Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- XMEye Android User ManualDocument32 pagesXMEye Android User Manualaxelkal ck50% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Project TimesheetDocument2 pagesProject TimesheetAmanpreet SinghPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Value Creation Through Project Risk ManagementDocument19 pagesValue Creation Through Project Risk ManagementMatt SlowikowskiPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Model Variant Description Variant Code Extended Warranty Price Royal PlatinumDocument2 pagesModel Variant Description Variant Code Extended Warranty Price Royal PlatinumRiyasPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Chapter 3 - Bending MembersDocument41 pagesChapter 3 - Bending MembersSuhailah SuhaimiPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Design and Estimation of Dry DockDocument78 pagesDesign and Estimation of Dry DockPrem Kumar100% (4)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Kota StationDocument5 pagesKota StationshashankjeePas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Fan Motor Basic PartsDocument7 pagesFan Motor Basic PartsMARIO BULANADIPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- User Manual For Online Super Market WebsiteDocument3 pagesUser Manual For Online Super Market WebsiteTharunPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- GEMU - ZRSK - CheckDocument11 pagesGEMU - ZRSK - Checkmurugn08Pas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- SSMT Solution ManualDocument12 pagesSSMT Solution ManualPraahas Amin0% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Omni PageDocument98 pagesOmni Pageterracotta2014Pas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Plug Design Case StudyDocument24 pagesPlug Design Case StudyAnonymous EsZwKlnBPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- 103096-CG9-20AD IIDocument30 pages103096-CG9-20AD IICristian Eduardo Chavez GallardoPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Cambridge Ordinary LevelDocument4 pagesCambridge Ordinary LevelHaziq AfzalPas encore d'évaluation
- Society and Culture With Family PlanningDocument7 pagesSociety and Culture With Family PlanningHope Earl Ropia BoronganPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 10 A103 SiteDocument112 pages10 A103 SiteGovindaraju HSPas encore d'évaluation
- LRS Trading StrategyDocument24 pagesLRS Trading Strategybharatbaba363Pas encore d'évaluation
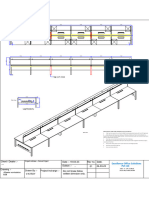
- 6seater Workstation B2BDocument1 page6seater Workstation B2BDid ProjectsPas encore d'évaluation
- Shear Strength in The New Eurocode 2. A Step ForwardDocument10 pagesShear Strength in The New Eurocode 2. A Step ForwardChineseAssassinPas encore d'évaluation
- SE440BX-2 Motherboard: Technical Product SpecificationDocument90 pagesSE440BX-2 Motherboard: Technical Product SpecificationEvelio MorenoPas encore d'évaluation
- NORMA - ANSI-AMCA Standard 250-05 Laboratory Methods of Testing Jet Tunnel Fans For PerformanceDocument33 pagesNORMA - ANSI-AMCA Standard 250-05 Laboratory Methods of Testing Jet Tunnel Fans For PerformanceJose Antonio100% (1)
- SAP MM Module OverviewDocument15 pagesSAP MM Module OverviewAmit Kumar100% (1)
- HSC Chemistry SkillsDocument9 pagesHSC Chemistry SkillsMartin KarlowPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Promt MidjourneyDocument2 pagesPromt MidjourneyMarcelo PaixaoPas encore d'évaluation
- Microsoft Word - CHALLAN DHSK - 5th - Sem - Challan - 22-23Document1 pageMicrosoft Word - CHALLAN DHSK - 5th - Sem - Challan - 22-23YoUnG PrINCePas encore d'évaluation
- LECTURE 6-Forming and Shaping of Plastics and CompositesDocument52 pagesLECTURE 6-Forming and Shaping of Plastics and CompositesM.k. VarmaPas encore d'évaluation
- FGRU URAN 08.12.2015 Rev.02Document3 pagesFGRU URAN 08.12.2015 Rev.02Hitendra PanchalPas encore d'évaluation
- Chapter 8 - 1935 Rife Ray #4 Rife MachineDocument2 pagesChapter 8 - 1935 Rife Ray #4 Rife MachineKhalid IbrahimPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- 1-18 Easy Fix Double Glazing Counter Price ListDocument16 pages1-18 Easy Fix Double Glazing Counter Price ListChris PaceyPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)