Vous aimerez peut-être aussi
- Ley 466Document6 pagesLey 466xiomara anahi claure quispePas encore d'évaluation
- Curso de Escritura CreativaDocument11 pagesCurso de Escritura CreativaOjisan Jin IchiPas encore d'évaluation
- Manual Institucional de Comunicaciones Con Perspectiva de Género.Document126 pagesManual Institucional de Comunicaciones Con Perspectiva de Género.Atención VictimasPas encore d'évaluation
- Amonestar Como A Hermano YoDocument5 pagesAmonestar Como A Hermano YoErick Leonardo Ruiz HernándezPas encore d'évaluation
- La Mujer Que Tocó El Borde de Su MantoDocument5 pagesLa Mujer Que Tocó El Borde de Su MantodalenielriveraPas encore d'évaluation
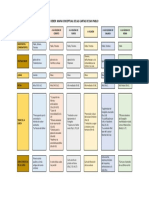
- Deber 2021 10 26 - Mapa Conceptual de Las Cartas de PabloDocument1 pageDeber 2021 10 26 - Mapa Conceptual de Las Cartas de PabloChristian Fernando100% (3)
- Literatil1 PDFDocument235 pagesLiteratil1 PDFKatiushkaDíazPas encore d'évaluation
- Seminario de Formación SociocríticaDocument27 pagesSeminario de Formación SociocríticaJose Rojas100% (1)
- Tema 7 La Oferta y El DepositoDocument11 pagesTema 7 La Oferta y El DepositoJorgePas encore d'évaluation
- 01 - Servido CalienteDocument137 pages01 - Servido CalienteNadia Calderon50% (2)
- Superestructuras TextualesDocument16 pagesSuperestructuras TextualesJuan Pablo GerezPas encore d'évaluation
- Ley 31676 LPDerechoDocument1 pageLey 31676 LPDerechoEvelin Maguiña RomeroPas encore d'évaluation
- Ensayo FamiliaDocument2 pagesEnsayo FamiliaHector Gomez Godoy0% (1)
- Definiciones de Ceremonial, Protocolo y EtiquetaDocument7 pagesDefiniciones de Ceremonial, Protocolo y EtiquetaAlicia Judith BanegasPas encore d'évaluation
- Magnus CarlsenDocument7 pagesMagnus CarlsenArthuro RamonPas encore d'évaluation
- Satisfaccion Laboral TM 100622Document13 pagesSatisfaccion Laboral TM 100622Alejandra MongePas encore d'évaluation
- Historia de La ProvinciaDocument2 pagesHistoria de La ProvinciaByronn PadillaPas encore d'évaluation
- COSTO CANA MECANIZADO BoliviaDocument2 pagesCOSTO CANA MECANIZADO BoliviaJulio CesarPas encore d'évaluation
- Utp Derecho Informatico 2020 Ii (S01)Document25 pagesUtp Derecho Informatico 2020 Ii (S01)Miguel Angel Tuero RodriguezPas encore d'évaluation
- Memoria Descriptiva GeneralDocument8 pagesMemoria Descriptiva GeneralKaren Xiomara VHPas encore d'évaluation
- Ley 20536 Violencia Escolar DiplomadoDocument19 pagesLey 20536 Violencia Escolar DiplomadoMario Lorenzo Barra Espergue100% (1)
- Problemas Recursos HídricosDocument4 pagesProblemas Recursos HídricosDiego ZeballosPas encore d'évaluation
- Caso Practico Entregable Unidad 3 Procesos y Teorias AdministrativasDocument25 pagesCaso Practico Entregable Unidad 3 Procesos y Teorias AdministrativasLuis Fernando Gomez ValcarcelPas encore d'évaluation
- La Vida de Napoleón BonaparteDocument4 pagesLa Vida de Napoleón Bonaparteruvel mauricio landa eugenioPas encore d'évaluation
- UVC Clean Propuesta Tecnico Comercial Colegio La FontaineDocument16 pagesUVC Clean Propuesta Tecnico Comercial Colegio La FontaineBruno Garay NefPas encore d'évaluation
- Cuestionario Cap 14Document10 pagesCuestionario Cap 14KevinMasabandaPas encore d'évaluation
- Reservas Internacionales. EvolucionDocument15 pagesReservas Internacionales. EvolucionabriletopiPas encore d'évaluation
- Evaluación de HISTORIA 5Document6 pagesEvaluación de HISTORIA 5María José Godoy RubioPas encore d'évaluation
- FantásticoDocument2 pagesFantásticoLeonel Trujillo TineoPas encore d'évaluation
- Reglas Munchkin CthulhuDocument16 pagesReglas Munchkin CthulhuAdrian VeidtPas encore d'évaluation