Vous aimerez peut-être aussi
- Informe de Las Perlas de BoraxDocument11 pagesInforme de Las Perlas de Boraxhualaycho40% (5)
- Sistema de Proteccion Anticorrosiva para TuberiasDocument25 pagesSistema de Proteccion Anticorrosiva para Tuberiasmarcelo hizaPas encore d'évaluation
- Recubrimientos AnticorrosivosDocument16 pagesRecubrimientos AnticorrosivosCarl BlackPas encore d'évaluation
- Cuadro ComparativoDocument2 pagesCuadro ComparativoSOFIA RAMOS CASTILLOPas encore d'évaluation
- Manual Del Concreto Estructural de J. PorreroDocument255 pagesManual Del Concreto Estructural de J. PorreroEliKax!50% (4)
- Los Detalles Constructivos de Las Tenso EstructurasDocument22 pagesLos Detalles Constructivos de Las Tenso Estructurasfakius_84Pas encore d'évaluation
- Preparación de soportes para revestir. EOCB0209D'EverandPreparación de soportes para revestir. EOCB0209Pas encore d'évaluation
- METALIZADODocument9 pagesMETALIZADODyddier RojasPas encore d'évaluation
- Tema 7. Tipos de Reacciones Químicas y Balance de EcuacionesDocument38 pagesTema 7. Tipos de Reacciones Químicas y Balance de Ecuacionesmichael mamaniPas encore d'évaluation
- Ingeniería de Superficies en El Desarrollo de Materiales AvanzadosDocument3 pagesIngeniería de Superficies en El Desarrollo de Materiales AvanzadosCassandra RosalesPas encore d'évaluation
- Tribologia de Los Recubrimientos DurosDocument63 pagesTribologia de Los Recubrimientos Durosj3r007Pas encore d'évaluation
- Análisis Del Ciclo de Vida de Los Procesos de Recubrimiento Metálico de TermoplásticosDocument4 pagesAnálisis Del Ciclo de Vida de Los Procesos de Recubrimiento Metálico de TermoplásticosErick TapiaPas encore d'évaluation
- Importancia de Los RecubrimientosDocument4 pagesImportancia de Los RecubrimientosricardoPas encore d'évaluation
- Recubrimientos AnticorrosivosDocument16 pagesRecubrimientos AnticorrosivosBazar Segunda OportunidadPas encore d'évaluation
- Proyecto Materiales CompuestosDocument12 pagesProyecto Materiales CompuestosSERGIO ANDRES RAMIREZ FLOREZPas encore d'évaluation
- Marco Teorico para Thermal Coating Tipo Havof y HvafDocument41 pagesMarco Teorico para Thermal Coating Tipo Havof y HvafERAM Ingeniería de mantenimiento Ltda.Pas encore d'évaluation
- Tarea 1Document7 pagesTarea 1Miranda BenavidesPas encore d'évaluation
- Evaluación de Sistemas Anticorrosivos Polimericos Base AcuosaDocument11 pagesEvaluación de Sistemas Anticorrosivos Polimericos Base AcuosaOswaldo Perez MayetPas encore d'évaluation
- S1-Materiales de Construccion 2022-2Document36 pagesS1-Materiales de Construccion 2022-2Julio Cristhian Cotrina ReyesPas encore d'évaluation
- Asignacion 1Document9 pagesAsignacion 1Bryan AppletonPas encore d'évaluation
- Recubrimientos EspejoDocument14 pagesRecubrimientos EspejoCarolina LeonPas encore d'évaluation
- Mantenimiento - Superficies CorrosionDocument124 pagesMantenimiento - Superficies CorrosionJuan R. Uribe PichiriloPas encore d'évaluation
- Ingenieria de SuperficiesDocument3 pagesIngenieria de SuperficiesLaura MirandaPas encore d'évaluation
- Deterioro Por Corrosión de Elementos de Concreto ArmadoDocument19 pagesDeterioro Por Corrosión de Elementos de Concreto ArmadoDiana MedinaPas encore d'évaluation
- Recubrimiento de Plático Con Metales (Informe Final)Document21 pagesRecubrimiento de Plático Con Metales (Informe Final)Emerxom ECPas encore d'évaluation
- Adhesivos Construccion Reparacion Estruct Concret%Sika Informaciones TecnicasDocument10 pagesAdhesivos Construccion Reparacion Estruct Concret%Sika Informaciones Tecnicasandresmontero4187Pas encore d'évaluation
- Final Estudio de Desgatse Por DeslizamientoDocument34 pagesFinal Estudio de Desgatse Por DeslizamientoLAURA SOFIA PACCI JIMENEZPas encore d'évaluation
- Ensayo de Materiales II - Taller 1 - Grupo 2Document6 pagesEnsayo de Materiales II - Taller 1 - Grupo 2Stiven AllaucaPas encore d'évaluation
- Abastecimiento de Agua UNIDAD 3Document43 pagesAbastecimiento de Agua UNIDAD 3Maria Elizabeth Vicente MoralesPas encore d'évaluation
- Recubrimiento de SuperficiesDocument9 pagesRecubrimiento de SuperficiesJohan AcevedoPas encore d'évaluation
- MATERIALESCOMPUESTOSDocument100 pagesMATERIALESCOMPUESTOSJorge Hölck VásquezPas encore d'évaluation
- Informe DesgasteDocument4 pagesInforme DesgastesdquinteropPas encore d'évaluation
- Reporte de La VarillaDocument10 pagesReporte de La VarillaDark DaisukePas encore d'évaluation
- Trabajo Selección de Materiales FinalDocument13 pagesTrabajo Selección de Materiales FinalJesus Guerrero100% (1)
- Corrosion Acelerada en Medio Salino Y Adherencia de SistemaDocument8 pagesCorrosion Acelerada en Medio Salino Y Adherencia de SistemaOmar Reinoso TigrePas encore d'évaluation
- Cap 00Document18 pagesCap 00Dianita DeviaPas encore d'évaluation
- Agalloch Se Inicia Como Un Proyecto de John Haughm y Shane BreyerDocument5 pagesAgalloch Se Inicia Como Un Proyecto de John Haughm y Shane BreyerDANIEL OLVERAPas encore d'évaluation
- Propiedades Mecanicas V.2Document28 pagesPropiedades Mecanicas V.2sebastian caperaPas encore d'évaluation
- 51-57 Analisis de La RelacionDocument7 pages51-57 Analisis de La RelacionelimayaralPas encore d'évaluation
- Primera UnidadDocument2 pagesPrimera UnidadMercedes Layme LaymePas encore d'évaluation
- Trabajo de TribologiaDocument6 pagesTrabajo de TribologiaJadira MoyaPas encore d'évaluation
- Asignacion 4 CorrosionDocument23 pagesAsignacion 4 CorrosionAquiles ReyesPas encore d'évaluation
- Protección Contra El Deterioro y La Falla en Los MaterialesDocument7 pagesProtección Contra El Deterioro y La Falla en Los MaterialesLady Alejandra Gonzalez FrancoPas encore d'évaluation
- Dialnet PropiedadesDeConcretosYMorterosModificadosConNanom 6178185 PDFDocument18 pagesDialnet PropiedadesDeConcretosYMorterosModificadosConNanom 6178185 PDFPablo Nieto OronaPas encore d'évaluation
- Foro 2 GVPDocument3 pagesForo 2 GVPaylin massielPas encore d'évaluation
- ACV TermoplasticosDocument6 pagesACV TermoplasticosLuis RoyoPas encore d'évaluation
- Tecnicas y Prevencion en Concreto 1Document6 pagesTecnicas y Prevencion en Concreto 1Bulltz 1989Pas encore d'évaluation
- 10 Trabajo Procesos IndustrialesDocument16 pages10 Trabajo Procesos IndustrialesLuzmila Palencia arevaloPas encore d'évaluation
- 01a Los Materiales-Apunte PDFDocument26 pages01a Los Materiales-Apunte PDFNoelia AvilésPas encore d'évaluation
- ALBAÑILERIA ESTRUCTURAL TecnoporDocument32 pagesALBAÑILERIA ESTRUCTURAL TecnoporRicardo ApazaPas encore d'évaluation
- ALBAÑILERIA ESTRUCTURAL CauchoDocument27 pagesALBAÑILERIA ESTRUCTURAL CauchoRicardo ApazaPas encore d'évaluation
- Pretratamiento de SuperficiesDocument8 pagesPretratamiento de SuperficiesCamilo SanchezPas encore d'évaluation
- Realidad Problemática ESTUDIARDocument5 pagesRealidad Problemática ESTUDIARKevin VásquezPas encore d'évaluation
- Ensayo 2Document4 pagesEnsayo 2jhonatan rosalesPas encore d'évaluation
- Concreto de Alta ResistenciaDocument10 pagesConcreto de Alta ResistenciaWagner Zarzosa BroncanoPas encore d'évaluation
- Estudio de Los MATERIALES COMPUESTOSDocument22 pagesEstudio de Los MATERIALES COMPUESTOSLuis Raul Delgado ChavezPas encore d'évaluation
- Segundo Avance UPNDocument4 pagesSegundo Avance UPNGuevara Barrantes PieroPas encore d'évaluation
- Trabajo de Materiales JJDocument5 pagesTrabajo de Materiales JJJose RamosPas encore d'évaluation
- Conceptos Generales de Materiales de ConstruccionDocument6 pagesConceptos Generales de Materiales de ConstruccionReynaldo Enrique Condori GuzmánPas encore d'évaluation
- Protección Contra La Corrosión - Recubrimiento Con Polímeros - METALOGRAFÍA - UNIVERSIDAD TECNOLDocument26 pagesProtección Contra La Corrosión - Recubrimiento Con Polímeros - METALOGRAFÍA - UNIVERSIDAD TECNOLSami0% (1)
- Informe Materiales IVDocument8 pagesInforme Materiales IVDaniel VergaraPas encore d'évaluation
- Protocolo de Investigacion Sustituto de Pintura AnticorrosivaDocument22 pagesProtocolo de Investigacion Sustituto de Pintura AnticorrosivaKevin ReyesPas encore d'évaluation
- Aplicaciones T6Document6 pagesAplicaciones T6Adán VázquezPas encore d'évaluation
- Conformado de Cerámicas Tradicionales y AvanzadasDocument30 pagesConformado de Cerámicas Tradicionales y AvanzadasEliKax!Pas encore d'évaluation
- Ejercicios de Simetría en 2DDocument3 pagesEjercicios de Simetría en 2DEliKax!Pas encore d'évaluation
- Conformado A Partir de PolvosDocument21 pagesConformado A Partir de PolvosEliKax!Pas encore d'évaluation
- Cap 1 - Espectrómetros Infrarrojos Dispersivos - Infrared Spectroscopy - Barbara StuartDocument4 pagesCap 1 - Espectrómetros Infrarrojos Dispersivos - Infrared Spectroscopy - Barbara StuartEliKax!Pas encore d'évaluation
- Temperatura Transición VítreaDocument20 pagesTemperatura Transición VítreaEliKax!Pas encore d'évaluation
- Cristalización - Fusión de PolímerosDocument36 pagesCristalización - Fusión de PolímerosEliKax!Pas encore d'évaluation
- Recubrimientos Metálicos - Galvanizado ElectrolíticoDocument25 pagesRecubrimientos Metálicos - Galvanizado ElectrolíticoEliKax!Pas encore d'évaluation
- Parcial Ciencias de Los Materiales USBDocument4 pagesParcial Ciencias de Los Materiales USBEliKax!Pas encore d'évaluation
- Practica ElectronesDocument13 pagesPractica ElectronesEliKax!Pas encore d'évaluation
- ... Cuenca Del Rio Olleros - IIDocument40 pages... Cuenca Del Rio Olleros - IIMirtha CervantesPas encore d'évaluation
- Act Eval. de Mejoramiento Grado 11Document1 pageAct Eval. de Mejoramiento Grado 11Anonymous wPvhsjoPas encore d'évaluation
- Antecedentes Alcoholes PrimariosDocument5 pagesAntecedentes Alcoholes PrimariosHumberto Flores LealPas encore d'évaluation
- Practica 3 AacDocument6 pagesPractica 3 AacEspinosa Nava Julio CésarPas encore d'évaluation
- Universidad Tecnologica Del Sureste de VDocument17 pagesUniversidad Tecnologica Del Sureste de Vkoos casimil coaquira pariPas encore d'évaluation
- Juarez Cubas Damaris - LAB 8Document12 pagesJuarez Cubas Damaris - LAB 8Damaris Juarez CubasPas encore d'évaluation
- Aficionados A La Medicina FacMed UNAM y Otras Cosas..Document12 pagesAficionados A La Medicina FacMed UNAM y Otras Cosas..mikelwwPas encore d'évaluation
- 12 Reacciones QuímicasDocument18 pages12 Reacciones QuímicasAracelly rojasPas encore d'évaluation
- Potenciales TermodinámicosDocument2 pagesPotenciales TermodinámicosIvan Alejandro Bonfil RiveraPas encore d'évaluation
- Diseño Multifactorial para El Análisis de Un AgenteDocument8 pagesDiseño Multifactorial para El Análisis de Un AgenteDaniel Mateus CastilloPas encore d'évaluation
- HUMEDALES: La Red Vital Que Nos ConectaDocument222 pagesHUMEDALES: La Red Vital Que Nos ConectaCrispulo Marrero100% (1)
- Practica 5 ElectroquimicaDocument11 pagesPractica 5 ElectroquimicaDaniel SalcedoPas encore d'évaluation
- Propiedades FFQQDocument8 pagesPropiedades FFQQVeronica GrandaPas encore d'évaluation
- Informe Parcial #1Document103 pagesInforme Parcial #1irving_mendoza_58Pas encore d'évaluation
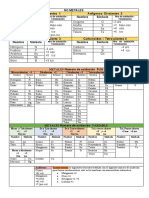
- Tabla Metales y No MetalesDocument1 pageTabla Metales y No MetalesAriana M.PPas encore d'évaluation
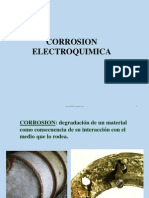
- Corrosión ElectroquimicaDocument78 pagesCorrosión ElectroquimicaJuan C AcostaPas encore d'évaluation
- 10 Ejemplos de Enlaces Metálicos Serán Como Ejemplo Redes de Átomos Unidos deDocument8 pages10 Ejemplos de Enlaces Metálicos Serán Como Ejemplo Redes de Átomos Unidos depipe042Pas encore d'évaluation
- Conclusion EsDocument2 pagesConclusion EsAndrez Valverde ArmasPas encore d'évaluation
- ASTM E406-19 TraducidaDocument7 pagesASTM E406-19 TraducidaDaniel CelyPas encore d'évaluation
- Control de Emisiones GaseosasDocument20 pagesControl de Emisiones Gaseosastracy paucarPas encore d'évaluation
- Examen de Química (Reacción de Oxidación)Document10 pagesExamen de Química (Reacción de Oxidación)JaimePas encore d'évaluation
- Tarea 2 CeldasDocument7 pagesTarea 2 CeldasAnthony PFPas encore d'évaluation
- Reacciones de Adición Al Grupo Carbonilo: Mario Alvarado N. Ph. DDocument77 pagesReacciones de Adición Al Grupo Carbonilo: Mario Alvarado N. Ph. DMaría Alejandra GuerreroPas encore d'évaluation
- 5-Procesos ElectroquímicosDocument13 pages5-Procesos ElectroquímicosElver Santos RíosPas encore d'évaluation
- Alejo Zapata F. A. (2014) - Tablas Fisicoquimicas 1ed PDFDocument89 pagesAlejo Zapata F. A. (2014) - Tablas Fisicoquimicas 1ed PDFLaisha Avendaño100% (1)
- Compuestos de CobreDocument11 pagesCompuestos de CobreAlbornoz JuanPas encore d'évaluation
- 3º GRADO - PROGRAMACIÓN CURRICULAR ANUAL DE CyT 2022Document7 pages3º GRADO - PROGRAMACIÓN CURRICULAR ANUAL DE CyT 2022Jorge Gabriel Carranza PinedoPas encore d'évaluation