02 IN PDFdeisy ortegaPas encore d'évaluation
- Good Practices in Government Resource Planning, Developed Vs Developing CountriesDocument11 pagesGood Practices in Government Resource Planning, Developed Vs Developing CountriesFreeBalanceGRPPas encore d'évaluation
- FR-8x Editor Eng01 WDocument8 pagesFR-8x Editor Eng01 WRadulian Daniel100% (1)
- TDS Sadechaf UVACRYL 2151 - v9Document5 pagesTDS Sadechaf UVACRYL 2151 - v9Alex MacabuPas encore d'évaluation
- Published Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsDocument8 pagesPublished Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsCristián JiménezPas encore d'évaluation
- TechSpec MistralDocument4 pagesTechSpec MistralScarab SweepersPas encore d'évaluation
- Programming Bayes Rule OptionalDocument17 pagesProgramming Bayes Rule OptionalajuhaseenPas encore d'évaluation
- G270han01 V0Document26 pagesG270han01 V0NemkoPas encore d'évaluation
- Shifting Meterials: Ground Floor ReceptionDocument3 pagesShifting Meterials: Ground Floor Receptionvishwas pandithPas encore d'évaluation
- Vibration - Electrical or Mechanical - EASADocument3 pagesVibration - Electrical or Mechanical - EASAGilbPas encore d'évaluation
- An 80-Mg Railroad Engine A Coasting at 6.5 KM - H Strikes A 20Document4 pagesAn 80-Mg Railroad Engine A Coasting at 6.5 KM - H Strikes A 20Aura Milena Martinez ChavarroPas encore d'évaluation
- Module002 LaboratoryExercise002Document2 pagesModule002 LaboratoryExercise002Joaquin SmithPas encore d'évaluation
- Magneto Hydro Dynamics PresentationDocument19 pagesMagneto Hydro Dynamics PresentationVipul GuptaPas encore d'évaluation
- Ofdma: LTE Air Interface CourseDocument63 pagesOfdma: LTE Air Interface CourseAkhtar KhanPas encore d'évaluation
- Noise Optimization in Sensor Signal Conditioning Circuit Part IDocument37 pagesNoise Optimization in Sensor Signal Conditioning Circuit Part Iyzhao148Pas encore d'évaluation
- 1Document100 pages1Niomi GolraiPas encore d'évaluation
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Well Integrity for Workovers and RecompletionsD'EverandWell Integrity for Workovers and RecompletionsÉvaluation : 5 sur 5 étoiles5/5 (3)
- Flow Analysis for Hydrocarbon Pipeline EngineeringD'EverandFlow Analysis for Hydrocarbon Pipeline EngineeringPas encore d'évaluation
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsD'EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsPas encore d'évaluation
- Casing and Liners for Drilling and Completion: Design and ApplicationD'EverandCasing and Liners for Drilling and Completion: Design and ApplicationÉvaluation : 5 sur 5 étoiles5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideD'EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideÉvaluation : 2 sur 5 étoiles2/5 (1)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesD'EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Advanced Production Decline Analysis and ApplicationD'EverandAdvanced Production Decline Analysis and ApplicationÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsD'EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsPas encore d'évaluation
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesD'EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesPas encore d'évaluation
- Acquisition and Processing of Marine Seismic DataD'EverandAcquisition and Processing of Marine Seismic DataÉvaluation : 4 sur 5 étoiles4/5 (4)
- Practical Reservoir Engineering and CharacterizationD'EverandPractical Reservoir Engineering and CharacterizationÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Abrasive Water Jet Perforation and Multi-Stage FracturingD'EverandAbrasive Water Jet Perforation and Multi-Stage FracturingPas encore d'évaluation
- Guide to the Practical Use of Chemicals in Refineries and PipelinesD'EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Petroleum Engineering Handbook: Sustainable OperationsD'EverandThe Petroleum Engineering Handbook: Sustainable OperationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (5)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonD'Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonPas encore d'évaluation