Vous aimerez peut-être aussi
- MDX 650 PDFDocument51 pagesMDX 650 PDFBillyPas encore d'évaluation
- Service Notes: Issued by RJADocument26 pagesService Notes: Issued by RJAMrWasabiheadPas encore d'évaluation
- Ricoh 301 PARTS CATALOGDocument68 pagesRicoh 301 PARTS CATALOGbefremdenPas encore d'évaluation
- Heater Unit: Service NotesDocument16 pagesHeater Unit: Service NotesSerge MaciaPas encore d'évaluation
- Service Notes: Issued by RJADocument45 pagesService Notes: Issued by RJATOTOK ZULIANTOPas encore d'évaluation
- Soraa DT Compatibility North America DETDocument1 pageSoraa DT Compatibility North America DETtotallightingPas encore d'évaluation
- Roland CM - 500 - 400 - 300Document63 pagesRoland CM - 500 - 400 - 300BryanHumphries100% (1)
- T08135D ProXL Service ManualDocument271 pagesT08135D ProXL Service ManualAlexandruPas encore d'évaluation
- Rosback Perf Styles ExplainedDocument4 pagesRosback Perf Styles ExplainedAlvin Vistan CrisostomoPas encore d'évaluation
- bizhubPRESS C8000) ICP - List - Ver.1.1 (EN) PDFDocument6 pagesbizhubPRESS C8000) ICP - List - Ver.1.1 (EN) PDFshamilbasayevPas encore d'évaluation
- Puma II Users ManualDocument54 pagesPuma II Users ManualDiana Arghir100% (1)
- pumaII PDFDocument54 pagespumaII PDFJuan Sanchez GutierraPas encore d'évaluation
- Mimaki TS500-1800 Service ManualDocument338 pagesMimaki TS500-1800 Service Manualjosedejesushuescamendez624Pas encore d'évaluation
- Guia Soporte de Producto Pro 8200EX - 8200S - 8210S - 8220S PDFDocument69 pagesGuia Soporte de Producto Pro 8200EX - 8200S - 8210S - 8220S PDFcaratulinPas encore d'évaluation
- Service Notes: Confi DentialDocument235 pagesService Notes: Confi DentialFranklin TejedaPas encore d'évaluation
- Dell C3765DNF UserDocument10 pagesDell C3765DNF UserAlessandro IppolitoPas encore d'évaluation
- SM 3262i 4062i ENG Rev20 PDFDocument858 pagesSM 3262i 4062i ENG Rev20 PDFKarl-Heinz Gütlein0% (2)
- Finisher SR3230 (D3BA) Parts CatalogDocument85 pagesFinisher SR3230 (D3BA) Parts Catalogwilliam lozadaPas encore d'évaluation
- MP 301 Part CatalogDocument81 pagesMP 301 Part CatalogAlejandro WadelPas encore d'évaluation
- Manual de Serviços c782Document473 pagesManual de Serviços c782Rogério Aparecido Dos SantosPas encore d'évaluation
- LEXMARK T640 T642 T644 (4061-xx0) SMDocument395 pagesLEXMARK T640 T642 T644 (4061-xx0) SMRusu MarianaPas encore d'évaluation
- Mutoh RJ4100 PDFDocument407 pagesMutoh RJ4100 PDFKlema HanisPas encore d'évaluation
- OKI C321 Parts ListDocument14 pagesOKI C321 Parts ListMark BeechPas encore d'évaluation
- Spd-S Sampling PadDocument145 pagesSpd-S Sampling PadJullhol Jamison Idme50% (2)
- Ricoh d129, d130 Service Manual PDFDocument1 402 pagesRicoh d129, d130 Service Manual PDFjosdavisPas encore d'évaluation
- MB760 MB770 MPS5502 Maintenance Manual Rev 1Document176 pagesMB760 MB770 MPS5502 Maintenance Manual Rev 1Tiago CavichiolliPas encore d'évaluation
- Parts Catalog Gestetner MP c5000Document162 pagesParts Catalog Gestetner MP c5000crazyyguitarPas encore d'évaluation
- DigiTech GNX 2 Service ManualDocument12 pagesDigiTech GNX 2 Service ManualTOTOK ZULIANTOPas encore d'évaluation
- Discrete Flat No-Leads DFN Package PosterDocument1 pageDiscrete Flat No-Leads DFN Package Posterbbxload319Pas encore d'évaluation
- Roland pc50Document50 pagesRoland pc50Serge MaciaPas encore d'évaluation
- Parts manualMFC-J5910DW PDFDocument29 pagesParts manualMFC-J5910DW PDFidellytecPas encore d'évaluation
- Canon PC d320 - d340 Fax l400Document214 pagesCanon PC d320 - d340 Fax l400blurxc38Pas encore d'évaluation
- Panasonic 1510 1810 Parts CatalogDocument76 pagesPanasonic 1510 1810 Parts CatalogariserplPas encore d'évaluation
- Sharp Ar-5618 5620 5623Document93 pagesSharp Ar-5618 5620 5623Ивайло Колев100% (1)
- Colortrac Cx40 Utilities Service Manual PDFDocument21 pagesColortrac Cx40 Utilities Service Manual PDFTintila StefanPas encore d'évaluation
- DCP l6600 PDFDocument54 pagesDCP l6600 PDFStefanGarnetPas encore d'évaluation
- MultiXpress K3250NR - K3300NR - SL-K3300NR - SL-K3250NR (PC)Document35 pagesMultiXpress K3250NR - K3300NR - SL-K3300NR - SL-K3250NR (PC)Андрей100% (1)
- Panasonic - FP 7818 7824 7830 7835 7845 7850 - Service - ManualDocument221 pagesPanasonic - FP 7818 7824 7830 7835 7845 7850 - Service - ManualChatchawan PhatthanasantiPas encore d'évaluation
- Horizon Stitch Liner 5500Document8 pagesHorizon Stitch Liner 5500KBR Graphics Canada100% (1)
- Service Manual ML-551x 651x Ver1.3 111104 PDFDocument258 pagesService Manual ML-551x 651x Ver1.3 111104 PDFBudau RolandPas encore d'évaluation
- Service Manual Sharp AR M237Document152 pagesService Manual Sharp AR M237Tsambrin50% (2)
- 600ae 28ae-Replace Usb PCBDocument3 pages600ae 28ae-Replace Usb PCBcARLOSPas encore d'évaluation
- USB PCB Assembly ReplacementDocument3 pagesUSB PCB Assembly ReplacementcARLOSPas encore d'évaluation
- Leveling Arm Replacement: Service InstructionsDocument4 pagesLeveling Arm Replacement: Service InstructionskevinalleinPas encore d'évaluation
- Dc645perf InstallDocument18 pagesDc645perf InstallLars NotlevPas encore d'évaluation
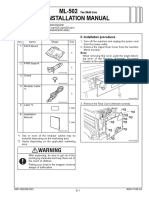
- Installation Manual ML-502: I. Accessory Parts II. Installation ProceduresDocument3 pagesInstallation Manual ML-502: I. Accessory Parts II. Installation ProceduresHoussein KachmarPas encore d'évaluation
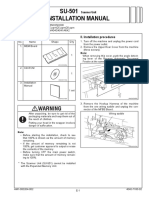
- Installation Manual SU-501: I. Accessory Parts II. Installation ProceduresDocument3 pagesInstallation Manual SU-501: I. Accessory Parts II. Installation ProceduresHoussein KachmarPas encore d'évaluation
- NX 448e I InstallerDocument30 pagesNX 448e I InstallergeorgePas encore d'évaluation
- Tormach MicroARC 4th AxisDocument8 pagesTormach MicroARC 4th AxissthollanderPas encore d'évaluation
- DF52 Manual Servicio Tecnico BDocument58 pagesDF52 Manual Servicio Tecnico BMauricio RomeroPas encore d'évaluation
- MKM 24 PV 2 SDocument28 pagesMKM 24 PV 2 SVitsakorn NabhirongPas encore d'évaluation
- Rane 6100Document4 pagesRane 6100kap.zoraizPas encore d'évaluation
- Baker - 690981 PDFDocument24 pagesBaker - 690981 PDFAsep SuhermanPas encore d'évaluation
- General Router With M2521 Board Installation Checklist: Innovation. Quality. Performance. Best in Industry. WorldwideDocument5 pagesGeneral Router With M2521 Board Installation Checklist: Innovation. Quality. Performance. Best in Industry. WorldwideCasa CristeaPas encore d'évaluation
- Installation Manual EM-303/EM-304/EM-305: I. Accessory Parts II. Installation ProceduresDocument3 pagesInstallation Manual EM-303/EM-304/EM-305: I. Accessory Parts II. Installation ProceduresHoussein KachmarPas encore d'évaluation
- Fire CR DentalDocument64 pagesFire CR DentalNestor MartinezPas encore d'évaluation
- 03 Disassembly and Reassemble PDFDocument6 pages03 Disassembly and Reassemble PDFRobert CarPas encore d'évaluation
- Rotary TablesDocument30 pagesRotary TablesCarlos MendozaPas encore d'évaluation
- Installation Manual SA-501: I. Accessory Parts II. Installation ProceduresDocument3 pagesInstallation Manual SA-501: I. Accessory Parts II. Installation ProcedureshashemPas encore d'évaluation
- FM 587 JFDocument4 pagesFM 587 JFRefaat GhazyPas encore d'évaluation
- ManualsLib - Makes It Easy To Find Manuals Online! PDFDocument438 pagesManualsLib - Makes It Easy To Find Manuals Online! PDFAaron Rivas100% (1)
- Section 01Document21 pagesSection 01omar ayeshPas encore d'évaluation
- CVS 1200 Pneumatic Positioner: Instruction ManualDocument12 pagesCVS 1200 Pneumatic Positioner: Instruction ManualGeraldoadriPas encore d'évaluation
- Whistler Trail StandardsDocument12 pagesWhistler Trail StandardsschneidiePas encore d'évaluation
- DS Precast HBDocument159 pagesDS Precast HBAlexander ChuaPas encore d'évaluation
- Rothoblaas - Anchorage For Timber Elements Transport - Technical Data Sheets - enDocument3 pagesRothoblaas - Anchorage For Timber Elements Transport - Technical Data Sheets - enAndrei GheorghicaPas encore d'évaluation
- Dokumen - Tips - Caterpillar Cat 420d Backhoe Loader Prefix FDP Service Repair Manual fdp07199 18399 1594410712 PDFDocument23 pagesDokumen - Tips - Caterpillar Cat 420d Backhoe Loader Prefix FDP Service Repair Manual fdp07199 18399 1594410712 PDFHugo PinedaPas encore d'évaluation
- 1N40C450EADocument53 pages1N40C450EAEneru God0% (2)
- Mr. Rajendran, Musiri 062647Document5 pagesMr. Rajendran, Musiri 062647vignesh waranPas encore d'évaluation
- KNX td002 - en PDocument184 pagesKNX td002 - en PNelsonPas encore d'évaluation
- Tehnologia Materialelor F41Document22 pagesTehnologia Materialelor F41andreeaoana45Pas encore d'évaluation
- 4.8 - MD-SX Instruction (1309)Document56 pages4.8 - MD-SX Instruction (1309)jarekPas encore d'évaluation
- Bravo Distributor Manual (English)Document12 pagesBravo Distributor Manual (English)Tam Jia TernPas encore d'évaluation
- Iso 4029Document9 pagesIso 4029ellisforheroesPas encore d'évaluation
- SERVICE Manual - 7FBMF 16-50 - Toyota ForkliftDocument720 pagesSERVICE Manual - 7FBMF 16-50 - Toyota ForkliftAdnan Khalid100% (4)
- Mechanics of Materials Philpot 3rd Edition Solutions ManualDocument53 pagesMechanics of Materials Philpot 3rd Edition Solutions ManualIan Kasai63% (19)
- As 2041 1998Document105 pagesAs 2041 1998Bart HoPas encore d'évaluation
- International StandardDocument20 pagesInternational StandardGANESH GPas encore d'évaluation
- Ser Ser Ser Ser Service Vice Vice Vice Vice Manual Manual Manual Manual ManualDocument196 pagesSer Ser Ser Ser Service Vice Vice Vice Vice Manual Manual Manual Manual ManualEvgenyAmbul100% (6)
- E350 Series 2: ZCF100Ax/Cx s2Document5 pagesE350 Series 2: ZCF100Ax/Cx s2robbertjv2104Pas encore d'évaluation
- Lavadora Secadora LG WD15EGS6 PDFDocument100 pagesLavadora Secadora LG WD15EGS6 PDFK-Search100% (1)
- Kawasaki ZX6R 16Document103 pagesKawasaki ZX6R 16OliverPas encore d'évaluation
- Seismic Design of Multi-Storey Cross Laminated Timber Buildings According To Eurocode 8Document24 pagesSeismic Design of Multi-Storey Cross Laminated Timber Buildings According To Eurocode 8Davide MorettiPas encore d'évaluation
- Cream Separator 5klDocument49 pagesCream Separator 5klRAI Maintenance100% (3)
- Pratt & Whitney Canada: Maintenance Manual MANUAL PART NO. 3034342Document42 pagesPratt & Whitney Canada: Maintenance Manual MANUAL PART NO. 3034342Esteban100% (1)
- Epdm Roofing Handbook 0408Document36 pagesEpdm Roofing Handbook 0408Masi Uddin50% (2)
- Design of Foundation & Structure For 400Kv BpiDocument20 pagesDesign of Foundation & Structure For 400Kv BpiZamfir ConstantinPas encore d'évaluation
- 1 4444444product Card IKON ExtrusionDocument4 pages1 4444444product Card IKON ExtrusionМихаил ПоповPas encore d'évaluation
- Cleaning ScrewsDocument6 pagesCleaning ScrewsRodolfoAntonioLeónCárdenasPas encore d'évaluation
- Focus: Ultrasonic Testing of Anchor BoltsDocument5 pagesFocus: Ultrasonic Testing of Anchor BoltsMANAN BELANIPas encore d'évaluation