Vous aimerez peut-être aussi
- Evaluación soldadura electrodoDocument18 pagesEvaluación soldadura electrodopedro timana vilchezPas encore d'évaluation
- Mediciones Del Cilindro 4 Con AlexometroDocument20 pagesMediciones Del Cilindro 4 Con AlexometrofranklinPas encore d'évaluation
- Rúbrica 2.1, 2.2 (S16) - Termodinámica AplicadaDocument1 pageRúbrica 2.1, 2.2 (S16) - Termodinámica Aplicadaeduar neira astoPas encore d'évaluation
- Ensayo motor inducciónDocument19 pagesEnsayo motor induccióndaniel24Pas encore d'évaluation
- Rubrica de Tratamientos TermicosDocument1 pageRubrica de Tratamientos TermicosEdisonPas encore d'évaluation
- Informe Soldadura 1 PDFDocument20 pagesInforme Soldadura 1 PDFlazaroPas encore d'évaluation
- Formato Calificacion Guias de LaboratorioDocument2 pagesFormato Calificacion Guias de Laboratoriojc_valdez_loaizaPas encore d'évaluation
- Control electrónico equipo pesadoDocument1 pageControl electrónico equipo pesadoWilson Jaime Saucedo LeonPas encore d'évaluation
- Laboratorio N°5 Fermentación PDFDocument24 pagesLaboratorio N°5 Fermentación PDFKeisy Bazan100% (1)
- Rubrica de LaboratorioDocument1 pageRubrica de LaboratorioElvis Anconeira ChecaPas encore d'évaluation
- Sistema de refrigeración industrial: Evaluación y regulación de parámetrosDocument8 pagesSistema de refrigeración industrial: Evaluación y regulación de parámetrosJose Santos Juarez SeminarioPas encore d'évaluation
- Informe Soldadura2Document9 pagesInforme Soldadura2Jimenez Guerrero MaykoPas encore d'évaluation
- Actividad y RubricaDocument2 pagesActividad y RubricaAlex SandovalPas encore d'évaluation
- Laboratorio Aplicaciones Del Calculo Y Estadistica Aplicaciones de La Integral: ÁREASDocument13 pagesLaboratorio Aplicaciones Del Calculo Y Estadistica Aplicaciones de La Integral: ÁREASDavid Leocadio Umana YucraPas encore d'évaluation
- Algebra de FuentesDocument4 pagesAlgebra de FuentesYeral PobletePas encore d'évaluation
- Guia 1 - ConversionDocument4 pagesGuia 1 - ConversionMAX MICHAEL CAYO SAMATAPas encore d'évaluation
- Rúbrica Del ProyectoDocument1 pageRúbrica Del ProyectoCooperativaPas encore d'évaluation
- Elec. Pot U1. Investigación 1Document2 pagesElec. Pot U1. Investigación 1Jose Manuel Canche MarinPas encore d'évaluation
- Expresiones RegularesDocument13 pagesExpresiones Regularesluis gerardoPas encore d'évaluation
- Ilovepdf MergedDocument13 pagesIlovepdf MergedJhoana Bardalez DavilaPas encore d'évaluation
- PC 2Document5 pagesPC 2Gerardo AriasPas encore d'évaluation
- Automatización Industrial: Codigo: Ee 5030Document7 pagesAutomatización Industrial: Codigo: Ee 5030Cesar Gomez RiosPas encore d'évaluation
- Lab 07 2022 1Document5 pagesLab 07 2022 1Gabriela Soto HuamanPas encore d'évaluation
- Análisis de los efectos de la realimentación en sistemas de controlDocument4 pagesAnálisis de los efectos de la realimentación en sistemas de controlCarlos Gomez T.Pas encore d'évaluation
- Práctica 4Document10 pagesPráctica 4Alejandro GorocicaPas encore d'évaluation
- Información Complementaria de Materiales Industriales ActualizadaDocument5 pagesInformación Complementaria de Materiales Industriales ActualizadaDiego La TorrePas encore d'évaluation
- Mapa 1Document8 pagesMapa 1Uchiha Saki BetPas encore d'évaluation
- Evaluación de Los Laboratorios de Química: Observaciones Que Incluyen Las Experiencias. (Trabajo en Equipo)Document3 pagesEvaluación de Los Laboratorios de Química: Observaciones Que Incluyen Las Experiencias. (Trabajo en Equipo)Nayely Esthefany Ninapaytan DelgadoPas encore d'évaluation
- LABORATORIO #6 Grupo 4Document19 pagesLABORATORIO #6 Grupo 4Jhoana Bardalez DavilaPas encore d'évaluation
- Programación introducciónDocument3 pagesProgramación introduccióntomas espinaPas encore d'évaluation
- Lab - 07 - HUAMAN HUANCA - 2022 - 2Document6 pagesLab - 07 - HUAMAN HUANCA - 2022 - 2Edilson HUPas encore d'évaluation
- 1 1 2 Actividad Practica N 1Document6 pages1 1 2 Actividad Practica N 1Marco Antonio Solano VasquezPas encore d'évaluation
- Aplicaciones de cálculo y estadísticaDocument2 pagesAplicaciones de cálculo y estadísticaŠaúl ÇønðøríPas encore d'évaluation
- Informe 4 de SoldaduraDocument15 pagesInforme 4 de SoldaduraPedro Odiaga LapierrePas encore d'évaluation
- Lab. Mediciones Con VernierDocument10 pagesLab. Mediciones Con VernierDavid GradosPas encore d'évaluation
- ElectricaDocument4 pagesElectricaAlvaro De La CruzPas encore d'évaluation
- Copia de Evaluacion - A - Proveedores - Ficha VW METROLOGIADocument9 pagesCopia de Evaluacion - A - Proveedores - Ficha VW METROLOGIAGabriel HuertaPas encore d'évaluation
- Conclusiones Lab 05Document3 pagesConclusiones Lab 05Isaac TiconaPas encore d'évaluation
- Lab 16 Calificado Modelo 20212bDocument3 pagesLab 16 Calificado Modelo 20212bKoey Sanchez orePas encore d'évaluation
- Gta 1 Mod1Document2 pagesGta 1 Mod1Carlos BuenoPas encore d'évaluation
- Circuitos resistivos: Medición y cálculoDocument3 pagesCircuitos resistivos: Medición y cálculoMelanie Nicole Mata BarbosaPas encore d'évaluation
- Gestión de calidad en empresasDocument9 pagesGestión de calidad en empresasMoises MendozaPas encore d'évaluation
- RA2 - CanchéJose, Ku, Marrufo, MooAlbert - Resultado Aprendizaje U2Document14 pagesRA2 - CanchéJose, Ku, Marrufo, MooAlbert - Resultado Aprendizaje U2Jose Manuel Canche MarinPas encore d'évaluation
- Laboratorio 03 ATSDocument3 pagesLaboratorio 03 ATSKarina Mercedes Nunura MorePas encore d'évaluation
- 2 1 2 Actividad Practica N 5Document6 pages2 1 2 Actividad Practica N 5josePas encore d'évaluation
- PE Ejercicio1Document3 pagesPE Ejercicio1ismael naal hernandez0% (1)
- Principios y Técnicas de La Emisión AcústicaDocument220 pagesPrincipios y Técnicas de La Emisión AcústicaManzan LabroivPas encore d'évaluation
- Elec. Analog. U2. Práctica 2ADocument3 pagesElec. Analog. U2. Práctica 2AIsaac AcostaPas encore d'évaluation
- ListaCotejo Problemario T2 BDocument1 pageListaCotejo Problemario T2 BEAGLE BLACK 18Pas encore d'évaluation
- T2-2 Reporte - Práctica-RúbricaDocument1 pageT2-2 Reporte - Práctica-RúbricaBryan UrbinaPas encore d'évaluation
- Evaluación Final: Gestión Contable Ingenieria IndustrialDocument3 pagesEvaluación Final: Gestión Contable Ingenieria Industrialmariajose bardales espinozaPas encore d'évaluation
- Evaluación práctica cálculo integral reglas básicasDocument4 pagesEvaluación práctica cálculo integral reglas básicasCarlos Gomez T.Pas encore d'évaluation
- Instructivo Evaluacion Sumativa Avance 1Document6 pagesInstructivo Evaluacion Sumativa Avance 1Irving HCPas encore d'évaluation
- EvaluacionParcial 2 EnAplicAlCrDocument5 pagesEvaluacionParcial 2 EnAplicAlCrvictor salinasPas encore d'évaluation
- Grupo 06 - t1 Gest CalDocument11 pagesGrupo 06 - t1 Gest CalMoises MendozaPas encore d'évaluation
- 2 1 2instructivo Encargo Sin Presentacion N1Document4 pages2 1 2instructivo Encargo Sin Presentacion N1luis humberto yañez yañezPas encore d'évaluation
- Itnm Itsu Calculo Integral Ec0772 Listacotejo Guiaejerciciost1 2017Document2 pagesItnm Itsu Calculo Integral Ec0772 Listacotejo Guiaejerciciost1 2017Luis Benjamin Mendoza BallinesPas encore d'évaluation
- UF1868 - Operación y supervisión de los equipos de conmutación telefónicaD'EverandUF1868 - Operación y supervisión de los equipos de conmutación telefónicaPas encore d'évaluation
- Gestión de proyectos con enfoque PMI al usar Project y Excel - 1ra ediciónD'EverandGestión de proyectos con enfoque PMI al usar Project y Excel - 1ra ediciónPas encore d'évaluation
- Factores de Riesgos LocativosDocument16 pagesFactores de Riesgos LocativosDaniel Ochoa QuispePas encore d'évaluation
- Factores de Riesgos LocativosDocument6 pagesFactores de Riesgos LocativosDaniel Ochoa QuispePas encore d'évaluation
- Factores de Riesgos LocativosDocument6 pagesFactores de Riesgos LocativosDaniel Ochoa QuispePas encore d'évaluation
- Taller N°1 de Soldadura.Document19 pagesTaller N°1 de Soldadura.Daniel Ochoa QuispePas encore d'évaluation
- Taller N°1 de Soldadura.Document19 pagesTaller N°1 de Soldadura.Daniel Ochoa QuispePas encore d'évaluation
- Taller N°1 de Soldadura.Document19 pagesTaller N°1 de Soldadura.Daniel Ochoa QuispePas encore d'évaluation
- Taller N°1 de Soldadura.Document19 pagesTaller N°1 de Soldadura.Daniel Ochoa QuispePas encore d'évaluation
- Taller N°1 de Soldadura.Document19 pagesTaller N°1 de Soldadura.Daniel Ochoa QuispePas encore d'évaluation
- Taller N°1 de Soldadura.Document19 pagesTaller N°1 de Soldadura.Daniel Ochoa QuispePas encore d'évaluation
- Estructura MVV de una organizaciónDocument21 pagesEstructura MVV de una organizaciónJoaquin AlejandroPas encore d'évaluation
- Resortes Helicoidales de TensionDocument6 pagesResortes Helicoidales de TensionalexPas encore d'évaluation
- Independencia Del Brasil - Leslie BethellDocument5 pagesIndependencia Del Brasil - Leslie BethellFedeBergPas encore d'évaluation
- Lopez Torres Diego Max - PC Nro 1 - Sistemas DistribuidosDocument4 pagesLopez Torres Diego Max - PC Nro 1 - Sistemas DistribuidosDiegoPas encore d'évaluation
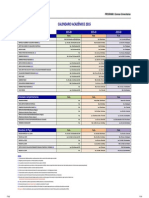
- Calendario académico carreras universitarias 2015Document1 pageCalendario académico carreras universitarias 2015Yamir Aedo De la TorrePas encore d'évaluation
- Formato Unico Visita de Mantenimiento Estacion 2019XXXXDocument1 pageFormato Unico Visita de Mantenimiento Estacion 2019XXXXalex garciaPas encore d'évaluation
- Cartilla Legistacion Tributaria IiDocument25 pagesCartilla Legistacion Tributaria IiJohn EverPas encore d'évaluation
- 1er - Parcial Evaluación 1: Genr-Conceptos-Dif - AF-ATDocument44 pages1er - Parcial Evaluación 1: Genr-Conceptos-Dif - AF-ATDIEGO ESTEBAN TAFUR OCHOAPas encore d'évaluation
- Actividad Administrativa (Ensayo)Document9 pagesActividad Administrativa (Ensayo)Edgarys ArangurenPas encore d'évaluation
- Plantilla Actividad Fase 4 - Decidir - Mercadeo AgropecuarioDocument8 pagesPlantilla Actividad Fase 4 - Decidir - Mercadeo AgropecuarioAlexander LadinoPas encore d'évaluation
- Adm Financiera 1er ParcialDocument49 pagesAdm Financiera 1er ParcialNoelia FernandezPas encore d'évaluation
- s7847-6 ServidoresDocument3 pagess7847-6 ServidoresYeison EscaleraPas encore d'évaluation
- Reguladores de Crecimiento in VitroDocument6 pagesReguladores de Crecimiento in VitroRene Martinez ValadezPas encore d'évaluation
- 3 Descripción Del ProductoDocument3 pages3 Descripción Del Productomarlon rivasPas encore d'évaluation
- Mantenimiento A Procesos de ManufacturaDocument16 pagesMantenimiento A Procesos de ManufacturaAndrés Gonzalez Herrera80% (5)
- Presentacion Metodos de Precios de Transferencia Cadenas de ValorDocument57 pagesPresentacion Metodos de Precios de Transferencia Cadenas de Valorveronica martinezPas encore d'évaluation
- Financiero en Linea - Recibos de Pago Broalfre)Document1 pageFinanciero en Linea - Recibos de Pago Broalfre)xrl2 pvpPas encore d'évaluation
- Practica 6 Numeración de Enterobacterias - Grupo 8Document8 pagesPractica 6 Numeración de Enterobacterias - Grupo 8LUIS ANGEL ROJAS RIVASPas encore d'évaluation
- Analisis PorterDocument3 pagesAnalisis PorterFernanda NataliaPas encore d'évaluation
- Poa-Dgaps 3112 2022 2Document6 pagesPoa-Dgaps 3112 2022 2msulbaranPas encore d'évaluation
- MT0001 M2AA1L1 Planeacion Uveg OkDocument7 pagesMT0001 M2AA1L1 Planeacion Uveg OkAlanSunétPas encore d'évaluation
- Sensores SenaDocument2 pagesSensores SenaMATEUSCHACONKEVIN 9Pas encore d'évaluation
- Trabajo Final Proceso PastasDocument13 pagesTrabajo Final Proceso PastasAdriana Margarita PATERNOSTRO BERRIOPas encore d'évaluation
- Aviso de despido por exceso de faltas y abandono de trabajoDocument2 pagesAviso de despido por exceso de faltas y abandono de trabajoHugo RizoPas encore d'évaluation
- Indicadores Previsionales Previred Octubre 23Document1 pageIndicadores Previsionales Previred Octubre 23mariana.hidalgo.avalos25Pas encore d'évaluation
- Caso Habilidades Directivas Semana 3Document3 pagesCaso Habilidades Directivas Semana 3Diego Andres Otero Jimenez25% (4)
- Parte Del CacaoDocument12 pagesParte Del CacaoSolange ArellanoPas encore d'évaluation
- Empresa ColgateDocument3 pagesEmpresa ColgateCristian Montero VillaPas encore d'évaluation
- Manual RedexDocument16 pagesManual RedexJesus MartinezPas encore d'évaluation
- Historia DominicanaDocument5 pagesHistoria DominicanaYancarlos Abreu RosarioPas encore d'évaluation